Обжиг кирпича: печь для обжига кирпича
Цикл обжига состоит из четырех стадий: удаление оставшейся после сушки влаги, подогревание, собственно обжиг и остывание. Простейшим, но далеко не совершенным способом является обжиг кирпича-сырца в штабелях, т. е. без печей
Обжиг кирпича
Обжигательные печи
Обжигательные печи делятся на печи периодического и непрерывного действия. Первые — после каждого обжига охлаждаются и разгружаются целиком. В печах второго типа одновременно (в разных зонах печи) загружают и обжигают сырец и выгружают готовый кирпич.
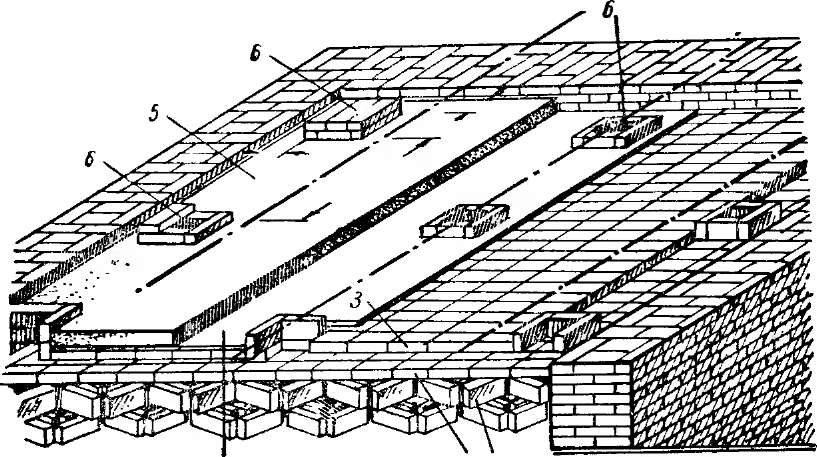
Печи периодического действия имеют топки, снабженные колосниками и перекрытые сводиками, в которых оставлены отверстия для прохода газов.
Сырец кладется на ребро «в елку», а верхние два ряда укладываются плашмя с промазкой глиняным раствором и засыпкой песком.
Весь цикл работы, печи (садка сырца, подсушка, обжиг, охлаждение, выставка) продолжается до 12 суток. Емкость таких печей обычно до 20 тыс. шт. сырца. Для экономии топлива эти печи иногда делают двойными, с перегородкой посредине. В каждой половине печи обжиг ведут самостоятельно: в то время как в одной половине идет обжиг, другая загружается сырцом. Тепло от обжигаемого кирпича идет на подсушку сырца в другой половине печи.
Но вообще печи периодического действия требуют большого расхода топлива и не обеспечивают полной равномерности обжига.
Более совершенны печи непрерывного действия, которые применяются на всех крупных заводах и работают 11—11,5 месяца в году (2—4 недели они находятся в ремонте). Чаще всего встречаются печи кольцевого типа, реже пока — туннельные.
В кольцевой печи большой запас тепла, накапливаемый в обожженных изделиях и в газообразных продуктах горения, расходуется на подогрев сырца и воздуха, необходимого для горения. Это дает значительную экономию топлива. Температура отходящих в трубу газов не должна превышать 100°.
Кольцевая печь
Кольцевая печь в плане представляет собой прямоугольник с полуокружностями по концам. Печь условно делится на 14—36 камер, каждая из которых имеет ходы для загрузки сырца и выгрузки кирпича. Камеры снабжены дымоходами, соединенными со сборным дымовым каналом, проходящим в середине печи. Топливо (мелкие уголь или торф) засыпается в печь через отверстия в своде камер (вручную или автоматическими аппаратами).
Печь условно делится на 14—36 камер, каждая из которых имеет ходы для загрузки сырца и выгрузки кирпича. Камеры снабжены дымоходами, соединенными со сборным дымовым каналом, проходящим в середине печи. Топливо (мелкие уголь или торф) засыпается в печь через отверстия в своде камер (вручную или автоматическими аппаратами).
Для ускорения обжига запрессовывают часть топлива (мелкий каменный уголь или древесные опилки) в сырец при его изготовлении. При таком способе топливо горит внутри сырца, кирпич получается более пористым и легким, а обжиг — более равномерным.
- подсушки сырца,
- подогрева,
- обжига,
- остывания.
Из одной камеры печи выгружается готовый кирпич, а соседняя (через одну) камера загружается сырцом. В это же время промежуточная камера очищается от очажных остатков. Все остальные камеры загружены сырцом, проходящим различные стадии обработки. Сборный дымовой канал соединен с дымовой трубой, создающей естественную тягу в печи; тяга может быть создана и искусственно — дымососом.
Последняя изолирована от ранее загруженной камеры 14 ширмой из плотной бумаги. Топливо забрасывается в камеры 8 —9, где и происходит обжиг; температура обжига 900—950°. Воздух, необходимый для поддержания горения, входит через открытый ходок разгружаемой камеры, свободно проходит камеры 2—7, так как между ними нет бумажных ширм (они сгорели), и охлаждает в них уже обожженный кирпич; воздух при этом нагревается.
Нагретый воздух поддерживает горение в камерах 8—9; горячие дымовые газы идут через камеры 10—14,нагревают и высушивают сырец. К свежему сырцу газы подходят уже охлажденными. Это устраняет коробление и растрескивание сырца. Из последней камеры
Во вновь загруженной камере 15 устраивают со стороны камеры 16 бумажную шириу, а ходки заделывают сырцом на глиняном растворе. Камеру 15 соединяют с соседней 14 для нагревания. Для этого разрывают бумажную ширму железным стержнем через топливные отверстия и открывают дымовой конус в камере 15. Затем будет загружаться камера 16, а выгружаться камера 2 и т. д.
Камеру 15 соединяют с соседней 14 для нагревания. Для этого разрывают бумажную ширму железным стержнем через топливные отверстия и открывают дымовой конус в камере 15. Затем будет загружаться камера 16, а выгружаться камера 2 и т. д.
Тепло остывающего кирпича используется для подсушки сырца; в этих целях горячий воздух из зоны остывания передается в загруженные свежим сырцом камеры через специальный, так называемый жаровой канал.
Печи с большим числом камер (более 26) работают «в два огня», т. е. обжиг и все другие процессы происходят одновременно в двух местах печи.
Высокая производительность кольцевой печи характеризуется съемом 2000—2500 и более штук кирпича с 1 м3 обжигательного канала печи в месяц.
Такая высокая производительность печей, превышающая прежнюю в 2—3 раза, достигнута новаторами кирпичного производства, П. А. Дувановым, И. Я. Мазовым, И. Г. Мукосовым и их многочисленными последователями на ряде передовых заводов.
Применение ими разреженной продольной садки сырца (около 200 шт. на 1
Кольцевая печь дает равномерный обжиг, высокую производительность; в ней расходуется примерно в 2 раза меньше топлива, чем в периодических печах.
Расход условного топлива в кольцевых печах составляет 120—150 кг на 1000 кирпичей.
Способ охлаждения водой
Способ охлаждения водой зоны остывания кирпича в кольцевых печах. Вода в небольшом количестве через трубы и распылительные устройства, проходящие в своде печи, вводится в камеры, где остывает кирпич. Вода подается в камеру, где температура 300—350°, поэтому она быстро испаряется и не портит кирпич и кладку печи. При этом температура выгружаемого кирпича снижается до 30° и ниже, что значительно облегчает условия труда.
Туннельные печи
Они представляют собой длинный туннель (длиной 75—110 м), в котором обжигаемые изделия передвигаются на вагонетках по рельсам при помощи механических толкателей. Материал в туннеле сначала подсушивается, затем нагревается, в середине печи обжигается и при выходе охлаждается. В этих печах могут быть совмещены сушка сырца и обжиг.
В кольцевой печи зона обжига, а вместе с ней и другие зоны перемещаются, изделия же остаются неподвижными; в туннельной печи движутся изделия, а зоны остаются неподвижными; цикл обжига здесь продолжается 1 1/2—2 суток.
Схема производства кирпича пластическим (мокрым) способом: 1 — многоковшовый экскаватор; 2 — мотовоз с вагонетками для транспортирования глины; 3 — ящичный подаватель; 4 — вальцы; 5 — бегуны мокрого помола; 6 — ленточный пресс; 7— резательный станок; 8 — туннельная сушилка; 9 — вагонетка с сырцом; 10 — туннельная печь; 11 — вагонетка с кирпичом; 12— склад кирпича; 13 — транспортирование кирпича в контейнерах на автомашинах.
Печь Хоффмана — Hoffmann kiln
Печь для обжига извести в парке Вилли Спана в Ганновере Печь для обжига извести и дымовая труба в исторической зоне Лланиминек, Шропшир, фото: Джон М., geograph.org.ukСтроительство и эксплуатация
Обжиговая печь Hoffmann состоит из основного прохода для огня, окруженного с каждой стороны несколькими небольшими помещениями. В каждой комнате есть поддон кирпича. В главном пожарном коридоре стоит
 Каждая комната обжигается в течение определенного времени, пока кирпичи не застекленятся должным образом, и после этого пожарный вагон перекатывается в следующую комнату для обжига.
Каждая комната обжигается в течение определенного времени, пока кирпичи не застекленятся должным образом, и после этого пожарный вагон перекатывается в следующую комнату для обжига.Каждая комната соединена со следующей комнатой проходом, по которому проходят горячие газы от костра. Таким образом, самые горячие газы направляются в топку помещения. Затем газы переходят в соседнее помещение, которое планируется запустить следующим. Там газы разогревают кирпич. По мере того, как газы проходят через контур печи, они постепенно охлаждаются, передавая тепло кирпичу при его предварительном нагреве и сушке. По сути, это противоточный теплообменник , который обеспечивает очень эффективное использование тепла и топлива. Эта эффективность является основным преимуществом печи Hoffmann и одной из причин ее первоначального развития и постоянного использования на протяжении всей истории. В дополнение к внутреннему отверстию для прохода огня в каждой комнате также есть внешняя дверь, через которую недавно обожженный кирпич удаляется и заменяется мокрым кирпичом для сушки и последующего обжига в следующем цикле обжига.
Исторические примеры печей Hoffmann
Печь Hoffmann используется почти во всех странах. На Британских островах осталось всего несколько печей Хоффмана, некоторые из которых сохранились. Единственные, у кого есть дымоход, находятся в Музее промышленного наследия Престонгрэндж и в исторической зоне Лланиминек . Место в Llanymynech , недалеко от Освестри, использовалось для обжига извести и недавно было частично восстановлено в рамках проекта сохранения промышленной археологии при поддержке English Heritage и Heritage Lottery Fund . Два примера в Северном Йоркшире , печь для обжига извести Hoffmann в карьере Meal Bank Quarry в Инглтоне и на бывшем известковом заводе Craven и Murgatroyd в Langcliffe, являются запланированными памятниками старины . На Minera Limeworks есть целая, но заброшенная печь для обжига Хоффмана без дымохода ; площадка заброшена, но все входы в печь закрыты решеткой, что препятствует доступу. Печь находится в очень плохом состоянии, из-за стен и крыши растут деревья. Minera Quarry Trust надеется однажды превратить этот район в туристическую достопримечательность. Обжиговая печь Hoffmann в Илкестоне , графство Дербишир, внесенная в список категории II , также сильно заброшена, хотя недавно установленное ограждение обеспечивает некоторую защиту здания и посетителей. В музее Престонгрэндж, недалеко от Престонпанса в Восточном Лотиане, по-прежнему стоит печь Хоффмана, и посетители могут узнать о ней больше, совершив экскурсию по мобильному телефону. В Хориве, Кармартеншир, также есть почти полностью готовая печь. На отреставрированном кирпичном заводе Цалапатас в Волосе, Греция, есть полноценная печь , которая была преобразована в промышленный музей. На кирпичном заводе Brunswick в Виктории, Австралия, есть две уцелевшие печи, переоборудованные в жилые дома, и дымоход из третьей печи, еще один в Бокс-Хилл, также в Мельбурне, и еще один в Аделаиде, Южная Австралия, а также в Сент-Питерсе в Сиднее, штат Нью-Йорк. Южный Уэльс. Кроме того, две в Новой Зеландии. В городе Гаосюн на Тайване также находится печь Хоффмана, построенная японским правительством в 1899 году. Действующая печь до сих пор находится в Kings Dyke Peterborough, которая является последним участком London Brick Company, принадлежащей Forterra ПЛК .
Место в Llanymynech , недалеко от Освестри, использовалось для обжига извести и недавно было частично восстановлено в рамках проекта сохранения промышленной археологии при поддержке English Heritage и Heritage Lottery Fund . Два примера в Северном Йоркшире , печь для обжига извести Hoffmann в карьере Meal Bank Quarry в Инглтоне и на бывшем известковом заводе Craven и Murgatroyd в Langcliffe, являются запланированными памятниками старины . На Minera Limeworks есть целая, но заброшенная печь для обжига Хоффмана без дымохода ; площадка заброшена, но все входы в печь закрыты решеткой, что препятствует доступу. Печь находится в очень плохом состоянии, из-за стен и крыши растут деревья. Minera Quarry Trust надеется однажды превратить этот район в туристическую достопримечательность. Обжиговая печь Hoffmann в Илкестоне , графство Дербишир, внесенная в список категории II , также сильно заброшена, хотя недавно установленное ограждение обеспечивает некоторую защиту здания и посетителей. В музее Престонгрэндж, недалеко от Престонпанса в Восточном Лотиане, по-прежнему стоит печь Хоффмана, и посетители могут узнать о ней больше, совершив экскурсию по мобильному телефону. В Хориве, Кармартеншир, также есть почти полностью готовая печь. На отреставрированном кирпичном заводе Цалапатас в Волосе, Греция, есть полноценная печь , которая была преобразована в промышленный музей. На кирпичном заводе Brunswick в Виктории, Австралия, есть две уцелевшие печи, переоборудованные в жилые дома, и дымоход из третьей печи, еще один в Бокс-Хилл, также в Мельбурне, и еще один в Аделаиде, Южная Австралия, а также в Сент-Питерсе в Сиднее, штат Нью-Йорк. Южный Уэльс. Кроме того, две в Новой Зеландии. В городе Гаосюн на Тайване также находится печь Хоффмана, построенная японским правительством в 1899 году. Действующая печь до сих пор находится в Kings Dyke Peterborough, которая является последним участком London Brick Company, принадлежащей Forterra ПЛК .
Рекомендации
внешняя ссылка
<img src=»https://en.wikipedia.org//en.wikipedia.org/wiki/Special:CentralAutoLogin/start?type=1×1″ alt=»» title=»»>Кирпич как ностальгия по усадьбам
Ростовский кирпичный завод, производящий кирпич ручной формовки «Донские Зори», о котором мы недавно рассказывали, расширяет ассортимент: недавно завод начал производство коллекции под названием «Усадьба», которая соответствует современным стандартам качества Qbricks.Для обжига кирпича «усадебной» коллекции производители используют многокамерные кольцевые печи Гофмана. Эти печи, изобретенные в Германии сто пятьдесят лет назад, вплоть до перехода на конвейерные туннельные печи использовались повсеместно, а затем отошли на второй план, как требующие большего объема ручной работы. Сейчас печи Гофмана вновь популярны: они питаются почти любым топливом, позволяют экономить тепло, но главное их достоинство, важное для современных архитекторов, влюбленных в нюансы винтажного ретро, – в таких печах постоянно изменяется температура, что позволяет добиться уникального разнообразия оттенков цвета, фактуры и рукотворного качества, разумеется, при сохранении соответствия всем современным стандартам. Кроме того, производство становится гибким и позволяет изменять параметры кирпича, производя небольшие, штучные серии под конкретный проект и избегая повторов.
Коллекция стартовала с выпуска пяти тестовых серий длинного облицовочного кирпича-ригеля, размером 490х90х37 см. Удлиненный формат способен придать фасадам особую фактуру, напоминающую не столько усадебные дома, сложенные, как правило, из обычного брускового кирпича, сколько полосатую кладку из римской плинфы, что еще более интригует. Впрочем, выбранный сейчас формат – «это лишь демонстрация возможностей производства, и любой элемент фасада сможет быть произведен по лекалам зодчего, поэтому нет никаких ограничений для фантазии архитектора», – подчеркивает руководитель компании-дистрибьютора Дмитрий Самылин.
Впрочем, выбранный сейчас формат – «это лишь демонстрация возможностей производства, и любой элемент фасада сможет быть произведен по лекалам зодчего, поэтому нет никаких ограничений для фантазии архитектора», – подчеркивает руководитель компании-дистрибьютора Дмитрий Самылин.
К слову, заметим, что появление усадебной серии расширяет и культурный контекст продукции завода. Если прежде названия коллекций апеллировали к предсказуемой для Ростова-на-Дону степной и станичной тематике, то теперь производители подчеркивают широту взглядов и амбиций. Об усадебном кирпиче поневоле думаешь, как о явлении более серьезном. Среднерусские усадебные дома, надо сказать, долгое время строились из дерева, покрытого дранкой и штукатуркой, а если барский дом возводили из кирпича – то это уже был дворец, как, к примеру, величественный даже в руинах и приписываемый Матвею Фёдоровичу Казакову, главному архитектору Москвы двухсотлетней давности, дом в подмосковном Петровском-Алабине, вольная реплика палладиевой Виллы-Ротонды: уж и крыша у него обвалилась, и в центре дома воронка как от взрыва, а все стоит, прекрасен в запустении. Русские усадебные дома начали повсеместно строить из кирпича в середине XIX века – примерно тогда же, когда изобрели печь Гофмана, и это были уже не столько палладианские виллы, сколько псевдоготические замки. Готика, когда под рукой нет камня, любит кирпич и умеет им пользоваться, так что неудивительно, что среди названий пробных серий «усадебного» кирпича ростовского завода встречаются Марфино и Муромцево. Но несколько слов об усадьбах-прообразах: коллекции называются «Муромцево», «Марфино», «Крёкшино», «Бородино» и «Велегож».
Часть замка усадьбы «Муромцево». Фотография © VladiMens, wikimedia, CC BY-SA 3.0
Общий вид замка усадьбы Храповицкого «Муромцево». Двухэтажная часть замка во французском стиле спроектирована архитектором П. С. Бойцовым в 1880-х годах, четырёхэтажная «в английском вкусе» – неизвестным автором позднее. Фотография, 1970-е. Фотография © VladiMens, wikimedia, CC BY-SA 3.0
С. Бойцовым в 1880-х годах, четырёхэтажная «в английском вкусе» – неизвестным автором позднее. Фотография, 1970-е. Фотография © VladiMens, wikimedia, CC BY-SA 3.0
Если говорить о готике, то дом графа Владимира Семеновича Храповицкого в Муромцево – совершеннейший замок. Построен под впечатлением французской поездки графа по проекту. Кирпичный замок был, впрочем, покрыт штукатуркой, имитируя французскую – а значит, каменную, готику. Так что серия «Муромцево» – это полнотелый кирпич благородного коричнево-серого оттенка с рифленой поверхностью, прочностью на сжатие 300 кг с/см2 и морозостойкостью F100, – последнее означает, что он способен выдерживать до ста циклов замораживания и оттаивания.
Кирпич ручной работы Муромцево. Фото предоставлено фирмой «Кирилл»
Кирпич серии «Крёкшино» отличается от кирпича «Муромцево» тем, что проходит восстановительный обжиг при котором в керамике образуется окалина, благодаря чему на поверхности появляется патина темных пятен
Кирпич ручной работы Крекшино. Фото предоставлено фирмой «Кирилл»
Еще одна линейка длинного кирпича пробной «усадебной» серии – более сдержанного, чем у «Муромцева» серого оттенка, носит название «Бородино»: оно так же условно, как и ссылка на определенные усадебные дома, и современному человеку, вероятно, в большей степени напомнит о «Гусарской балладе», чем, положим, о Спасо-Бородинском монастыре. Название знаковое, а кирпич – почти монохромный, темный, задымленный, как полагается то ли полям сражений, то ли дыму отечества – для тех, кто в таких случаях задумывается о смысле названия. Впрочем, не исключено, что именно этот романтический оттенок будет самым популярным в силу его артикулированной патинированности, разводов гари на его поверхности.
Кирпич ручной работы Бородино. Фото предоставлено фирмой «Кирилл»
Серии «Марфино» и «Велегож» также составляют пару. Надо сказать, что расположенное близко к Москве, но с советских времен отданное военному санаторию Марфино – место не менее, а может быть и более знаменитое, чем Муромцево Храповицкого. Привычный по нам кинофильмам дом построен по проекту знаменитого мастера псевдоготики Михаила Дормидонтовича Быковского, и это один из первых усадебных «замков» в окрестностях Москвы (раньше только императорские забавы в Александрии при Петродворце).
Московская область, Россия. Ансамбль бывшей усадьбы Марфино. Главный дворец.
Московская область, Россия. Ансамбль бывшей усадьбы Марфино. Большой мост, фрагмент. Фотография © A.Savin, wikimedia, CC BY-SA 3.0
Московская область, Россия. Ансамбль бывшей усадьбы Марфино. Ворота со сторожкой, фрагмент. Фотография © A.Savin, wikimedia, CC BY-SA 3.0
Словом, кирпич серии «Марфино» – тоже рифленый, но светло-красный, с теми же параметрами прочности и морозостойкости, а «Велегож» отличается от него добавляющим патины восстановительным обжигом.
Кирпич ручной работы коллекция «Марфино». Фото предоставлено фирмой «Кирилл»
Кирпич ручной работы Велегож. Фото предоставлено фирмой «Кирилл»
Названия линеек кирпича – дело, как все знают, условное: не более чем приятное дополнение к продукции.
 В данном же случае надо признать, что названия подходят к своим сериям довольно-таки точно: действительно, дом Марфино – позитивный красно-белый, замок Муромцево – сероватый, задумчивый. Велегож с домиком художника Поленова, построенным по его собственному эскизу под Тарусой, и Крёкшино англофила Василия Александровича Пашкова под Нарофоминском, расширяют представление о типологии: эти дома – скорее небольшие коттеджи, не дворцы.
В данном же случае надо признать, что названия подходят к своим сериям довольно-таки точно: действительно, дом Марфино – позитивный красно-белый, замок Муромцево – сероватый, задумчивый. Велегож с домиком художника Поленова, построенным по его собственному эскизу под Тарусой, и Крёкшино англофила Василия Александровича Пашкова под Нарофоминском, расширяют представление о типологии: эти дома – скорее небольшие коттеджи, не дворцы.Впрочем, все перечисленные прообразы объединяет не только типологическое разнообразие, но и отчетливое западничество, увлечение готикой вплоть до попытки буквально перенести Европу сюда. Уже тогда, в XIX веке, готика была серьезной игрой в переодевания – монументальные декорации, позволяющие ощутить себя не здесь. То же увлечение характерно для современных строящихся подмосковных дворцов и коттеджных поселков с их многослойной ностальгией и по Европе, и по истории, и по романтике XIX века, так что коллекции кирпича с их подтекстом усадебных замков и англофильских cottage, и французских maison de campagne получились адресные: ясно, где, как и зачем их нужно использовать. Матрёшка ностальгии на подмосковных стройках не всегда отливается в совершенную форму. Так что же, не исключено, что правильный кирпич поможет прийти к нужному результату.
Вторая, приятная для архитекторов и заказчиков новость от компании Кирилл и завода «Донские Зори»: коллекцию кирпичей «Станица» расширили новой серией кирпича «Узорный», основанной на использовании технологии восстановительного обжига, которая позволяет добиться большего, чем обычно, разнообразия цвета.
Демидовский Узорный и Стародонской Узорный. Фото предоставлено фирмой «Кирилл»
Дивногорье Узорный и Степной Узорный. Фото предоставлено фирмой «Кирилл»
Еще один сюрприз от производителей, который наверняка быстро завоюет популярность будущих домовладельцев.
.jpg) По желанию заказчика на все кирпичи можно нанести клеймо – логотип или надпись (имя – Алиса, Владимир, Дарья, Матвей; пожелание – здоровья, любви, счастья).
По желанию заказчика на все кирпичи можно нанести клеймо – логотип или надпись (имя – Алиса, Владимир, Дарья, Матвей; пожелание – здоровья, любви, счастья).Кирпич облицовочный ручной формовки «Донские Зори», коллекция «Демидовский» с клеймом Пожелания и Имена. Фото предоставлено фирмой «Кирилл»
Можно увековечить мастера, архитектора, строителя или первого владельца дома. Как известно, старые кирпичные заводы клеймили свою продукцию, в этом была и реклама, и ответственность за качество. Теперь интересно находить эти отпечатки, разглядывая в бинокль брандмауэры московских доходников, или подбирая осколки в тех самых усадьбах. Современное клеймо на кирпиче может быть любым, но тоже добавляет интереса в игру, позволяет уйти от мыслей о вездесущем типовом, лишенном индивидуальности строительстве. Модное увлечение винтажем – оно ведь происходит от стремления людей, так или иначе играющих в историю, найти покой, а возможно, и себя. Иначе зачем писать имена на кирпичах?
Печь для обжига кирпича |
Для создания кирпича обычно используется один способ — это обжиг кирпича углем. Это один из способов, которые производит изменения в структуре стройматериала на уровне молекул. В итоге получается что-то похожее на керамику.
печь для обжига кирпича
Для проведения данного технологического процесса используются печи для обжига. Их несколько видов: газовая, туннельная, кольцевая и та, которая сделана своими руками.
- Газовая печь для обжига кирпича должна иметь температуру, более чем 900 градусов по Цельсию. Благодаря такой технологии кирпич приобретает особые качества. Он не имеет влаги и с помощью появившийся прокалки, становится устойчив ко всяким повреждениям.
- Туннельная печь для обжига кирпича — это один из видов тепловых строений, с помощью которого изготавливается огромное количество готового кирпича.
 В ней учитывается все, чтобы создать необходимый стандарт.
В ней учитывается все, чтобы создать необходимый стандарт. - Кольцевая печь для обжига кирпича имеет, в отличие от других видов печей, два важных аспекта — это повышение температуры до максимума и ее остывание. Большая сырая партия кирпича закладывается таким образом, чтобы каждый получил свою порцию термической обработки, после этого его сразу не вытаскивают, а оставляют до тех пор, пока он не остынет.
- Печь для обжига кирпича своими руками дает возможность производить изделия из подручного материала, как делали это наши предки. Ведь кирпич — это один из самых древних стройматериалов. Чертежей для обжига кирпича существует огромное количество. Самый старый и простой способ — это яма в земле. Сырой кирпич закладывают в нее, разжигают огонь, а потом засыпают ее песком. Этот метод до сих пор существует в некоторых странах Азии.
 В ней учитывается все, чтобы создать необходимый стандарт.
В ней учитывается все, чтобы создать необходимый стандарт.методика сушки кирпича в печке
Как только человек раскрыл секрет по изготовлению кирпича, в то же время появились печи обжига керамического кирпича. С развитием человечества открывались все более новые технологии по созданию этого стройматериала, поэтому производство все время модернизировалось. За этот период было придумано огромное количество конструкций. Нельзя сказать, что все из них были совершенны. У каждой есть свои недостатки и свои достоинства, так как в разных странах человек имел определенный уровень знаний.
Чтобы создать домашние печи для обжига кирпича не нужно привлекать специалистов, все зависит от самого человека, который решил производить этот стройматериал у себя дома. Если оглянуться назад в те далекие дни, то на тот момент туннельные печи были самые лучшие. Важный принцип работы таких конструкций — это кольцевой. Даже сегодня их модернизированные аналоги ценятся во всем мире. Не удивительно, что в конце ХХ века, подобные технологии ничем не отличались от деревенских печей. Поняв, что эта инновация имеет небольшую скорость по производству кирпичей, специалисты перестали использовать ее, а применили конвейеры.
Принцип загрузки в туннельных печах
загрузка кирпича в тоннельные печи
Для создания газовых печей для обжига кирпича надо
рассчитать определенное количество изделий за необходимое время. В основном в таких печах находится камера больших размеров, где размещается сырье. Эти камеры похожи на туннель, а в середине расположен элемент для их нагревания. Благодаря этим устройствам начинает работать вся система. Каждая из них поделена на отделы, которые во время изготовления кирпича имеют определенную температуру.
Схема печей для обжига кирпича меняется от самой конструкции, которая имеет в каждой секции специальные толкатели. Они же, в свою очередь, не могут работать без тележек, а для их передвижения надо положить рельсы. Чтобы ускорить процесс работы необходимо все автоматизировать, это позволит значительно сэкономить финансовые вливания, а это заветное желание для каждого предпринимателя, который решил заняться этим производством.
схема тоннельной печи
Чтобы сконструировать туннельную печь для обжига кирпича, надо за чертежом обратиться к специалисту, так как она может иметь разную форму. На тот момент, когда кирпич загружается, он серого цвета, а при выходе становится оранжевым, который можно увидеть в строймаркетах и на рынках. В процессе изготовления изделия печь работает по определенному принципу:
- На 1-ю тележку, у которой есть поддон, загружают сырой кирпич в пару рядов. При его загрузке надо соблюдать высоту. Она должна быть не больше 1 м., если превысить этот порог, то кирпич станет бракованным:
- Для того чтобы туннельная печь для обжига кирпича заработала, надо включить автоматические устройства и толкатели. Тележка активизируется загруженная материалом. Как только она заезжает внутрь печки, сырые кирпичи попадают в 1-ю камеру. Несведущий человек может задаться вопросом: «Как же положить кирпичи на вагонетку, чтобы они после процедуры приобрели определенную форму?»:
- Следующим шагом в обычной технологии считается промежуточная сушка сырого изделия. Схема печи для обжига кирпича в домашних условиях совсем другая, чем производственный объект.
 Схема печи для обжига кирпича в домашних условиях совсем другая, чем производственный объект.
Схема печи для обжига кирпича в домашних условиях совсем другая, чем производственный объект.конструкция тоннельной печи
При постепенном нагревании печи, из кирпича выходит вся влага, а если этот стройматериал загрузить в горячую печь, то его просто разорвет или он деформируется. Поэтому надо более внимательно относиться к рабочим объемам.
- чтобы постепенно перемещать сырое изделие, используют камерные печи для обжига кирпича. Когда кирпич подъезжает к камере, там уже температура достигает около 900 градусов по Цельсию, а может быть, и выше. Каждый материал находится в этом отделе определенное время. По истечении отпущенного периода, поступает другая партия, а эта переходит в следующую стадию обработки. Если внедрить на предприятии вот такую туннельную конструкцию, то за короткий промежуток времени можно получить очень хороший результат.
- следующий шаг при проектировании печей обжига кирпича подразумевает под собой соединение всех частиц изделия. Когда влага, которая находится между кристалликами, полностью испаряется, то сырье напоминает чем-то керамику. Самое интересное, что изделия из керамики производится именно таким же способом.
- на этом, в общем-то, обжиг и заканчивается и будущий стройматериал переходит в следующую камеру для остывания. Этот процесс тоже должен быть постепенным, а не резким. Тем временем автоматический конвейер продолжает свою работу и почти готовый строительный материал попадает в последний отдел. Перед продажей изделие отлеживается в мобильной туннельной печи для обжига кирпича в последнем отделе, в котором поддерживается самая маленькая температура.
- На заключительном этапе, толкатели как бы выпихивают вагонетку, и кирпич без физического или механического вмешательства, а также без резкой разницы температуры окончательно остывает. После того как он остынет, его перевозят на склад.
Мини печь для обжига кирпича — самая мобильная и автоматизированная конструкция для производства этого изделия. Ее нельзя сравнивать с результатами туннельной, потому что вся работа построена на конвейерном методе. Конечно, в такое предприятие нужно вложить значительные денежные средства, но с таким оборудованием, который может производить огромный объем продукции, все затраты быстро окупятся.
Ее нельзя сравнивать с результатами туннельной, потому что вся работа построена на конвейерном методе. Конечно, в такое предприятие нужно вложить значительные денежные средства, но с таким оборудованием, который может производить огромный объем продукции, все затраты быстро окупятся.
Особенности изготовления в домашних условиях
производство кирпича в домашних условия
Технология обжига кирпича в кольцевой печи незначительно, но отличается. Изделия, сделанные в домашних условиях очень примитивны. Сами же печи в основном состоят из ямы в земле и костра, а стоящих редко где можно увидеть. Рассмотрев все варианты по производству обжига кирпича, можно сделать вывод, что если нет специальных знаний и навыков, то лучше за такое дело не браться, потому что это очень трудоемкий и сложный процесс.
Возьмем, к примеру, печь для обжига кирпича на угле, сделанное в домашних условиях и рассмотрим утверждения, в которых есть хоть капля доли правды:
- Этот производимый стройматериал недефицитный, и купить его может любой человек.
- Кирпичи можно использовать второй раз. А если заняться самим производством, то выйдет намного дороже, чем сама покупка этого стройматериала.
- Печь Гофмана для обжига кирпича невозможно создать в домашних условиях, потому что будет огромное количество испорченного и дефектного материала. Дело в том, что если изделие однажды подвергалось обжигу, то во второй раз его нельзя уже размочить. Так что это только зря потраченные деньги. Конечно, есть страны, в которых до сих пор кирпич производят в домашних условиях, но в таких семьях секрет передается от отца к сыну, и этим занимается определенная каста людей.
- Некоторые считают, что если построить дом из собственноручного сделанного кирпича, это придаст ему какой-то особый шарм. Такие любители прекрасного могут в интернете отыскать видео, как соорудить печь для обжига кирпича своими руками.
Если кто-то все-таки решил самостоятельно производить этот стройматериал, для постройки собственного дома, надо знать несколько простых правил. Во-первых, для каждой новой партии кирпичей нужен свой метод укладки и свой обжиг. Во-вторых, количество готовой продукции значительно снизится. Можно также использовать безобжиговое изделие, чем конструировать печи, как это делается в отдельных странах.
Во-первых, для каждой новой партии кирпичей нужен свой метод укладки и свой обжиг. Во-вторых, количество готовой продукции значительно снизится. Можно также использовать безобжиговое изделие, чем конструировать печи, как это делается в отдельных странах.
Сложности, которые могут возникнуть в процессе
схема домашней мини печки для обжига кирпича
С характеристиками туннельной печи для обжига кирпича можно ознакомиться при сборке или при использовании, но в то же время она таит в себе некоторые сложности. Перед каждым новым запуском работы надо наблюдать за
- тем, как расходуется топливо. Сейчас, как известно, топливо очень дорогое. И если требуется несколько розжигов при максимальной температуре, то и расход его будет огромным. Большинство производителей пытаются в первый же розжиг вместить всю партию товара. Если делать как положено, то цена на кирпич в многократно возрастет.
- производительностью печи. Если закладывать в день по 30 шт. товара, то из всего этого процесса нельзя будет получить какую-либо выгоду. Уже не стоит, как сделать печь для обжига кирпича, первым вопросом, потому что в основном на производстве используют цикличный способ.
- тем, что многие мастера утверждают, что изделия из глины уже невыгодно обжигать, лучший способ, это изготавливать силикат под маркой М150.
- температурой и всегда сравнивать ее за учетом проборов, хотя этот процесс и усложняется, потому что такая высококачественная и дорогостоящая аппаратура требует к себе повышенного внимания.
Наши рекомендации:
Понравился пост? Поделись с друзьями и оцени публикацию. Тебе не трудно, а автору приятно. Спасибо.
Загрузка…Подписывайся на наши новости Вконтакте!
Царский кирпич, г.Тольятти | Официальный дилер в г.Москве
О заводе
Марка «Царский кирпич» производится на базе одного из старейших заводов России. Главная его ценность – это, безусловно, кольцевые печи, построенные в конце ХIХ века.
Главная его ценность – это, безусловно, кольцевые печи, построенные в конце ХIХ века.
Известно, что на обширной территории завода в несколько гектар при реконструкционных строительных работах в конце 80-х годов в земле была обнаружена ямная печь для обжига кирпича, построенная предположительно в конце ХVIII века, к сожалению, она не сохранилась до наших дней. В то время кирпичные заводы строили только в местах залегания глины с уникальными характеристиками, ввиду отсутствия механизации по подготовке глины, исходному качеству сырья уделялось особое внимание.
Наши предки имели колоссальный опыт и знания по подбору глиняного сырья без лабораторий, различных химических добавок и отсутствия глиноподготовительных машин им удавалось создавать высококачественный продукт, характеристики которого значительно превосходят современные ГОСТы. В доказательство этому многочисленные здания, которые сохранились и по сей день.
Завод ставит перед собой задачу сохранить и передать технологию, знания и секреты предков, накопленные веками. Миссия — возрождение ремесленных традиций времен царской России.
До начала 19 века кирпичи формовались вручную. Одним из первых механических приспособлений для производства кирпича была мельница для размельчения и подготовки глины перед формованием. Она состояли из ведра с валом, на котором горизонтально крепились ножи, в движение вал приводила лошадь. Ножи вращались, размельчая глину.
Сегодня эту процедуру мы выполняем, конечно, не конной тягой, а высокопроизводительными специальными установками, глиноподготовка состоит из отлеживания, отсеевания, дробления, помола и смешивания определенных глин для получения шихты с необходимыми характеристиками.
Так делали наши предки! Мы работаем только на сырье тугоплавких, беложгучих и легкоплавких бурых глин с превосходными характеристиками без добавления какой-либо химии. Перед тем, как глина попадает на производство, она отлеживается, выветривается и проливается дождем около 700 дней для улучшения своих качественных характеристик. При помощи машинной формовки существенно снижается себестоимость кирпича. Но ни одна машина не способна воспроизвести уникальный и неповторимый узор, рельеф и текстуру поверхности, которые свойственны кирпичу, изготовленного поштучно. Предварительно масса обволакивается специальной смесью из песка различных цветов. Посыпка необходима для удобства извлечения кирпича из формы, кроме того, она спекается с глиной и придаёт кирпичу различные оттенки. Формовщик берёт подготовленный порционный кусок и забрасывает его в форму. Масса немного выпирает из рамки, а лишнее срезается. Кирпич получается весьма колоритный, с наплывами и неровностями.
При помощи машинной формовки существенно снижается себестоимость кирпича. Но ни одна машина не способна воспроизвести уникальный и неповторимый узор, рельеф и текстуру поверхности, которые свойственны кирпичу, изготовленного поштучно. Предварительно масса обволакивается специальной смесью из песка различных цветов. Посыпка необходима для удобства извлечения кирпича из формы, кроме того, она спекается с глиной и придаёт кирпичу различные оттенки. Формовщик берёт подготовленный порционный кусок и забрасывает его в форму. Масса немного выпирает из рамки, а лишнее срезается. Кирпич получается весьма колоритный, с наплывами и неровностями.
Так делали наши предки! В царское время одну сторону кирпича клеймили, это было товарным брендом завода, как правило, клеймо содержало инициалы, либо фамилию собственника завода. Качеству продукта уделялось особо важное значение, так как на кону стояло благородное имя и честь владельца завода. Сегодня мы собрали достаточно большую коллекцию клейменых кирпичей различных Губернь царской России и пытаемся восстановить историю рождения каждого кирпича. На каждом произведенном кирпиче стоит настоящее историческое клеймо лидеров кирпичной промышлености тех лет. Клеймо нарочно имеет отличия от оригинала. Мы не пытаемся сделать реплику, мы лишь отдаем дань и память настоящим профессионалам своего дела. Далее глиняный сырец отправляется в на сушку. Сушка у нас происходит естественным способом. Данный способ конечно очень длительный, сырец сохнет примерно 30 дней и соответственно требует значительных расходов и производственных площадей, под сушку сырца у нас задействовано примерно 16 000 кв. м. сушильных камер.
Так делали наши предки! Естественная сушка придает конечному продукту более правильную и развитую структуру пор без образования внутренних микротрещин. Сырец сохнет без каких либо сушильных агентов, медленно, без экстремальных нагрузок и напряжения, в отличие от современных быстрых методов сушки газами продуктов горения в течение 2-3 суток. Мы не гонимся за количеством, для нас важно качество. Аналогичные временные сокращения технический прогресс внес и в процесс обжига кирпича. Сегодня стандартный кирпич обжигается в туннельных печах максимально быстро с целью экономии газа и увеличения производственной мощности. Фазы нагрева, обжига и остывания проходит менее чем за 36 часов. Технологичные этапы сжаты до предела, кирпич испытывает колоссальные напряжения при структурных изменениях и спекании, обжиг производят на минимальных температурах в пределах 800 С, добавляя в глину различную химию и плавни, как следствие — потеря качества.
Мы не гонимся за количеством, для нас важно качество. Аналогичные временные сокращения технический прогресс внес и в процесс обжига кирпича. Сегодня стандартный кирпич обжигается в туннельных печах максимально быстро с целью экономии газа и увеличения производственной мощности. Фазы нагрева, обжига и остывания проходит менее чем за 36 часов. Технологичные этапы сжаты до предела, кирпич испытывает колоссальные напряжения при структурных изменениях и спекании, обжиг производят на минимальных температурах в пределах 800 С, добавляя в глину различную химию и плавни, как следствие — потеря качества.
Так делали наши предки! Мы используем многокамерную кольцевую печь Гофмана, которую изобретатель запатентовал в 1858 году. Полный цикл обжига кирпича составляет 8-10 суток, каждую стадию нагрева, обжига и остывания кирпич проходит в щадящем режиме, без экстремальных напряжений и преобразований. Температура обжига составляет 1100 С, печь позволяет нам играть с режимами и получать фактурные пигментные пятна, пережоги, бескислородную среду и т.п. Такая технология позволяет получить прочный, качественный и красивый строительный материал. Наша печь – это сердце завода и наша гордость.
Фото объектов
Отзывы о продукции
Оставить отзыв или задать вопрос Вы можете с помощью данной формы:
GreenHoff — кирпич ВСЕХ производителей с доставкой по Москве и области!
Обжиг кирпича: технология, сложности, виды печей
Методики изготовления кирпича
Как происходит обжиг кирпича?
Существует два распространенных метода изготовления кирпича. Первый — полусухое и сухое прессование. Способ пластического формования является вторым методом изготовления кирпича. Разница состоит в разнящемся количестве влаги, которое содержит в себе сырьевая масса в обеих методах производства. Следует отметить, что наиболее широкое применение получил второй способ изготовления.
Кирпич, изготовленный с помощью пластического формования, может быть пустотелый или полнотелый. Принцип производства обоих видов кирпичей одинаков, различие заключается в том, что для пустотелых кирпичей глина проходит более тщательную подготовку.
Принцип производства обоих видов кирпичей одинаков, различие заключается в том, что для пустотелых кирпичей глина проходит более тщательную подготовку.
Можно выделить следующие этапы изготовления кирпича:
- Подготовка сырья
- Формовка бруса
- Сушка кирпича-сырца
- Обжиг
Следует отметить, что для каждого этапа характерно тщательное соблюдение параметров. Например, для того, чтобы осуществить обжиг, который является завершающей стадией изготовления, нужно соблюсти все технические предписания. Технология обжига кирпича подразумевает соблюдение как температурного, так и временного режима. Иначе неизбежен бракованный продукт.
Туннельная печь
Печами такого типа оборудовано большинство кирпичных заводов, выпускающих одинарный полнотелый кирпич и керамические камни. Они представляют собой тоннель, по которому передвигаются вагонетки или конвейерная лента с сырцом. Их рабочее пространство может иметь один или два канала, расположенных на прямой линии или имеющих замкнутую, кольцеобразную форму.
Принцип работы
В отличие от кольцевых установок, здесь все происходит наоборот: материал продвигается сквозь остающиеся неподвижными, четко разграниченные зоны подогрева, отжига и охлаждения. Материал последовательно передвигается из зоны в зону. В такой печи лишь один вход и одна зона выгрузки. Они размещаются в противоположных торцах туннеля и оснащены механизмами, герметически закрывающими внутреннее пространство печи во время загрузки и выгрузки материала. Герметизация происходит автоматически, что позволяет избежать перерасхода теплоносителя. Пространство над полом, под конвейером или дном вагонеток, также не прогревается, так как отгорожено песчаным затвором.
В качестве теплоносителя используется природный газ. Иногда их модифицируют для работы на мазуте, солярке, печном топливе, электрической энергии. Возможно совмещение вариантов.
Печь работает круглосуточно. Газовые горелки направляют факелы горящего газа на массив кирпича напрямую (в печах открытой конструкции) или через защитные экраны (в муфельных).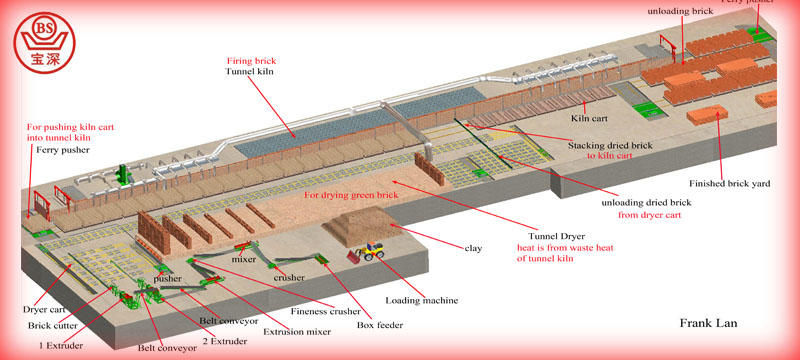 Вдоль всего канала установлены вентиляторы и уловители дыма, направляющие необходимое количество разогретого воздуха и дымовые газы в нужные зоны печи по специальным циркуляционным каналам. Эти устройства работают независимо друг от друга и управляются оператором дистанционно. Загрузка печи осуществляется рабочими вручную, а выгрузка механизирована.
Вдоль всего канала установлены вентиляторы и уловители дыма, направляющие необходимое количество разогретого воздуха и дымовые газы в нужные зоны печи по специальным циркуляционным каналам. Эти устройства работают независимо друг от друга и управляются оператором дистанционно. Загрузка печи осуществляется рабочими вручную, а выгрузка механизирована.
Технология обжига максимально автоматизирована. Специальные компьютерные программы с помощью многочисленных датчиков следят за технологическим процессом и дают команды по регулированию:
- температурного режима во всех зонах.
- давления воздуха.
- скорости движения вагонеток.
Выбор режима работы печи осуществляется автоматически и зависит от исходных параметров кирпича — сырца (вид, форма, размер, уровень влажности, вид садки). Контроллер хранит в памяти все возможные режимы и выбирает наиболее оптимальный. Контроль качества готовой продукции также автоматизирован. Длительность технологического цикла для полнотелых изделий от 36 до 40 часов, пустотелые камни готовы уже через сутки.
izkirpicha.com
Как происходит обжиг керамического кирпича
Кирпич-сырец содержит в себе от 8% до 12% влажности, поступает в печь для обжига, где первоначально досушивается. Затем температура увеличивается до уровня 500-800°С, при котором происходит дегидратация минералов из глины. Из-за этого происходит усадка изделия. При температуре свыше 200°С наблюдается выделение летучих органических примесей и добавок.
На данном этапе температура обжига кирпича растет со скоростью 300-350°С/ч. Значение температуры поддерживается постоянным до тех пор, пока не выгорел углерод. И только после этого, температуру поднимают до 800°С. Воздействие таких температур приводит к тому, что продукт изменяет свою структуру. Некоторое время выдерживают предельную температуру для равномерного прогревания кирпича. Затем температура начинает постепенно снижаться.
Время обжига кирпича может достигать от 6ч до 48ч. Пока происходит данный процесс, кирпич неоднократно структурно изменяется. В случае соблюдения технологии производства, на выходе получается продукт с высокими прочностными и водостойкими качествами. Для него характерны звуко- и теплоизоляционные свойства, а также устойчивость к различным температурным режимам.
Рекомендуем прочитать:
Какое купить оборудование для производства Лего кирпича в России?
Выбираем станок для силикатного кирпича.
Что это за процесс и особенности технологии
Тепловую обработку стройматериала из глины под действием высоких температур называют обжигом. Это завершающий этап производства кирпичных блоков. Технология обжига включает 3 этапа:
- Прогревание.
- Обжиг.
- Охлаждение.
На первом этапе кирпич нагревают до температуры 120 градусов, с целью выпаривания из него воды. Затем, для выгорания примесей органического происхождения и окончательного вывода жидкости, его прогревают до 600 гр. На следующем этапе температура обжига кирпича составляет 920—980 градусов. При этом начинается усадка глины, приобретается прочность. В условиях постоянной максимальной температуры кирпичный блок некоторое время закаливается и томится. На завершающем этапе полученный строительный материал из глины охлаждают. Если во время термической обработки не было нарушения технологии, цвет блока будет оранжево-красный, а структура однородной. Для получения глазурованного кирпича потребуется повторный обжиг.
Чтобы в итоге получить прочный и качественный обожженный кирпич без трещин, в процессе термообработки требуется строгий контроль температурного режима
Типы печей для обжига кирпича
На этапе обжига применяются различные печи. Какое оборудование для обжига кирпича использовать в производстве зависит от различных факторов. Печь, используемая для обжига кирпича, является и технологическим оборудованием и термодинамической открытой системой одновременно. В ней происходят постоянные тепловые процессы.
Кольцевая печь
Кольцевая печь для обжига кирпича
Одним из видов печей для обжига кирпича являются кольцевые печи. Наибольшее распространение в производстве кирпича получили именно данные печи со сводами. Если кольцевая печь для обжига кирпича устанавливается не на производственном предприятии, то целесообразно использовать ее без свода. Стоимость постройки по сравнению с напольными печами чуть дороже, однако, их обслуживание намного удобнее и легче.
Схема кольцевой печи для обжига кирпича
Обжиг кирпича в кольцевой печи дает результат по качеству значительно выше, чем в напольной, а топливо расходуется в несколько раз меньше на 1 тысячу обжигаемых кирпичей. Еще одним преимуществом данных печей является то, что топить ее можно различными видами топлива. Все это оказало влияние на широкое распространение кольцевых печей.
Туннельная печь
Туннельные печи идут на смену кольцевым, постепенно вытесняя их. Все больше крупных кирпичных заводов применяют их на своем производстве. В туннельных печах кирпич передвигается на специальных вагонетках, в отличие от кольцевых, где кирпич установлен неподвижно, и через него проводят различные температурные режимы. Туннельная печь для обжига кирпича легче в обслуживании, потому что выгрузка и загрузка партии кирпичей происходит за пределами печи, где для персонала существуют приемлемые температурные условия. К тому же, механизировать процессы гораздо легче перед рабочей зоной, нежели в ней. Печь представляет собой туннель, внутри которого проложены рельсы. Обжиг кирпича в туннельной печи происходит на вагонетках, которые стоят одна за одной по всей длине туннеля. Через определенный интервал времени в туннель заходит новая вагонетка с сырым кирпичом, а с обратной стороны туннеля выезжает вагонетка с уже готовой продукцией.
Туннельная печь для обжига кирпича
В печах могут быть установлены различные источники тепла. Топить печи для обжига возможно углем, нефтью. Устанавливается электропечь, или газовые горелки. От вида выбранного источника тепла зависит удобство обслуживания и экономическая выгода производства. Если для производства выбрана газовая печь для обжига кирпича, то не зависимо от того — кольцевая или туннельная печь — результат будет качественный только при соблюдении технологических параметров.
Возможно, заинтересует:
Выбираем пресс для производства Лего кирпича.
Какая подойдет глина для производства кирпича?
Виды печей
Для обжига керамики и производства обожженного, в том числе керамического кирпича используют специальные печи. Они бывают 2 типов:
- туннельные;
- кольцевые.
Туннельная печь
Устройство туннельного типа — это длинная, в виде туннеля газовая печь для обжига кирпича. Внутри находятся 3 камеры и проложены рельсы. По ним, с помощью автоматических толкателей, движутся металлические вагонетки. Перед входом в печь них загружают необожженный кирпич. Вход и выход закрывается герметично. После просушки в 1 камере, кирпичные блоки перемещаются во 2 для обжига. Его обеспечивают газовые горелки, постоянно поддерживающие температуру на уровне 920—980 градусов. Затем кирпич попадает в третью зону с более низкой температурой, где происходит его охлаждение. После завершения режима толкатели выкатывают вагонетки из печи и кирпичные блоки полностью остывают уже за ее пределами.
Кольцевая печь
Устройства этого типа состоят из множества расположенных друг возле друга секций в виде кольца. В каждой из них есть окно для загрузки и извлечения материала, а также свой источник подогрева Кольцевая печь обеспечивает непрерывность процесса обжига. Таким образом, партия кирпичных блоков проходит все стадии термической обработки, находясь в одном и том же отсеке. Соседняя камера способствует нагреву, прокаливание блоков происходит за счет своего топлива, а остывание обеспечивает температура следующей секции.
Обжигаем кирпич в домашних условиях
Если отстранится от больших объемов производства на кирпичных заводах и подумать о меньших количествах выпуска продукции, то возможно организовать обжиг керамического кирпича в домашних условиях. Для того чтобы обжечь кирпич в небольших количествах, понадобится обыкновенная металлическая бочка емкостью от 200 до 250 л. Предварительно в ней необходимо вырезать днища с обеих сторон.
Обжиг можно осуществлять и с помощью костра. Для этого нужно вырыть яму глубиной в полметра, а над ней установить бочку, приподнятую над краем ямы на высоте приблизительно 20 см. В месте, где отсутствует нижнее днище, необходимо приспособить опоры в виде прутов или металлическую решетку. Это необходимо для того, чтобы была основа для складирования кирпича внутри бочки.
После заполнения бочки кирпичом, верхнюю ее часть прикрыть крышкой, дабы минимизировать потери тепла. Обжиг длится примерно 20 часов, в зависимости от свойства глиняного состава, используемого в кирпиче. Можно производить обжиг кирпича газом, но как упоминалось выше, от вида топлива зависит экономическая рентабельность.
Схема печи для обжига кирпича газом
Рекомендуем эти статьи:
Какие лучше купить матрицы для кирпича Лего?
Какой выбрать ручной пресс для кирпича?
Особенности многостадийного процесса обжига керамического кирпича в туннельной печи
Наращивание темпов строительства и конкуренция между производителями строительных материалов на рынке Узбекистана вызывает необходимость увеличения количества и улучшения качества строительного кирпича. Решению этой задачи можно достичь путем усовершенствования системы управления технологическими процессами сушки, обжига, производственного цикла получения кирпича. Именно во время прохождения обжига и сушки формируются свойства продукции, которые определяют качество продукции. Оно включает в себя как измеряемые механические и гидрофизические показатели (прочность, морозостойкость и водопоглощение), так и визуальные дефекты (трещины, оплавление, пережог). Обжиг и сушку следует рассматривать как многостадийных тепло и массообменных процессов, которые сопровождаются фазовыми и химическими превращениями сырья.
Технологических процесс, получения кирпича проводят преимущественно в туннельных печах, характеризуется распределением температуры газовой среды (температурное поле) и садки изделий, нестабильностью свойств полуфабриката, а также невозможностью контроля свойств керамического материала в период его длительного (до 120 часов) пребывания в печи, в режиме реального времени. Отсутствие обоснованных рекомендаций для выбора оптимального температурного поля с учетом качественных показателей готовой продукции, изменения свойств входных материальных потоков, состояния технологического оборудования обуславливают необходимость создание математической модели процесса, её оптимизации и совершенствование автоматизированной системы управления.
Создание системы управления процессом обжига керамического кирпича в туннельной печи, которая содействует повышению качества готовой продукции путем предупреждения возникновения аварийных ситуаций, внесения упреждающих воздействий, полученных в результате прогнозирования характеристик изделий и определения оптимального температурного поля в условиях нестабильности полуфабриката.
Туннельная печь — это тепловая установкой непрерывного действия, в которой садка изделий передвигается по длинному прямолинейному обжиговому каналу навстречу теплоносителю. Движение изделий по печи происходит за счет проталкивания в обжиговый канал нового вагона через определенное время, которое называется интервалом проталкивания. Механизм, толкающий вагоны называют толкателем. На входе и выходе печь оборудована механическими шторами для устранения подсоса воздуха в обжиговый канал. Между входной шторой и зоной нагревания находится форкамера длиной в один вагон. Эта конструктивная особенность печи предназначена для предотвращения нарушения температурного режима печи при заталкивании новых изделий. Вагон сначала заталкивают в форкамеру, при этом штора между ней и зоной нагревания опущена. После закрытия входного отверстия, выходную штору форкамеры поднимают и проталкивают вагон уже непосредственно в печной канал.
Канал печи условно делится на позиции, длина которых равняется длине печного вагона, то есть количество позиций равно числу вагонов, находящихся на обжиге.
При выборе типа садки учитывают конструкцию и размер обжигового канала, типа изделий, топлива и метода его сжигания, конструкцию горелочного оборудования.
Структурную схему производство керамического кирпича, можно представить в виде цепью взаимосвязанных технологических процессов (стадий). [1] Рис. 1.
Рис. 1. Структурная схема производства керамического кирпича
Компоновка шихты. Сырьевые компоненты шихты (смеси глин и примесей, смешанных в определенных соотношениях) доставляются в глинозапасник, откуда грейферным краном перемещаются в бункера отдельных ящичных питателей, которые осуществляют равномерную подачу и объемное дозирование компонентов шихты. Дозирование регулируется высотой подъема шиберов и скоростью лент питателей, которые определенным образом рассчитываются.
Отдозированные компоненты шихты подаются в ножевую дробилку, где осуществляется их предварительное измельчение. Далее шихта проходит стадию переработки, которая проходит в соответствующем цеху. В нем расположены бегуны мокрого помола, вальцовые мельницы грубого и тонкого помола, глиномес. В бегунах мокрого помола происходит измельчение, смешивание, растирание, увлажнение шихты водой, раздавливание и продавливание ее сквозь плиты с отверстиями, установленными в зоне измельчения. Максимальный размер частиц шихты после бегунов составляет 50мм. Тарельчатый смеситель, установленный под бегунами подает шихту на ленточный транспортер, доставляющий ее в вальцовую мельницу. В нем осуществляется первичный помол и растирание шихты. В результате этой переработки размер частиц не превышает 3–5 мм. После первичного помола шихта ленточным транспортером подается на вторую вальцовую мельницу. Проходящие в нем процессы аналогичны проходившим в предыдущем аппарате, но максимальный размер частичек шихты составляет уже 1мм. [2]
После такой переработки шихта поступает в глиномес. Здесь проходит интенсивное перемешивание, усреднение и дополнительное увлажнение шихты до заданной формовочной влажности. В зимний период, при необходимости, проводится подогревание керамической массы паром. В камере глиномеса шихта уплотняется и продавливается сквозь отверстия решетки. Далее она подается в питатель, а оттуда — на формовку в червячный вакуум-пресс.
Формовка. Керамическая масса перемещается в корыто блока, в котором пропаривается и лопастями проталкивается в переходную часть. В ней лопасти, замененные на систему червяков, проталкивают подготовленную массу сквозь конусные выходные отверстия. Ножи разрезают массу на пластинки, которые подаются в вакуум-камеру для деаэрации. Оттуда они, сквозь питательные валки, поступают в червячную камеру, где набором червяков продавливаются сквозь мундштук, установленный на головке пресса. Таким образом, получают брус в виде непрерывной ленты. [3]
Нарезание. Внутри мундштука на специальной скобе монтируют керны, которые образовывают сквозные отверстия в брусе. Непрерывная лента бруса нарезается на сырец — изделия, укладываемые на сушильные вагонетки и поступающие в туннельные сушилки.
Сушка. Теплоносителем служит воздух, поступающий из зоны охлаждения туннельной печи. Продольная циркуляция теплоносителя в системах сушилки обеспечивается вытяжными вентиляторами, отводящими отработанный теплоноситель. Регулирование его количества осуществляется с помощью вмонтированных у перекрытия сушилки заслонок. Часть теплоносителя из сушилки отбирается передвижными вентиляторами, обеспечивающими его циркуляцию в поперечном направлении каналов агрегата, равномерно обдувая сырец. Сушка предназначена для удаления излишка влаги из сырца, показателем чего выступает относительная остаточная влажность сырца на выходе из агрегата. Согласно технологическому регламенту производства, значение этой переменной находиться в пределах 1,5–3 %. [4]
Вагонетки с высушенным сырцом вытягиваются из сушилки и направляются на перегрузочную базу. Здесь происходит перекладывание сырца на печные вагоны. Конструкция, которая получается вследствие этой операции, называется садкой кирпича. Загруженные вагоны перемещают к печи, где они проходят обжиг.
Процесс обжиг последний и самый ответственный в производстве кирпича, так как именно во время него окончательно формируются свойства изделий, определяющие понятие «качество». Оно включает как измеряемые механические и гидрофизические показатели (прочность, морозостойкость и водопоглощение и т. п.), так и визуальные дефекты (трещины, оплавление, пережог и др.).
Цикл обжига состоит из периодов нагревания, выдерживания в области высокой температуры (спекания) и охлаждения, каждый из этих периодов характеризуется определенными физико-химическими процессами, которые проходят в керамической массе. Конечные свойства изделий зависят от правильности протекания этих процессов, для чего необходимо придерживаться четких требований к температурному режиму и продолжительности обжига на каждой позиции печи.
Таким образом, туннельная печь условно делится на 3 зоны: нагревания, обжига и охлаждения. Зона нагревания предназначена для окончательного высушивания изделий и нагревания их до температуры газовой среды зоны обжига. Зона нагревания состоит из трех участков. На первом, расположенном после форкамеры, начинается сушка сырца на только что введенных печных вагонах теплом отработанных дымовых газов, которые уже прошли другие участки этой зоны (рис. 1.). На втором участке с обеих сторон канала расположены отверстия для вывода из печи дымовых газов. На третьем — происходит нагревание изделий дымовыми газами и продуктами сжигания топлива, которые поступают из зоны обжига.
Зона обжига делится на два участка: малого и большого огня. На участке малого огня происходит интенсивное нагревание полуфабриката теплом дымовых газов, которые поступают от участка большого огня, а также теплом топлива, сжигаемого в горелках этого участка. Горелки объединены в горелочные группы, расположенные на каждой позиции зоны обжига. В зоне большого огня изделия выдерживаются при максимальной температуре.
Зона охлаждения условно делится на зоны быстрого и окончательного охлаждения. Внешний воздух в зону охлаждения подается через отверстие в своде и каналы в выходе печи специально установленным вентилятором. Воздух, подаваемый в туннель из окружающей среды, двигается вдоль него, охлаждая кирпич. В обеих стенах зоны охлаждения сделаны отверстия, через которые нагретый воздух выводится из канала обжига в канал нагревания, и нагнетается в сушилку.
Литература:
- Ладанюк А. П., Трегуб В. Г., Кишенько В. Д. Управление технологическими комплексами в компьютерно-интегрированных системах // Проблемы управления и информатики. – 2002. – № 2.
- Ярощук И. В., Остапенко Ю. А. Экспериментальное исследование обжига кирпича в туннельной печи для создания математического обеспечения системы управления // Сб. трудов VIII междун. научно-технич. конф. «Машиностроение и техносфера на рубеже XXI века». – Том З. – Донецк: ДонГТУ, 2001.
- Технологический регламент производства керамических камней и кирпича на заводе керамических стеновых материалов. Утв. директором комбината строительных материалов. — К., 1994. – 63 с.
- Машиностроительная керамика / Гаршин А. П., Гропянов В. М., Зайцев Г. П., Семенов С. С. — СПб: ГТУ, 1997. — 726 с.
Что необходимо для покупки печи для обжига кирпича
Если же задуматься об открытии бизнеса по производству керамического кирпича, то необходимо рассмотреть более серьезные варианты, чем жечь костры во дворе. Если уже принято решение купить мини печь для обжига кирпича, то необходимо выбрать оптимально подходящий вариант. Стоит продумать о том, какие объемы планируются выпускаться, ведь каждая печь имеет свою производительность.
Также важный пункт — подобрать печь с подходящим видом топлива, потому что в наше время быстрых перемен цен на энергоносители, этот вопрос требует серьезного отношения. Стоит задуматься о целесообразности покупки печи для обжига с большей производительностью, если в планах есть увеличение производства.
Когда вопросы по основным характеристикам решены, необходимо подобрать подходящий вариант модели и начать поиски вариантов выгодной покупки. Цена печи для обжига кирпича у разных дилеров и продавцов может колебаться, поэтому торопиться не стоит. Большинство представителей, реализующих данную продукцию, не выставляют цены в открытом доступе, поэтому придется потрудиться в поисках выгодного предложения. Но результат экономии может приятно превзойти все ожидания!
Способ обжига кирпича и устройство для его осуществления
Изобретение относится к производству кирпича и изделий строительной керамики. Технический результат: повышение интенсивности процесса, обеспечение равномерности обжига и улучшение качества получаемых изделий. Садку кирпича формируют последовательной установкой одного изделия на другое с образованием двух противоположных граней столба плашковыми поверхностями изделий. Столбы изделий размещают с образованием между упомянутыми гранями столбов зазоров, достаточных для свободного перемещения теплоносителя. Обжиг кирпича производится в шахтной печи. В обжиговом канале печи смонтированы вертикальные направляющие, скомпонованные в группы в виде совокупности разнесенных один относительно другого направляющих каналов. Источники теплоносителя располагают в зазорах между направляющими каналами и подачу теплоносителя осуществляют в зазоры между плашковыми гранями изделий. 2 с. и 12 з.п. ф-лы, 10 ил.
Область техники, к которой относится изобретение Изобретение относится к промышленности строительных материалов и может быть использовано в производстве кирпича и некоторых других керамических изделий, а именно в технологическом процессе обжига. Изобретение применимо ко всем видам кирпича и керамических камней, имеющих форму прямоугольного параллелепипеда, а также приближенную к нему форму.
Уровень техники Наиболее широко известны способы обжига кирпича в кольцевых и туннельных печах. Однако недостатком таких печей является неравномерность обжига кирпича, уложенного штабелем, громоздкость производства, тепловые потери, наличие специальных тележек для перемещения садки изделий. Последнее время получили распространение вертикальные печи непрерывного действия: шахтные и щелевые, с перемещающимся материалом и неподвижными технологическими зонами. Технологический процесс в печах вертикального типа направлен сверху вниз, что позволило использовать перемещение изделий под действием собственного веса и исключить специальные транспортные средства для перемещения изделий через печь. Кроме того, вертикальная конструкция печи позволила приблизить источники тепла к обжигаемым изделиям, что привело к повышению тепловой эффективности процесса и уменьшению времени обжига. Таким образом, вертикальные печи являются менее материалосмкими, а способ обжига в таких печах — скоростным, более производительным и экономичным.Известен способ обжига керамических изделий (патент на изобретение 2110027, РФ, кл. F 27 B 1/00, F 27 B 9/14, опубл. 27.04.1998 г.), при котором изделия последовательно подаются в печь толкателем от пресса. Перемещают изделия по спиральной траектории, которую задает спиральный одновитковый рольганг, сверху вниз через зоны нагрева, обжига и охлаждения. Канал перемещения образован цилиндрическим зазором между коаксиально расположенными стенками печи (внутренней и внешней). Нагрев кирпича в зоне обжига производится посредством газовых горелок, расположенных во внешней стене печи.Данный способ обеспечивает высокую производительность процесса, однако требует специального оборудования. Кроме того, садка кирпичей, представляющая собой изделия, уложенные друг на друга плашок на плашок (т.е. постель на постель), не обеспечивает равномерного доступа теплоносителя ко всей поверхности изделия, что ведет к неравномерности обжига изделия по его объему.Известен способ термообработки керамических изделий в вертикальной печи (патент на изобретение 2098384, RU, кл. С 04 В 33/32, F 27 B1/00, опубл. 10.12.1997 г.), включающий подачу теплоносителя в садку в горизонтальном направлении несколькими сформированными послойно и направленными навстречу друг другу потоками, сходящимися в центре садки, движущимися на один шаг вверх и затем расходящимися от центра в противоположные стороны. Садка изделий в этом случае выполняется таким образом, что в ней имеют место чередования по высоте рядов кирпича, установленных на ложковую грань и на плашок. Схема садки кирпича, установленных на ложковую грань, не меняется и повторяется через ряд по высоте. В ней предусмотрены сквозные каналы для прохода теплоносителя. Садка рядов кирпича, уложенного на плашок, меняется. В первом варианте имеется один канал для прохода теплоносителя, и проходит он по центру ряда, деля ряд на две равные части. Во втором варианте образованы два боковых канала, которые расположены между садкой и противоположными стенками печи, к которым примыкают топки. Упомянутое выше послойное движение потоков теплоносителя по каналам, образованным определенной установкой изделий в рядах, повторяется многократно, как и чередование рядов в садке. Этим обеспечивается равномерное распределение теплоносителя и воздуха для охлаждения изделий по высоте штабеля. Загрузка кирпича-сырца производится вручную или автоматом-садчиком. Движение садки может быть непрерывным или периодическим через определенный промежуток времени. Вся садка кирпича удерживается и перемещается специальным устройством.Достоинством вышеприведенного изобретения является повышение качества продукции за счет обеспечения равномерности обжига, однако садка изделий имеет довольно сложное строение и требует специального устройства для перемещения.Наиболее близким к заявляемому изобретению является способ обжига изделий стеновой керамики в вертикальной печи (патент на изобретение 2031340, РФ, кл. F 27 В 1/00, опубл. 20.03.1995 г., бюлл. 8), представляющий собой технологический цикл, включающий загрузку изделий послойно загрузочным механизмом сверху печи, синхронное перемещение на один ряд вниз всей садки вдоль обжигового канала и послойную пакетную выгрузку готовых изделий снизу корпуса. Садка изделий выполнена в виде столбов сечением 250х250. При обжиге изделий в форсунках сжигается топливо, и по газораспределительным устройствам полученный теплоноситель выходит из зазоров и омывает садку.Конструкция садки играет решающую роль как в процессе теплообмена между изделиями и газовым потоком, так и в распространении теплоты в теле кирпича. Неравномерность прогрева изделия, особенно в условиях скоростного обжига, приводит к появлению коробления и деформации изделия, а значит, снижению качества готовой продукции. Следовательно, садка должна оказывать минимальное сопротивление движению газов и воздуха, способствовать наиболее равномерному распределению огня по сечению печного канала, быть устойчивой и в то же время удобной для загрузки и выгрузки кирпича. Совершенной в теплотехническом отношении является садка, в которой изделия установлены так, что максимально возможная по площади поверхность изделия свободно и равномерно омывается теплоносителем.В решении по патенту 2031340 каждый столб садки образован рядами кирпичей, установленными друг на друга с образованием сечения 250х250, т.е. по несколько изделий в каждом ряду столба. В таком варианте конструкции садки имеют место лабиринтообразные зазоры для прохождения теплоносителя, что затрудняет доступ теплоносителя к изделиям. В итоге снижается интенсивность обжига, увеличивается время, необходимое для достаточного прогрева изделий, и, кроме того, не обеспечивается равномерный прогрев изделий внутри садки.Известна вертикальная печь для обжига керамических изделий (патент на изобретение 2023965, РФ, кл. F 27 В 1/00, опубл. 30.11.1994 г., бюлл. 22), содержащая вертикальные обжиговые каналы, образованные вертикальными стенами из жаропрочного материала, механизмы загрузки и выгрузки, расположенные на каркасе печи, соответственно над входным и под выходным участками обжиговых каналов. В стенных зазорах между соседними секциями печи размещены горелочпые устройства и каналы для подачи воздуха для горения и охлаждения изделий, а также каналы для отвода нагретого воздуха и дымовых газов. Герметизация входного участка обжигового канала и разделение зон обжига и охлаждения осуществляется поворотными подпружиненными заслонками. В качестве элементов механизма выгрузки готовых керамических изделий используются гидроцилиндры, поворотные фиксаторы и ленточный транспортер. Печь относится к вертикальным щелевым печам и обладает всеми преимуществами щелевых печей, приведенными выше. Кроме того, в печи реализован эффективный радиационно-конвективный режим обжига, при котором обогрев изделий осуществляется потоком дымовых газов и тепловым излучением микрофакелов и стен горелочных устройств.Однако печь состоит из нескольких секций, содержащих по одному вертикальному обжиговому каналу и разделенных между собой стенами из жаропрочного материала, что говорит о ее большой материалоемкости. Конструкция садки в данной печи представляет собой столб изделий, порядно уложенных друг на друга, что предполагает наличие небольших зазоров между изделиями в садке, что, в свою очередь, сказывается на равномерности прогрева изделий, а значит, на качестве получаемой продукции.В качестве прототипа заявляемого устройства принята вертикальная печь (патент на изобретение 2031340, РФ, кл. F 27 В 1/00, опубл. 20.03.1995 г., бюлл. 8), содержащая вертикальный корпус прямоугольного сечения с зонами подогрева, обжига и охлаждения, горизонтальные перегородки с окнами, устройства загрузки и разгрузки, газоподводящис и отводящие короба, садку изделий, которая размещена с зазором в окнах перегородок и представляет собой совокупность столбов сечением 250х250 мм. Для улучшения регулирования процесса обжига печь снабжена проточными баками с водой, расположенными в зоне подогрева и охлаждения и соединенными между собой, а газораспределительные устройства печи выполнены в виде отрезков прямоугольных труб, уложенных взаимно пересекающимися горизонтальными рядами, охватывающими садку изделий с разрывами в местах пересечения для выхода теплоносителя.Вышеперечисленные конструктивные особенности печи позволяют до некоторой степени улучшить равномерность обжига, однако компоновка изделий в садке в виде столбов размером 250х250 ограничивает доступ теплоносителя к поверхности изделий внутри столба.Сущность заявляемого изобретения Заявляемым изобретением решается задача повышения качества изготавливаемых изделий путем обеспечения равномерности обжига, при одновременной интенсификации процесса обжига.Поставленная задача решается тем, что в способе обжига кирпича в шахтной печи, включающем загрузку изделий сверху корпуса печи с установкой на садку, выполненную в виде равномерно распределенной в объеме печи совокупности столбов изделий, синхронное перемещение садки по обжиговому каналу, подачу теплоносителя в зазоры между столбами и выгрузку снизу печи готовых изделий, согласно заявляемому изобретению каждый столб садки формируют последовательной установкой одного изделия на другое с образованием плашковыми поверхностями изделий двух противоположных граней столба, размещают столбы изделий в обжиговом канале с образованием между упомянутыми гранями столбов зазоров, достаточных для свободного перемещения теплоносителя, а подачу теплоносителя осуществляют в зазорах, перпендикулярных граням, образованных плашковыми поверхностями изделий.Технический результат, а именно равномерность обжига изделий, достигается за счет увеличения поверхности, свободной для равномерного доступа теплоносителя. Подобное увеличение стало возможным благодаря предлагаемой конструкции садки изделий. В заявляемом способе каждый кирпич устанавливают таким образом, что грани изделия, наибольшие по площади поверхности, т.е. плашки, оказываются свободно омываемыми теплоносителем. При этом в одном конкретном случае реализации заявляемого способа кирпичи устанавливают «тычком на тычок», а в другом — «ложком на ложок». Тычком является наименьшая грань кирпича, поэтому предпочтительной является реализация способа с установкой изделий «тычком на тычок». В любом случае реализации способа непременным условием является образование двух противоположных граней столба плашковыми поверхностями изделий, следовательно, плашковые грани изделия, которые имеют наибольшую площадь поверхности, в любом случае формирования столбов садки остаются свободными и открытыми для доступа теплоносителя.Между столбами изделий выдерживают зазоры, причем зазоры между гранями рядом расположенных столбов, образованными плашковыми поверхностями изделий, составляют от 10 до 40 мм, а зазоры между гранями, перпендикулярными упомянутым, составляют от 20 до 80 мм. Зазоры служат для обеспечения свободного доступа теплоносителя к изделиям. Однако при величине зазоров между гранями, образованными плашковыми поверхностями кирпичей, больше 40 мм и величине больше 80 мм для зазоров между гранями, перпендикулярными упомянутым, не обеспечивается достаточного температурного напряжения, необходимого для обжига. При величине зазоров между плашковыми поверхностями кирпичей меньше 10 мм невозможно размещение в них зажимных элементов механизма фиксации для удержания столбов изделий при выгрузке. Величина зазоров между гранями, перпендикулярными плашковыми поверхностям изделий, менее 20 мм, не позволит разместить в них источники тепловой энергии обжига и газоотводящие устройства.По завершению перемещения столбов изделий в обжиговом канале на величину, равную размеру изделия по высоте столба, осуществляют выгрузку изделий. Выгрузка производится порядно, причем предварительно осуществляют фиксацию каждого изделия в ряду, вышерасположенном по отношению к выгружаемому.Поставленная цель достигается также тем, что шахтная печь для обжига кирпича, содержащая обжиговый канал, установленное над верхним проемом печи устройство загрузки, расположенное под нижним проемом печи устройство разгрузки, включающее механизм фиксации садки и механизм снижения и выгрузки изделий, источники тепловой энергии для обжига, размещенные в обжиговом канале и газоотводящие устройства, согласно заявляемому изобретению печь снабжена смонтированными в обжиговом канале вертикальными направляющими, скомпонованными в группы в виде совокупности разнесенных один относительно другого направляющих каналов, свободно охватывающих столбы из последовательно установленных одно на другое с образованием плашковыми поверхностями двух противоположных граней столба изделий, при этом приближенные к упомянутым граням столбов вертикальные направляющие рядом расположенных направляющих каналов разнесены одни относительно других с образованием зазоров между столбами изделий, достаточных для свободного перемещения потока теплоносителя, а источники тепловой энергии размещены в зазорах, перпендикулярных упомянутым. Введение в состав устройства вертикальных направляющих, разбивающих рабочий объем печи на совокупность вертикальных направляющих каналов, позволяет организовать прохождение обжигаемых изделий последовательно друг за другом сверху вниз вдоль обжигового канала. При таком решении размеры каналов максимально приближены к габаритам транспортируемого столба изделий, однако не затрудняют перемещение изделий. Вертикальные направляющие могут быть выполнены в виде вертикальных прутков из жаропрочного сплава. Прутки объединены в группы, образующие направляющий канал, и закреплены между собой посредством горизонтальных скоб, охватывающих прутки то с одной, то с другой стороны канала с чередованием по высоте канала охватываемых сторон. Скобы имеют лишь точечную связь с направляющими, выполненную, например, сварочным способом, причем привариваемые прутки также чередуются. Отсутствие жесткой связи обеспечивает подвижность системы, исключает возможные при высокотемпературном режиме обжига перекосы и деформации. Вертикальные направляющие могут быть выполнены из тонких полос жаропрочного материала, однако в любом варианте исполнения толщина направляющих должна быть значительно меньше размеров обжигаемых изделий. Это необходимое условие для обеспечения свободной циркуляции теплоносителя между изделиями в садке.Таким образом, перечисленная совокупность существенных признаков позволяет получить аналогичный способу технический результат, а именно обеспечить равномерность обжига изделий в печи. Получение одного и того же технического результата говорит об единстве изобретательского замысла, связывающего заявляемые способ и устройство.Направляющие каналы для перемещения обжигаемых изделий разнесены между собой с образованием зазоров. Величина зазоров между сторонами направляющих каналов, соответствующими граням столбов садки, образованным плашковыми поверхностями изделий, составляют от 10 до 40 мм, а величина зазоров, перпендикулярных им, — от 20 до 80 мм. Величины зазоров соответствуют условиям реализации способа обжига и объяснены выше. Верхний предел интервалов обусловлен технологическими причинами, а именно тем, что при больших зазорах не будет создаваться достаточного температурного напряжения для обеспечения необходимого прогрева изделий. Нижние пределы обусловлены техническими причинами, а именно тем, что в зазорах размещают источники тепловой энергии, газоотводящие устройства и зажимные элементы фиксирующего механизма.Шахтная печь содержит источники тепловой энергии для обжига, которые могут быть выполнены в виде балочных горелок диффузионного типа, размещенных в обжиговом канале и установленных таким образом, что расположение отверстий для выхода теплоносителя совпадает с расположением зазоров между гранями столбов садки, образованными плашковыми поверхностями изделий. Таким образом, потоки теплоносителя строго сориентированы и направлены в зазоры между гранями столбов садки, образованными плашковыми поверхностями изделий. Данное техническое решение позволяет повысить тепловую эффективность и экономичность процесса обжига благодаря максимальному приближению источников тепла к обжигаемым изделиям, повысить интенсивность процесса благодаря строгой ориентированности потоков теплоносителя. Для организации потоков теплоносителя печь дополнительно может быть снабжена клапанами, расположенными горизонтально в зазорах между направляющими каналами над источниками тепловой энергии.Технология обжига с использованием газовых горелок требует наличия специальных каналов для отвода газовых продуктов сгорания. В печи предусмотрены газоотводящие устройства, выполненные в виде труб, причем трубы вынесены в рабочий объем обжигового канала печи и размещены в зазорах между направляющими каналами аналогично расположению газовых горелок. Опускание столба изделий осуществляется в пошаговом режиме за счет взаимодействия фиксирующего механизма, поворотного относительно горизонтальной оси стола и цепных транспортеров, образующих в совокупности механизм выгрузки изделий.Механизм фиксации садки выполнен в виде совокупности индивидуальных зажимных элементов для каждого столба изделий, которые обеспечивают надежное удержание садки в обжиговом канале печи в процессе выгрузки нижнего ряда изделий.Поворотный стол, установленный с возможностью возвратно-поступательного перемещения по вертикали, позволяет отделить нижний выгружаемый ряд изделий и перенести эти изделия на транспортирующее средство, исключив опасность повреждения поверхности готовых изделий. Поворотный стол снабжен прорезями, расположенными на стороне, противоположной оси поворота стола, и выполненными с возможностью прохождения в них цепных транспортеров. Таким образом, исключается применение дополнительных сталкивающих средств, выгружаемые изделия укладываются непосредственно на конвейер, а затем отводятся из зоны печи. При выполнении конвейера в виде цепного транспортера для каждой стопки изделий предусмотрено по две нитки.Кроме приведенного выше технического результата, позволившего улучшить качество изготавливаемых изделий, заявляемое устройство характеризуется тепловой эффективностью, обусловленной равномерным распределением тепловой нагрузки по сечению и высоте печи, тепловой экономичностью и интенсификацией процесса обжига, за счет приближенности горелочных устройств к обжигаемым изделиям, и при этом небольшой материалоемкостыо, простотой и удобством профилактики и ремонта.Перечень фигур чертежей Изобретение иллюстрируется чертежами, на которых изображены: на фиг.1 — шахтная печь, схематичное изображение; на фиг. 2 — схема садки изделий с установкой кирпича «тычком на тычок», фронтально-изометрическая проекция, на которой показаны зазоры между столбами изделий в садке и расположение направляющих для столба изделий; на фиг. 3 — выносной элемент I с фиг.1, показывающий взаимное расположение вертикальных направляющих и горизонтальных скоб, образующих каналы для прохождения изделий; на фиг.4 — горизонтальный разрез Б-Б на фиг.3, на котором показаны зазоры между направляющими каналами; на фиг. 5 — приведен вид сбоку на садку со схематичным показом расположения газовых горелок и газоотводящих устройств; на фиг. 6 — разрез В-В на фиг.5, на котором показано распределение потоков теплоносителя; на фиг.7 — элементы механизма фиксации; на фиг. 8 — механизм выгрузки и показаны крайние положения поворотного стола при работе с цепным транспортером; на фиг.9 — вид сверху па цепной транспортер с выгружаемыми изделиями; на фиг.10 — эскиз кирпича с указанием граней.Сведения, подтверждающие возможность осуществления изобретения Заявляемый способ обжига кирпича был реализован посредством заявляемого устройства.Шахтная печь для обжига кирпича содержит (см. фиг.1) корпус 1, в котором расположен обжиговый канал 2. Над верхним проемом печи установлено механизм 3 загрузки. Под нижним проемом печи расположен механизм 4 фиксации и механизм снижения и выгрузки изделий, выполненный в виде поворотного вокруг горизонтальной оси 6 стола 5, установленного с возможностью возвратно-поступательного перемещения по вертикали и взаимодействующего с цепным транспортером 7. Печь снабжена вертикальными направляющими 8, смонтированными в обжиговом канале 2. Направляющие 8 выполнены в виде вертикальных прутков из жаропрочного сплава, скомпонованных в группы посредством горизонтальных скоб 9 и образующих совокупность однотипных вертикальных направляющих каналов 10 для прохождения столбов садки изделий. Горизонтальные скобы 9 охватывают прутки то с одной, то с другой стороны с чередованием по высоте канала охватываемых сторон (см. фиг.3).Направляющие каналы 10 служат для организации прохождения изделий, поступающих на обжиг. Размеры направляющих каналов максимально приближены к размерам проходящих через них изделий. Направляющие каналы 10 образуют между собой зазоры 11 и 12 (см. фиг.4). Величина зазоров 12 составляет 75 мм и обусловлена расположением в них источников тепловой энергии обжига, выполненных в виде балочных горелок 13 диффузионного типа, труб 14 для отвода дымовых газов и нагретого воздуха, и клапанов 15, выполненных в виде профильных полос и установленных горизонтально между направляющими 8 (см. фиг. 5).Садка изделий в печи представляет собой совокупность столбов 16 (см. фиг. 2). Каждый столб получен последовательной установкой одного изделия па другое на наименьшую грань, т.е. «тычком на тычок» (см. фиг. 10).Горелки 13 имеют отверстия 17 для выхода теплоносителя (см. фиг.6). Горелки установлены между направляющими каналами, причем расположение отверстий 17 совпадает с расположением зазоров 11 между гранями столбов 16 садки, образованными плашковыми поверхностями изделий. Величина зазоров 11 составляет 35 мм. Величина обусловлена, с одной стороны, технологическими причинами и является достаточной для свободного прохождения теплопотоков, с другой стороны, в зазорах 11 расположены зажимные элементы 18 механизма 4 фиксации.Механизм 4 фиксации выполнен в виде совокупности индивидуальных для каждого столба изделий упругих зажимов 18 (см. фиг.7), работающих от гидропривода, и служит для удержания столбов садки изделий при выгрузке.Поворотный стол 5 снабжен (см. фиг.8) прорезями 19, расположенными на стороне, противоположной оси 6 поворота, и выполненными с возможностью прохождения в них цепных транспортеров 7.Способ обжига изделий в вышеуказанной печи реализуется следующим образом.Механизмом 3 загрузки подготовленные для обжига изделия (в нашем случае это кирпичи) устанавливаются на верхний ряд столбов 16 садки готовой к работе шахтной печи.В газовых горелках 13 осуществляют сжигание газообразного топлива, и полученный теплоноситель через отверстия 17 направленным потоком подается в зазоры 11 между гранями столбов садки, образованными плашковыми поверхностями кирпичей (см. фиг.6). Благодаря тому что столбы разнесены в объеме печи с образованием зазоров 11 и 12, теплоноситель свободно омывает каждый столб 16 изделий, обеспечивая тем самым равномерный прогрев каждого кирпича. Теплоноситель максимально приближен к обжигаемым изделиям, что способствует интенсивности обжига и позволяет в кратчайший срок при минимальном расходе топлива обжечь изделия без дефектов с высокими техническими показателями. Клапаны 15, ограничивающие распространение потоков теплоносителя вертикально вверх и направляющие потоки теплоносителя в горизонтальном направлении между столбами 16 изделий, также способствуют равномерности обжига.Полученные в результате горения дымовые отходы и нагретый воздух улавливаются трубами 14 и отводятся из зоны обжига.По истечении технологически заданного времени обжига механизмом 4 фиксации осуществляется зажим кирпичей предпоследнего, относительно выгружаемого, ряда посредством индивидуальных зажимных элементов 18 и осуществляется удержание столбов 16 изделий. Поворотный стол 5, с расположенным на нем нижним рядом готовых изделий 20, опускается на величину, равную высоте изделия в столбе садки, отделяя тем самым выгружаемый ряд кирпичей. Затем осуществляется поворот стола 5 вокруг горизонтальной оси 6, при этом выгружаемые изделия 20 укладываются в стопки непосредственно на конвейер 7 (см. фиг.9), проходящий в прорези 19 стола 5, а затем отводятся из зоны действия стола, давая последнему возможность подняться в исходное положение. Производится загрузка следующей партии кирпича-сырца. Осуществляют расфиксацию столбов 16. Производят опускание садки кирпича на величину кирпича по высоте столба 16 садки. Затем осуществляется выгрузка, и цикл повторяется.
Формула изобретения
1. Способ обжига кирпича в шахтной печи, включающий загрузку изделий сверху корпуса печи с установкой на садку, выполненную в виде равномерно распределенной в объеме обжигового канала печи совокупности столбов изделий, синхронное перемещение садки по обжиговому каналу, подачу теплоносителя в зазоры между столбами и выгрузку снизу печи готовых изделий, отличающийся тем, что каждый столб садки формируют последовательной установкой одного изделия на другое с образованием плашковыми поверхностями изделий двух противоположных граней столба, размещают столбы изделий в обжиговом канале с образованием между упомянутыми гранями столбов зазоров, достаточных для свободного перемещения теплоносителя, а подачу теплоносителя осуществляют в зазорах, перпендикулярных граням, образованных плашковыми поверхностями изделий.2. Способ по п. 1, отличающийся тем, что изделия в столбе садки устанавливают тычком на тычок.3. Способ по п. 1, отличающийся тем, что изделия в столбе садки устанавливают ложком на ложок.4. Способ по п. 2 или 3, отличающийся тем, что зазоры между гранями рядом расположенных столбов образованными плашковыми поверхностями изделий составляют 10-40 мм, зазоры между гранями, перпендикулярными упомянутым, составляют 20-80 мм.5. Способ по любому из пп. 1-4, отличающийся тем, что выгрузку изделий осуществляют порядно по завершению перемещения столбов изделий в обжиговом канале на величину, равную размеру изделия по высоте столба, и при выгрузке фиксируют каждое изделие в ряду, вышерасположенном по отношению к выгружаемому.6. Шахтная печь для обжига кирпича, содержащая обжиговый канал, установленное над верхним проемом печи устройство загрузки, расположенное под нижним проемом печи устройство разгрузки, включающее механизм фиксации садки и механизм снижения и выгрузки изделий, источники тепловой энергии для обжига, размещенные в обжиговом канале и газоотводящие устройства, отличающаяся тем, что печь снабжена смонтированными в обжиговом канале вертикальными направляющими, скомпонованными в группы в виде совокупности разнесенных один относительно другого направляющих каналов, свободно охватывающих столбы из последовательно установленных одно на другое с образованием плашковыми поверхностями двух противоположных граней столба изделий, при этом приближенные к упомянутым граням столбов вертикальные направляющие рядом расположенных направляющих каналов разнесены одни относительно других с образованием зазоров между столбами изделий, достаточных для свободного перемещения потока теплоносителя, а источники тепловой энергии размещены в зазорах, перпендикулярных упомянутым.7. Печь по п. 6, отличающаяся тем, что зазоры между сторонами направляющих каналов, соответствующими граням столбов садки, образованным плашковыми поверхностями изделий, составляют от 10 до 40 мм, а зазоры, перпендикулярные им — от 20 до 80 мм.8. Печь по п. 6 или 7, отличающаяся тем, что вертикальные направляющие выполнены в виде вертикальных прутков из жаропрочного сплава и объединены в группы посредством горизонтальных скоб, охватывающих прутки то с одной, то с другой стороны канала, с чередованием по высоте канала охватываемых сторон.9. Печь по любому из пп. 6-8, отличающаяся тем, что источники тепловой энергии для обжига выполнены в виде балочных горелок диффузионного типа, установленных с совмещением расположения отверстий для выхода теплоносителя и зазоров между гранями столбов садки, образованными плашковыми поверхностями изделий.10. Печь по п. 9, отличающаяся тем, что печь снабжена клапанами для организации потоков теплоносителя, расположенными горизонтально в зазорах между направляющими каналами над источниками тепловой энергии.11. Печь по любому из пп. 6-10, отличающаяся тем, что газоотводящие устройства выполнены в виде труб, расположенных в зазорах между направляющими каналами аналогично источникам тепловой энергии.12. Печь по любому из пп. 6-11, отличающаяся тем, что механизм фиксации садки выполнен в виде совокупности индивидуальных зажимных элементов для каждого столба изделий.13. Печь по любому из пп. 6-12, отличающаяся тем, что механизм снижения и выгрузки изделий выполнен в виде поворотного относительно горизонтальной оси стола, установленного с возможностью возвратно-поступательного перемещения по вертикали.14. Печь по п. 13, отличающаяся тем, что поворотный стол снабжен прорезями, расположенными на стороне, противоположной оси поворота стола, и выполненными с возможностью прохождения в них цепных транспортеров.
РИСУНКИ
,
,
,
,
,
,
,
,
,
Строим печь для обжига керамики своими руками
Вид печи выбирается исходя из количества изделий, который предстоит обжечь. Если объем небольшой, делаем печь в 250–300 литров. Для более масштабной работы потребуется большая печь-горн, размером с небольшую комнату.
Инструменты
Чтобы построить небольшую печь для обжига, потребуются следующие инструменты:
- Слесарный инструмент — для работы с металлом. Сварочный аппарат, набор гаечных ключей, напильники, углошлифовальная машинка (УШМ), дрель, молотки.
- Для работы с шамотными кирпичами и керамикой — молоток каменщика, кельма, алмазный диск для УШМ.
- Средства индивидуальной защиты. Респиратор, очки, перчатки и хлопчатобумажная плотная одежда — обязательный набор при работе с УШМ и минеральными ватами.
Порядок работ
Печь состоит из корпуса, горелки, перекрыши, утеплённой камеры, крышки.
Последовательность постройки:
- Корпус. Выбираем прямоугольный металлический ящик, если в роли футеровки выступают шамотные кирпичи или металлическую бочку, если утепляем минеральной огнеупорной ватой.
В цилиндрической конструкции распределение тепла происходит равномернее. К корпусу привариваем ножки.
- Укладываем на дно каркаса футеровку, ставим четыре керамических изолятора от линий электропередач или шамотные кирпичи на ребро — они послужат столбиками для перекрыши.
- Футеруем стенки и крышу. Шамотный кирпич лучше уложить на мертельную глину. Используем каолиновую или базальтовую вату высокой плотности. Из листа ваты скручиваем цилиндр в несколько слоёв, чтобы избежать швов — мостиков теплопотери. Крепить к стенкам асбестовым шнуром и керамическими пуговицами. Края верха утеплителя заворачиваются наружу, это уплотнит и теплоизолирует стыки крышки и корпуса.
- На столбики укладываем перекрышу.
При большом весе изделий применяем для перекрыши сухую кладку из шамотных кирпичей, при небольшом — керамогранитную плитку соответствующих размеров.
- Устанавливаем горелку. Её можно приобрести в магазинах газового оборудования. Мощность лучше подобрать не меньше 2 киловатт (зависит от теплопотерь и объёма сооружения).
- Сверлим внизу корпуса и футеровки отверстие для горелки. Пламя не должно прикасаться с изделиями, это главный принцип размещения сопла. При горизонтальной установке сопла облегчается регулировка и обслуживание.
- Утепляем крышку конструкции. Для минимальных теплопотерь утепляем всю конструкцию снаружи.
- В крышке оставляем отверстие для выхода продуктов сгорания и контроля процесса. Предусматриваем задвижку для регулирования температуры.
- Для снятия данных о температуре внутри печи устанавливаем термопару электронного термометра.
Печь готова. Проводят пробный запуск. Если использовалась кладка шамотными кирпичами, то сначала печь просушивается в щадящем режиме.
Как обжигать керамику?
Чтобы правильно обжечь керамику, важно соблюдать температурный режим в печи. Обжиг проходит в три стадии:
- Испарение влаги. Изделия нагреваются до 250 °C и выстаиваются при такой температуре.
- Накаливание до 900 °C в закрытой печи. Происходит спекание глины.
- Постепенное остывание.
Печи для обжига должны не только развивать необходимую температуру, но и позволять её регулировать. Конструкция должна быть максимально простой, загрузка и выгрузка изделий — лёгкими.
Печь для обжига кирпича — Строительный журнал Palitrabazar.ru
Печь для обжига кирпича
Для сооружения печи необходимо выбрать ровную горизонтальную площадку на возвышенном месте, защищенном от грунтовых и осадочных вод.После выравнивания и очистки выбранной площадки от растительного слоя, производят ее горизонтальную планировку и трамбовку.
Общий вид обжиговой печи представлен на рис. 6.
Это одна из самых маленьких печей и ее вместимость составляет: 700-1500 шт.
Внутренние размеры печи: ширина — 160 см, длина (в зависимости от предполагаемой загрузки) — от 132 до 208 см, высота укладки сырца колеблется от 165 до 180 см.
Высота печи планируется в соответствии с выбранной высотой укладки.
Стены печи изготавливают из кирпича-сырца и делают толщиной в один кирпич (250 мм).
Перекрытие желательно сделать на металлическом каркасе, при условии, что каждый ряд кирпичей свода будет ложиться на две стальные полосы 8×40 мм, или стержни Ø 20-24 мм, которые собираются в металлическую рамку при помощи сварки. Свод в середине должен иметь высоту над укладкой сырца не менее 30-35 см.
Топку формируют при укладке сырца в печи. Ширина топки 48-50 см, высота 38-40 см. В топке по всей длине нужно выполнить на высоте 25-30 см уступы на обеих стенках, куда потом укладывают колосниковые решетки (при использовании в качестве топлива угля).
При обжиге дровами колосниковую решетку можно не устанавливать.
Топка закрывается дверкой размерами 40×40 см. В своде делают дымовые каналы сечением 25×28 см, а если обжиг ведется малокалорийным топливом (торфом или бурым углем), тогда предусматриваются еще и отверстия сечением 25×15 см, в которые по необходимости сверху подсыпается уголь или торф. Эти отверстия должны иметь крышки.Дымовая труба делается высотой до 5 м (из кирпича) с внутренним сечением 40×40 см или из любой огнестойкой трубы Ø 30-40 см.
Труба устанавливается рядом с печью, с задней стороны печи (можно с одной стороны использовать заднюю стенку печи), и соединяется с печью дымовым каналом сечением 40х30 см, который делается в верхней части задней стенки печи.
На середине высоты укладки в стенках печи устраивают временные смотровые отверстия 25×15 см, которые после просмотра закладывают кирпичами и замазывают глиной.
Боковые стенки, свод, задняя стенка, труба, а также угловые части передней стенки кладут на обычном глинопесчаном растворе. Та часть передней стенки, которая будет разбираться для разделки садка, укладывается без раствора.
После заделки проема кирпичом стенка обмазывается глиной.
Садка (укладка)
Укладывать в печь можно только хорошо высушенный сырец, иначе при обжиге потребуется много топлива. Кроме того, недостаточно высохший сырец дает до 80% брака.Главная причина брака заключается в том, что излишняя влага, превращаясь в пар, ищет выход и приводит к растрескиванию кирпича.
Укладку сырца в печь (см. рис. 7) производят так, чтобы в первых 3-4 рядах уложенного кирпича просветы между ними были (для кирпичей, расположенных непосредственно вблизи топки) 10-15 мм, а по мере удаления (от топки дальше) увеличивались до 25 мм.
Ряды можно укладывать любым способом, например, «решеткой» или «елочкой». Способы можно чередовать.
Нужно помнить главное: каждый кирпич должен быть доступен обтеканию его дымовым газам.
Расстояние между кирпичами садка и стенками печи должно быть в пределах 20-25 мм.
Обжиг
Печь начинают топить соломой, хворостом и затем дровами.
Первая стадия — сушка. Это самая ответственная стадия.
Топить следует неинтенсивно, используя низкокалорийное топливо (отходы древесины), до тех пор, пока кирпич не избавится от внутренней влаги. Наличие влаги в кирпиче определяется наличием конденсата в верхних рядах.
Просушку можно считать законченной, если опущенный на пару минут в печь железный штырь не будет запотевать. При определенном опыте, наличие влаги можно определить рукой, поместив ладонь над выходящими газами.
Процесс сушки обычно занимает до 12 часов.
После того как будет установлено, что остаточная влага удалена, огонь постепенно усиливают, доведя кирпич до темно-красного цвета (наблюдая по своду). Подогрев длится до 9 часов, затем переходят на большой огонь до выхода огня наружу.
Увеличение тепла производится только увеличением подачи топлива. Если по какой-либо причине пламя начинает выбиваться из какого-либо места, это место сразу засыпают землей.Когда в верхней части печи появится огонь (900-950°C) — верхние ряды светло-красного цвета, а нижние — желтого, печь «ставят на остывание». Для этого топочное отверстие закладывают кирпичом и обмазывают глиной, а на верх печи насыпают сухую землю, кирпичную пыль или сухой песок слоем 10-15 см.
Температурный режим обжига характеризуется четырьмя этапами:
- Сушка: температура 20-90°С, время 10-13 часов.
- Подогрев: температура 90-600°С; время 8-10 часов.
- Обжиг: температура 600-1000°С; время 10-12 часов.
- Остывание: температура 1000-50°С; время 7-10 часов.
Контроль температуры обжига в печи производится визуально по цвету свода:
- Темно-красный, видимый в темноте — 450-500°С.
- Темно-красный — 600-650°С.
- Вишнево-красный — 700°С.
- Светло-красный — 850°С.
- Желтый — 950-1000°С.
- Белый — 1200°С — ПЕРЕЖОГ!
Раньше для получения качественного кирпича, печь выдерживали в закрытом состоянии до недели и лишь потом приступали к охлаждению. Это давало отличные результаты, так как снятие термических напряжений происходило очень медленно.
Практически же достаточно выдержать 7-10 часов.
Охлаждение печи начинают пробивкой в топке малого отверстия — величиной с куриное яйцо, через час отверстие увеличивают вдвое, еще через час — уже вчетверо. Таким образом, через 6 часов можно открыть топочную дверку и ждать полного остуживания печи.
После остуживания разбирается передняя стенка печи и производится разделка садки, начиная с верхних рядов. После разборки, сортировки и выбраковки качественный кирпич складывают штабелем плотно друг к другу.
Недообожженный складывают отдельно и в будущем применяют в неответственных конструкциях для перегородок или в верхних рядах кладки.
Визуальное определение качества кирпича. Причины брака.
Правильно обожженный кирпич — однородного оранжево-красного цвета. Он имеет правильную форму с прямыми ребрами и ровными поверхностями. При ударе металлическим молотком издает чистый звук.
Недообожженный — имеет более светлый цвет, неоднороден на изломе. При ударе издает глухой звук (причина — недостаточная температура или время обжига).
Пережженный — имеет темно-серый или сине-черный цвет, часто со следами оплавления по поверхности. При ударе издает высокий звук. Образуется при чрезмерно высокой температуре обжига.
Повреждение углов и ребер изделия — результат небрежной переноски, транспортировки или неосторожной укладки изделий в печи.
Деформация изделия — недосушенность перед укладкой в печь.
Мелкие трещины образуются при слишком быстром нагревании или охлаждении печи.
Крупные трещины и сквозное растрескивание изделия — результат неправильного соотношения глины и песка, плохого качества глины, нарушения режима сушки и обжига.
Черный кирпич получается из-за недостатка воздуха или из-за плохой его циркуляции в печи.
Белые пятна на готовом изделии — следствие неправильной просушки (пересушка).
Печь для обжига кирпича дома и на производстве
Изготовление печей для обжига кирпича является важным моментом в процессе производства. Кирпич после обжига приобретает определенную крепость и цвет. Ниже будет приведена инструкция по вариантам выбора печи для обжига. Если к вопросу подойти творчески, ее можно сделать и самостоятельно. Хотя это дело не простое, но оно себя быстро окупит. Ведь цена качественной продукции довольно высокая.
Внимание: В принципе прекрасно можно сделать для кирпичного обжига. Ведь здесь самое важное, это равномерное распределение тепла. А источник каждый уже и может выбрать и сам.
Обжиг имеет важное значение. Он влияет не просто на цвет материала, но и на марку. Этот показатель очень важен при строительстве. Так же от этого будет зависеть и вид материала.
Варианты печей для обжига
Обычно, чтобы создать кирпич используют один метод – обжиг углем. Процесс обжига вызывает изменение в структуре строительного материала на молекулярном уровне. В итоге выходит нечто похожее на керамику. Для проведения такого технологического процесса применяют печь для обжига.
Они бывают нескольких типов:
Печь газовая для обжига
Должна иметь температурный режим, более чем девятьсот градусов. Кирпич благодаря данной технологии приобретает особые характеристики. Он не содержит влаги и с помощью прокалки становится достаточно крепким к повреждениям различного рода.
Туннельная печь для обжига кирпича
Одна из разновидностей тепловых строений, с чьей помощью возможно изготовить большое количество готового материала. Здесь учтены все нюансы для создания необходимых стандартов.
Печь кольцевая для обжига кирпича
Кольцевая печка в отличие от других типов имеет два важных момента – повышение температурного режима до максимальных значений и остывание. Большую партию сырого кирпича закладывают таким способом, чтобы все экземпляры получали термическую обработку, после чего его вытаскивают не сразу, а оставляют до полного остывания.
Изготовление печи для обжига кирпича вполне может делаться и самостоятельно. Теперь давайте рассмотрим варианты обжига более детально. Ведь здесь важен принцип работы, а как это сделать, можно уже придумать.
Принцип обжига кирпича
Обжиг материала прост, но сложно выполнит условия. Ведь здесь важны некоторые моменты. На видео вы можете посмотреть наглядно.
В этом вопросе самые важные моменты:
- Обеспечить равномерный обжиг всего материала. Ведь нельзя спалить нижний, и верхний оставить сырым.
- Выбрать нужное время обжига. Это зависит от объема продукции. Если ее мало, тогда и обжиг будет длиться не долго.
Внимание: Для не больших объемов это сделать не сложно. Здесь можно путем эксперимента решить эти задачи. При наращивании производства придет опыт и умение.
Так что учится все равно придется. Но это умение может принести и не малые деньги.
Устройство для обжига своими руками
Она дает возможность создавать изделия, применяя для этого подручные материалы, как делали это предки. Ведь кирпич является очень древним материалом, который используется для строительства. Существует огромное количество чертежей для обжига. Самый простой и надежный метод – яма, выкопанная в земле. В нее закладывают сырой кирпич, разжигают огонь, а затем засыпают все песком.
Как только человечеству раскрылись секреты, связанные с производством камня, именно в то время появились печи, в которых обрабатывали глиняный кирпич. Постепенно начали открываться новейшие технологии, которые направлены на создание такого стройматериала, поэтому все время происходила модернизация производства. За данное время было придумано большое количество новых технологий. Но обжиг остается обжигом. Это воздействие огня на материал. Здесь ничего не изменилось. Поэтому дома эту работу тоже можно делать самостоятельно. Конечно, это не промышленное производство, но оно полностью себя окупает.
Для создания домашних печей не нужно обязательно вызывать специалистов, все будет зависеть от самих людей, которые решили производить такие строительные материалы в домашних условиях.
- Самым простым вариантом обжига может быть просто яма. В ней разводится огонь и сверху укладывается сырец;
- Надо правильно распределить огонь. Для этого делаются решетки и кирпич укладывается с зазором. Тепло проходит сквозь него.
Внимание: В этом варианте не следует загружать много кирпича. Ведь к верхнему слою будет доходить меньше тепла. Поэтому внизу получится пережог.
Как загружаются туннельные печи
Печь туннельная для обжига кирпича довольно несложная конструкция. Здесь просто надо правильно рассчитать объем продукции для загрузки и период времени обжига. Здесь предусмотрены камеры, он так называемые туннели, а по центру располагается элемент нагревания. С помощью этих устройств вся система приводится в действие. Все они разделены на отсеки, которые при изготовлении кирпича нагреваются до определенных температур.
- Сама схема может изменяться в зависимости от потребностей типа. В этом варианте в каждой секции имеются специальные толкатели. В свою очередь они не способны работать без специальных тележек, а для их передвижения необходимы рельсы. Чтобы рабочий процесс проходил быстрее нужно все автоматизировать, это значительно экономит денежные траты, что является несомненным плюсом для предпринимателей, которые решили взять за подобное производства.
Внимание: Чтобы построить туннельную печь для обжига, обратитесь к специалисту, который сделает чертеж, ведь она может быть самой разной формы. В момент загрузки кирпича он имеет серый цвет, а на выходе становится оранжевым, то есть более привычным для всех. Во время процесса изготовления печь работает по некоторым правилам:
- На первую тележку, оборудованной поддоном, загружаются в несколько рядов сырые заготовки. При загрузке не забывайте о соблюдении высота. Она не должна превышать одного метра, если данный порог будет пройден, то кирпич становится бракованным;
- Для начала работы туннельной печи необходимо включить толкатели, а также автоматические устройства. Тележку загружают материалом после чего активируют. После того как она заедет внутрь печи, сырые кирпичи подаются в камеру;
- Обычно следующим шагом в технологии является промежуточная сушка изделия. Принцип работы домашней печки для обжига отличается от производственных объектов.
Внимание: Вместе с постепенным нагревом печки, из кирпича начинает выходить влага, поэтому если строительный материал будет помещен уже в разогретую печь, то он либо деформируется, либо просто лопнет. Поэтому к рабочим объемам следует относиться крайне внимательно.
- Для постепенного перемещения сырого изделия, используются камеры печи. Когда кирпич подъезжает к ней, температура внутри достигает примерно девятисот градусов, в некоторых случаях даже выше. Материал находится в отсеке определенное количество времени. После этого временного отрезка, подается другая партия, а первая переходит на следующую стадию обработки. Если использовать данный метод, тогда проект быстро окупится. Здесь можно постепенно увеличивать объемы выпускаемой продукции;
- Как только влага, находящаяся между кристаллами глины, испарится полностью, сырье станет напоминать керамику. Самое удивительное, что керамические детали изготавливаются по такой же технологии;
- Обжиг на этом считается законченным, а будущий материал отправляется в следующую камеру, где и будет остывать. Данный процесс также должен проходить постепенно, а не резко. В этом время автоматический конвейер продолжает работать и практически готовый кирпич попадает в последний отдел. Перед реализацией все кирпичи находятся в мобильной версии печи для обжига в том отделе, где поддерживается самый низкий температурный режим;
- На последнем этапе толкатели впихивают вагонетку, и кирпичи без механического или физического вмешательства, и без резких перепадов температуры, начинают остывать. Как только этот процесс будет окончен, материал можно отправлять в хранилище.
Небольшая печь для обжига – автоматизированная и мобильная конструкция, выполняющая производство изделия. Здесь вся работа выполняется конвейерным методом. Безусловно, в подобное мероприятие придется вложить большое количество денежных вливаний, но с данным видом оборудования, производящим огромные объемы продукции, все вложенные деньги окупятся достаточно быстро.
Особенности изготовления на дому
Печи для обжига кирпича изготовление процесс не такой и простой. Технология обжига материалов в кольцевых печах отличается, но незначительно. Изделия, которые сделаны своими силами считаются очень примитивными. В основном, сами печи состоят из ямы, вырытой в земле и костра. Рассмотрев все варианты, связанные с обжигом кирпича, можно прийти к выводу, что если вы не обучались и не имеете практики, то лучше всего не начинать такое дело, так как данный процесс отнимает много сил, а также времени.
Например, возьмем угольную печь для обжига, сделанную своими руками дома и рассмотрим те утверждения, которые имеют хоть доли правды:
- Такой строительный материал не является дефицитом и каждый человек сможет приобрести его;
- Кирпичи могут быть использованы несколько раз. Если заниматься самостоятельным производством, то это выйдет дороже, нежели приобретение уже готового варианта;
- Печь Гофмана не получится сделать дома, так как в итоге вы получите просто колоссальные объемы материала не пригодного или имеющего какие-либо дефекты. Все дело в том, что если изделие уже подвергалось тепловой обработке, то во второй раз размножить его не получится. Так что вы зря потратите свои деньги. Конечно, существует люди, которые в настоящее время занимаются домашним изготовлением кирпичей, но этот секрет отец передает своему сыну, а подобная работа выполняется определенной кастой;
- Некоторые полагают, что дом, построенный из сделанного своими руками кирпича, приобретет особый шарм. Для таких людей существуют специальные пособия, обучающие строительства печи.
Внимание: Если вы все же решили самостоятельно заняться производством этого материала, необходимо знать несколько основных моментов. Во-первых, для всех партий требуется свой способ обжига и укладки. Во-вторых, количество готовых изделий значительно упадет.
Сложности, с которыми можно встретиться
С характеристиками туннельной печки, необходимой для обжига камня можно ознакомиться при использовании или во время сборки, но в то же время есть некоторые нюансы. Перед каждым последующим запуском вы должны следить за следующими вещами:
- Как расходуется топливо, ведь, в настоящее время стоит оно не дешево. И если требуется сразу несколько розжигов с максимальными температурами, то расход будет огромным. Многие производители пытаются вмести всю партию товара в первый розжиг. Если все делать по правилам, то цена на готовое изделие многократно увеличится;
- Производительность печки. Если в день вы будете закладывать по тридцать штук товара, то из данного процесса не получится добыть выгоду.
- Многие мастера говорят о том, что не выгодно заниматься обжигом глиняных изделий, и что лучше всего выпускать силикатный кирпич марки М150;
- Всегда стоит следить за температурой и сравнивать ее, хотя этот процесс усложняется вследствие того, что дорогостоящая и высокотехнологичная аппаратура требует к себе особого внимания.
Прежде чем взяться за строительство печки и дальнейший выпуск товара, стоит несколько раз продумать все детали, оценить все риски, экономическую выгоду и принять взвешенное, обдуманное и правильное решение. При самостоятельном производстве изделий, не забывайте соблюдать все нормы и стандарты, что поможет создать качественный продукт, конкурирующий с другими
Как сделать печь, вы можете подумать и применить свой вариант. При этом применяя уже испытанные схемы. Ведь строительство постоянно растет и вы можете сделать дело не просто для себя, а и передать его по наследству. Так что посмотрите фото, изучите процесс и после этого уже принимайте окончательное решение.
Полезная информация
Здесь вы найдете множество полезной информации, которая относится к этой статье. Строительство, это довольно многогранная отрасль, где есть довольно много составляющих. Здесь надо правильно произвести расчеты, которые помогут выбрать нужное количество материалов. Так же надо произвести их осознанный выбор выбор, ведь на рынке продаж есть и не качественная продукция. То что находится ниже поможет вам сделать правильный выбор.
Обжигание кирпича
Для изготовления кирпича нужна глина. Однако недостаточно придать ей форму кирпичного блока и высушить, потребуется обжиг кирпича. Такая процедура нужна для получения качественного и прочного строительного материала. Наличие необходимого сырья и знание технологии обжига дают возможность производить стройматериал и в домашних условиях.
Что это за процесс и особенности технологии
Тепловую обработку стройматериала из глины под действием высоких температур называют обжигом. Это завершающий этап производства кирпичных блоков. Технология обжига включает 3 этапа:
На первом этапе кирпич нагревают до температуры 120 градусов, с целью выпаривания из него воды. Затем, для выгорания примесей органического происхождения и окончательного вывода жидкости, его прогревают до 600 гр. На следующем этапе температура обжига кирпича составляет 920—980 градусов. При этом начинается усадка глины, приобретается прочность. В условиях постоянной максимальной температуры кирпичный блок некоторое время закаливается и томится. На завершающем этапе полученный строительный материал из глины охлаждают. Если во время термической обработки не было нарушения технологии, цвет блока будет оранжево-красный, а структура однородной. Для получения глазурованного кирпича потребуется повторный обжиг.
Чтобы в итоге получить прочный и качественный обожженный кирпич без трещин, в процессе термообработки требуется строгий контроль температурного режима
Сложности обжига кирпича
Прежде чем открывать производство и приобретать печь для обжига, необходимо составить бизнес-план. Нужно учесть объемы производства, характер и стоимость энергоносителя, способы доставки сырья и отгрузки готовой продукции. Затраты следует свести к минимуму, иначе изготовление термически обработанных кирпичных блоков будет нерентабельным. Альтернативным может стать производство кирпича без обжига. Его изготавливают способом полусухого и сухого прессования и получают стройматериал со свойствами идентичными обожженному.
Виды печей
Для обжига керамики и производства обожженного, в том числе керамического кирпича используют специальные печи. Они бывают 2 типов:
- туннельные;
- кольцевые.
Вернуться к оглавлению
Туннельная печь
Устройство туннельного типа — это длинная, в виде туннеля газовая печь для обжига кирпича. Внутри находятся 3 камеры и проложены рельсы. По ним, с помощью автоматических толкателей, движутся металлические вагонетки. Перед входом в печь них загружают необожженный кирпич. Вход и выход закрывается герметично. После просушки в 1 камере, кирпичные блоки перемещаются во 2 для обжига. Его обеспечивают газовые горелки, постоянно поддерживающие температуру на уровне 920—980 градусов. Затем кирпич попадает в третью зону с более низкой температурой, где происходит его охлаждение. После завершения режима толкатели выкатывают вагонетки из печи и кирпичные блоки полностью остывают уже за ее пределами.
Кольцевая печь
Устройства этого типа состоят из множества расположенных друг возле друга секций в виде кольца. В каждой из них есть окно для загрузки и извлечения материала, а также свой источник подогрева Кольцевая печь обеспечивает непрерывность процесса обжига. Таким образом, партия кирпичных блоков проходит все стадии термической обработки, находясь в одном и том же отсеке. Соседняя камера способствует нагреву, прокаливание блоков происходит за счет своего топлива, а остывание обеспечивает температура следующей секции.
Можно ли сделать дома?
В домашних условиях возможно не только обжечь кирпич, но и изготовить самодельный стройматериал. Однако при таком процессе количество кирпичных блоков с дефектами будет больше. Излишне закаленные материалы будут непригодны для повторного использования. Существует 3 вида материалов:
- саман — без обжига с добавлением соломы;
- кирпич-сырец;
- обожженный.
Для получения самодельного кирпича нужно наличие брусчатой формы. Ее тоже можно сделать своими руками. Для этого понадобятся фанера и доски толщиной 25 мм. Из этих материалов вырезают элементы формы и соединяют их гвоздями длиной 5—6 мм так, чтобы размер будущего кирпичного блока соответствовал стандартному, а именно 250×120×65. Самодельные необожженные кирпичи изготавливают из смеси тощей и жирной глины с добавлением соломы в пропорции 1:1:5, разведенной водой до однородной консистенции. Готовый раствор плотно укладывают в предварительно смоченные и присыпанные цементом формы и закрывают съемной крышкой. После высыхания в течение 7—14 суток готовое изделие вынимают. Чтобы получить кирпич-сырец, проделывают такую же процедуру, добавляя вместо соломы песок.
В промышленном производстве используют специальные печи для обжига глины. В домашних условиях подойдет самодельная печь в виде бочки из металла объемом около 200 л с вырезанным днищем. В нее укладывают блоки для обжига, накрывают металлической крышкой и устанавливают на печь с открытым верхом. При отсутствии таковой, она крепится на ножках высотой 20 см над ямой, в которой на глубине 0,5 м разводят костер. Для обеспечения необходимой температуры для обжига, огонь должен постоянно поддерживаться в течение 20 часов. На завершающем этапе процесса, его делают более слабым. По истечении 6 часов крышку снимают и дают кирпичу остыть.
Печь для обжига кирпича: виды и технология
Сегодня наиболее распространенным строительным материалом является кирпич — керамический или обожженный. По различным причинам, не всегда целесообразно обращаться за покупкой кирпича на завод-изготовитель. Можно изготавливать кирпич самостоятельно, а это означает, что обжиг кирпича своими руками — вопрос, который однозначно потребует для своего решения определенных знаний и специального оборудования.
Методики изготовления кирпича
Как происходит обжиг кирпича?
Существует два распространенных метода изготовления кирпича. Первый — полусухое и сухое прессование. Способ пластического формования является вторым методом изготовления кирпича. Разница состоит в разнящемся количестве влаги, которое содержит в себе сырьевая масса в обеих методах производства. Следует отметить, что наиболее широкое применение получил второй способ изготовления.
Кирпич, изготовленный с помощью пластического формования, может быть пустотелый или полнотелый. Принцип производства обоих видов кирпичей одинаков, различие заключается в том, что для пустотелых кирпичей глина проходит более тщательную подготовку.
Можно выделить следующие этапы изготовления кирпича:
- Подготовка сырья
- Формовка бруса
- Сушка кирпича-сырца
- Обжиг
Следует отметить, что для каждого этапа характерно тщательное соблюдение параметров. Например, для того, чтобы осуществить обжиг, который является завершающей стадией изготовления, нужно соблюсти все технические предписания. Технология обжига кирпича подразумевает соблюдение как температурного, так и временного режима. Иначе неизбежен бракованный продукт.
Как происходит обжиг керамического кирпича
Кирпич-сырец содержит в себе от 8% до 12% влажности, поступает в печь для обжига, где первоначально досушивается. Затем температура увеличивается до уровня 500-800°С, при котором происходит дегидратация минералов из глины. Из-за этого происходит усадка изделия. При температуре свыше 200°С наблюдается выделение летучих органических примесей и добавок.
На данном этапе температура обжига кирпича растет со скоростью 300-350°С/ч. Значение температуры поддерживается постоянным до тех пор, пока не выгорел углерод. И только после этого, температуру поднимают до 800°С. Воздействие таких температур приводит к тому, что продукт изменяет свою структуру. Некоторое время выдерживают предельную температуру для равномерного прогревания кирпича. Затем температура начинает постепенно снижаться.
Время обжига кирпича может достигать от 6ч до 48ч. Пока происходит данный процесс, кирпич неоднократно структурно изменяется. В случае соблюдения технологии производства, на выходе получается продукт с высокими прочностными и водостойкими качествами. Для него характерны звуко- и теплоизоляционные свойства, а также устойчивость к различным температурным режимам.
Рекомендуем прочитать:
Типы печей для обжига кирпича
На этапе обжига применяются различные печи. Какое оборудование для обжига кирпича использовать в производстве зависит от различных факторов. Печь, используемая для обжига кирпича, является и технологическим оборудованием и термодинамической открытой системой одновременно. В ней происходят постоянные тепловые процессы.
Кольцевая печь
Кольцевая печь для обжига кирпича
Одним из видов печей для обжига кирпича являются кольцевые печи. Наибольшее распространение в производстве кирпича получили именно данные печи со сводами. Если кольцевая печь для обжига кирпича устанавливается не на производственном предприятии, то целесообразно использовать ее без свода. Стоимость постройки по сравнению с напольными печами чуть дороже, однако, их обслуживание намного удобнее и легче.
Схема кольцевой печи для обжига кирпича
Обжиг кирпича в кольцевой печи дает результат по качеству значительно выше, чем в напольной, а топливо расходуется в несколько раз меньше на 1 тысячу обжигаемых кирпичей. Еще одним преимуществом данных печей является то, что топить ее можно различными видами топлива. Все это оказало влияние на широкое распространение кольцевых печей.
Туннельная печь
Туннельные печи идут на смену кольцевым, постепенно вытесняя их. Все больше крупных кирпичных заводов применяют их на своем производстве. В туннельных печах кирпич передвигается на специальных вагонетках, в отличие от кольцевых, где кирпич установлен неподвижно, и через него проводят различные температурные режимы.
Туннельная печь для обжига кирпича легче в обслуживании, потому что выгрузка и загрузка партии кирпичей происходит за пределами печи, где для персонала существуют приемлемые температурные условия. К тому же, механизировать процессы гораздо легче перед рабочей зоной, нежели в ней.
Печь представляет собой туннель, внутри которого проложены рельсы. Обжиг кирпича в туннельной печи происходит на вагонетках, которые стоят одна за одной по всей длине туннеля. Через определенный интервал времени в туннель заходит новая вагонетка с сырым кирпичом, а с обратной стороны туннеля выезжает вагонетка с уже готовой продукцией.
Туннельная печь для обжига кирпича
В печах могут быть установлены различные источники тепла. Топить печи для обжига возможно углем, нефтью. Устанавливается электропечь, или газовые горелки. От вида выбранного источника тепла зависит удобство обслуживания и экономическая выгода производства. Если для производства выбрана газовая печь для обжига кирпича, то не зависимо от того — кольцевая или туннельная печь — результат будет качественный только при соблюдении технологических параметров.
Обжигаем кирпич в домашних условиях
Если отстранится от больших объемов производства на кирпичных заводах и подумать о меньших количествах выпуска продукции, то возможно организовать обжиг керамического кирпича в домашних условиях. Для того чтобы обжечь кирпич в небольших количествах, понадобится обыкновенная металлическая бочка емкостью от 200 до 250 л. Предварительно в ней необходимо вырезать днища с обеих сторон.
Обжиг можно осуществлять и с помощью костра. Для этого нужно вырыть яму глубиной в полметра, а над ней установить бочку, приподнятую над краем ямы на высоте приблизительно 20 см. В месте, где отсутствует нижнее днище, необходимо приспособить опоры в виде прутов или металлическую решетку. Это необходимо для того, чтобы была основа для складирования кирпича внутри бочки.
После заполнения бочки кирпичом, верхнюю ее часть прикрыть крышкой, дабы минимизировать потери тепла. Обжиг длится примерно 20 часов, в зависимости от свойства глиняного состава, используемого в кирпиче. Можно производить обжиг кирпича газом, но как упоминалось выше, от вида топлива зависит экономическая рентабельность.
Схема печи для обжига кирпича газом
Рекомендуем эти статьи:
Что необходимо для покупки печи для обжига кирпича
Если же задуматься об открытии бизнеса по производству керамического кирпича, то необходимо рассмотреть более серьезные варианты, чем жечь костры во дворе. Если уже принято решение купить мини печь для обжига кирпича, то необходимо выбрать оптимально подходящий вариант. Стоит продумать о том, какие объемы планируются выпускаться, ведь каждая печь имеет свою производительность.
Также важный пункт — подобрать печь с подходящим видом топлива, потому что в наше время быстрых перемен цен на энергоносители, этот вопрос требует серьезного отношения. Стоит задуматься о целесообразности покупки печи для обжига с большей производительностью, если в планах есть увеличение производства.
Когда вопросы по основным характеристикам решены, необходимо подобрать подходящий вариант модели и начать поиски вариантов выгодной покупки. Цена печи для обжига кирпича у разных дилеров и продавцов может колебаться, поэтому торопиться не стоит. Большинство представителей, реализующих данную продукцию, не выставляют цены в открытом доступе, поэтому придется потрудиться в поисках выгодного предложения. Но результат экономии может приятно превзойти все ожидания!
Огненных колец: печи Hoffmann
————————————————- ————————————————— ——————————————-
Пожар ведется по всему зданию в бесконечном процессе, который чрезвычайно энергоэффективен
————————————————- ————————————————— ——————————————-
Фотографии вверху: масштабная модель эллиптической печи Гофмана, построенная в 1868 году.Выставлен в Музее искусств и ремесел в Париже, Франция.
————————————————- ————————————————— ——————————————-
————————————————- ————————————————— ——————————————-
«Печь Гофмана», «кольцевая печь» или «кольцевая печь» представляла собой массивную печь, в которой глина обжигалась при температуре около 1000 ° C (1830 ° F) для производства кирпичей и плитки.Это была круглая, эллиптическая или прямоугольная кирпичная кладка, которая состояла из бесконечного туннеля, разделенного на 12–24 камеры, все соединенные друг с другом и с главным дымоходом, ведущим к большой трубе. В каждой из камер также было отверстие, через которое загружались и выгружались кирпичи, которые закрывались дверью или временной кирпичной стеной.
Камеры были заполнены кирпичами (их около 25 000) и обжигались один за другим. Тепло в одной камере использовалось не только для обжига кирпичей внутри, но и для предварительного нагрева кирпичей для обжига в последующих камерах.Между тем воздух, который втягивался через дверь камеры, в которой выгружались кирпичи, двигался в противоположном направлении и охлаждал уже обожженные кирпичи в предыдущих помещениях. Огонь «гнался» по всему зданию в бесконечном процессе, который был чрезвычайно энергоэффективным. В зависимости от размера печи для полного цикла огня требовалось от одной до шести недель.
Кольцевая печь была запатентована в Германии Фредериком Хоффманном в 1858 году.Он произвел революцию в отрасли производства кирпича и плитки по множеству причин: он позволил повысить качество керамических изделий и сделать его более однородным, он был намного более экономичным как с точки зрения расхода топлива, так и затрат на рабочую силу, а также значительно увеличил объем производства — до до 10 миллионов кирпичей на завод в год. Население быстро росло в начале промышленной революции, и производители кирпича изо всех сил пытались удовлетворить спрос. Печь Хоффмана позволяла массовое производство кирпича и плитки, но, несмотря на ее сложность, весь процесс обжига проводился без использования машин.
Непрерывное производство
Обжиговая печь Hoffmann — это так называемая «обжиговая печь непрерывного действия» — она работает 24 часа в сутки, 7 дней в неделю, 365 дней в году (за исключением случаев, когда она выходит из строя на техническое обслуживание). До изобретения кирпичи и плитки обжигали в так называемых «печах периодического действия». Этот метод был очень трудоемким, потому что он очень важен для того, чтобы керамические материалы не нагревались и не охлаждались слишком быстро. Это означало, что огонь нужно было увеличивать очень медленно и осторожно, а обожженные кирпичи должны были оставаться в печи через несколько дней после тушения пожара.В течение всего этого периода печь периодического действия не могла быть использована для выпечки новой стопки кирпичей. Более того, саму конструкцию приходилось каждый раз нагревать, а в процессе обжига большая часть тепла терялась через дымоход или крышу, тратя большое количество топлива.
Первоначальная печь Хоффмана была круглой в плане с большим дымоходом, расположенным в центре (иллюстрация выше), но от этой формы быстро отказались в пользу эллиптической формы и, в конечном итоге, прямоугольной формы с двумя параллельными туннелями, построенными бок о бок, соединенными изогнутыми туннели с обоих концов (см. рисунок ниже).Дымоход мог быть посередине или рядом со зданием. Прямоугольная печь экономила место, была проще в эксплуатации и обеспечивала более однородную циркуляцию воздуха.
Загрузка печи
Некоторые печи Hoffmann работали на газе, но в основном в качестве топлива использовался уголь. В потолке кольцевой печи было много рядов отверстий, закрытых воздухонепроницаемыми металлическими крышками, которые были известны как «питающие отверстия» (см. Рисунок и рисунок ниже). Опытные «кочегары» с помощью небольшой лопаты для угля сбросили небольшое и точно дозированное количество измельченного угля через отверстия над топкой камеры.
Они сформировали команду с «сеттерами», которые построили штабеля необожженных зеленых кирпичей внутри камер. Эти стопки были расположены так, чтобы в них были дымоходы и каналы для равномерного выпекания. Прямо под каждым питающим отверстием кирпичи были устроены так, чтобы образовать «очаги», в которых можно было сжигать топливо. Это были полые шахты, построенные из кирпичей, иногда с выступающими кирпичами, чтобы все топливо не упало прямо на дно.
После того, как штабеля были построены, камера закрывалась дверью или временной кирпичной стеной, которую нельзя было снова открывать до разгрузки кирпичей через несколько недель.Не было необходимости входить в камеры, чтобы зажечь огонь: как только комната была достаточно предварительно нагрета горячими газами соседних камер, температура внутри становилась достаточно высокой, чтобы самопроизвольно сгорать уголь, который был сброшен через загрузочные отверстия.
Как это работает
В книге «Цемент, бетон и кирпич», опубликованной в 1914 году, Альфред Б. Серл дает ясное и подробное описание точной работы прямоугольной печи Гофмана на основе чертежа.Несмотря на свою длину, его объяснение очень полезно, поэтому вот оно — слегка адаптированное — целиком:
«Предполагая, что печь работает на полную мощность, происходит следующее: топливо подается в загрузочные отверстия, покрывающие три камеры (1, 2 и 3). Небольшой заряд топлива помещается в каждое отверстие каждые квартал. часа. Номер 1 будет почти закончен. Горячие газы от горящего топлива будут переноситься тягой через пять последующих камер (4, 5, 6, 7 и 8) и будут постепенно нагревать кирпичи без необходимости любое внимание.После этого газы будут иметь настолько низкую температуру, что они больше не будут использоваться и будут отводиться через дымоход в камере 8 в главный дымоход и, таким образом, в дымоход. Тем временем все заслонки главного дымохода в камерах 1–7 остаются закрытыми, так что все имеющееся тепло используется для обогрева кирпичей, подлежащих обжигу ».
«Камеры 9, 10 и 11 содержат свежеуложенные кирпичи, и они должны быть отделены от остальной части печи. Их температура должна быть повышена не менее чем до 120 градусов Цельсия (248 ° F) за счет отдельного источника тепла; для обогрева их отходящими газами обычно вызывают их сильное загрязнение, хотя для некоторых целей это не имеет значения, и их можно сразу же направить в так называемый «круг печи» без какого-либо предварительного нагрева.Однако обычно кирпичи необходимо нагреть максимально чистым воздухом до тех пор, пока их температура не станет такой, чтобы на них не образовывались продукты конденсации. Самый чистый теплый воздух, который можно получить, — это воздух, который проходит через камеры, содержащие охлаждающие блоки (14, 15 и 16), и многие печи имеют специально оборудованные дымоходы для подачи теплого воздуха для этой цели [не показаны] ».
«Как только кирпичи нагреются до температуры около 120 градусов по Цельсию (248 ° F), перегородка между камерой 8 и камерой 9 удаляется.Заслонка дымохода в камере 8 закрывается и подача теплого воздуха в номер 9 перекрывается. Горячие газы из топлива затем проходят в камеру 9, которая, как говорят, «попадает в обжиг печи». Между тем камера 12 заполнена, а камера 13 пуста или опорожняется ».
«Камеры 14, 15 и 16 содержат блоки, которые охлаждаются, это достигается автоматически за счет тяги печи, которая втягивает холодный воздух через открытый дверной проем камеры 13. Впускаемый таким образом воздух сначала соприкасается с почти холодными кирпичами, и постепенно нагревается, забирая тепло от охлаждающих кирпичей на своем пути до тех пор, пока, когда оно не достигнет горящего топлива в камерах 1, 2 и 3, не достигнет той же температуры, что и самые горячие кирпичи в печи, и не обеспечит при тщательном управлении очень полное сгорание топлива без каких-либо потерь тепла.«
«Любое описание работы печи непрерывного действия обязательно должно показаться сложным, но на самом деле эти печи довольно просты. Как только камера наполняется, ее содержимое сначала нагревается горячим воздухом, а затем помещается в обжиг печи, как описано. Затем он не требует дальнейшего внимания, пока он не станет настолько горячим, что в него нужно будет подать немного топлива для завершения горения. Как только содержимое этой камеры нагреется в достаточной степени, добавление угля в него прекращается, другая камера вводится в круг печи и т. д.; одна камера опорожняется, а другая заполняется непрерывно, и огонь циркулирует вокруг печи совершенно равномерно и непрерывно.«
Умелое управление
Понятно, что печь Hoffmann требовала умелой и осторожной эксплуатации. Если температура была слишком высокой, кирпичи выходили деформированными. Если температура была слишком низкой, кирпичи были бы непрочными и пористыми. Если кирпичи будут нагреваться или охлаждаться слишком быстро, это приведет к образованию трещин, деформации или перекручивания товаров. Ответственный за печь удостоверился в завершении обжига путем испытаний, измерения усадки и конусов Сегера (рисунок справа).В хорошо эксплуатируемой печи Хоффмана в среднем было испорчено только 3 процента кирпичей, но при плохом управлении это могло быть 50 процентов.
Бесконечный туннель
Помимо бесхозяйственности, еще одним риском была погода. Если дымоход используется для создания сквозняков, шторм приведет к неравномерному нагреву. Поэтому в некоторых более поздних печах были установлены большие вентиляторы для получения более мощной и идеально стабильной тяги (что также ускорило производственный процесс). Большие перепады температур также были проблемой.
Хотя это упрощает объяснение системы Хоффмана, в действительности большинство этих обжиговых печей непрерывного действия не состояло из 12-24 отдельных камер. Так называемые камеры были в основном теоретическими секциями бесконечного туннеля, которые действительно могли быть отделены друг от друга очень большими металлическими амортизаторами (которые можно было поднимать и опускать снаружи) или — позже — листами бумаги или ткани (которые автоматически разорванный в нужный момент приближающимся горячим воздухом).
Ziegelwerk Notthaft от schlot.at
Но в любой момент процесса действовало максимум 3 заслонки, поэтому в реальности печь Гофмана никогда не содержала более трех камер, одна из которых была очень большой. Основная функция заслонок заключалась в предотвращении холода. воздух втягивается из-за неправильного обхода печи.
Гигантский вариант изразцовой печи
Примечательно, что работа печи Hoffmann очень напоминает работу изразцовой печи на дровах — очень эффективного отопительного прибора, который использовался со времен средневековья для обогрева внутренних помещений зданий.В обоих случаях сложная система дымоходов и каналов удерживает горячие газы внутри духовки как можно дольше. Только когда их температура становится настолько низкой, что они больше не используются, газы могут выходить через дымоход.
Это делает процесс горения очень энергоэффективным (потому что используется почти все выделяемое тепло) и относительно чистым (из-за полного сгорания дым практически не выходит из дымохода).
В печи Хоффмана газы, выходящие из дымохода, имеют температуру ниже 130 градусов по Цельсию (266 ° F), тогда как газы из периодических печей имеют температуру 800 градусов по Цельсию (1472 ° F) или даже выше, что приводит к потере больших количеств. топлива, как и в неэффективной дровяной печи.В среднем расход топлива печи Hoffmann составляет одну треть от потребления топлива в печи периодического действия.
Другое сходство между изразцовыми печами и обжиговыми печами Hoffmann заключается в том, что обе печи постоянно излучают тепло, и их нужно только время от времени топить, чтобы процесс продолжался. И точно так же, как духовка, печь Hoffmann становится тем более энергоэффективной, чем больше она больше. Поэтому одним из недостатков печей Hoffmann было то, что они требовали большого участка земли. Их минимальный периметр составлял не менее 68 метров (224 фута), а некоторые прямоугольные печи были от 100 до 200 метров (от 328 до 656 футов в длину).
Существует также одно важное различие между кольцевыми печами и духовыми печами: печь Hoffmann имеет массивные стены (толщиной около одного метра), обеспечивающие хорошую изоляцию, чтобы предотвратить утечку тепла наружу здания. В духовке это не так, потому что она предназначена для наружного обогрева.
Несмотря на свою энергоэффективность, печи Hofmann не были чистыми и приятными фабриками. Кочегары были покрыты черной сажей, и людям, живущим вокруг печи, это тоже не нравилось.Однако эти побочные эффекты больше связаны с эпохой использования обжиговых печей Hoffmann, чем с самой технологией — уголь был повсюду, а дымоходы не были оборудованы скрубберами.
Некоторые кольцевые печи работали на газе (опять же, как и некоторые изразцовые печи), и, в принципе, они также могли питаться от различных видов топлива из биомассы или (чистого) электричества. Нет никаких причин, по которым сегодня печь Hoffmann должна быть более грязной, чем современная кирпичная или цементная печь.
Сушильные камеры Hoffmann с несколькими огнями
Печь Hoffmann быстро завоевала популярность — в 1870 году, через десять лет после постройки первой печи, по всему миру уже работало 639 единиц.На протяжении столетия он оставался самой важной технологией обжига кирпича, плитки и керамических труб.
Первоначальный дизайн был адаптирован ко многим другим формам, некоторые из них довольно впечатляющие. Важное усовершенствование печи Hoffmann было сделано Якобом Бюрером из Швейцарии. Он добился высокой топливной эффективности и значительного увеличения производительности за счет использования печи непрерывного действия с туннелем, который примерно вдвое длиннее и вдвое шире, чем обычно используемые. Чтобы преодолеть трудности конструкции и потерю тепла, присущую чрезвычайно длинной и узкой печи, Бюрхер расположил свой туннель зигзагообразно.Хотя внешне его печь квадратная в плане, ее эффективная длина туннеля почти вдвое больше, чем у печи Гофмана.
Там, где требовалась очень большая производительность, были построены «шахтные печи», форма которых была аналогична одной из схем, показанных выше. Благодаря их особой форме в каждой печи можно было поддерживать несколько костров с минимальными трудозатратами, а стоимость возведения была меньше, чем у нескольких печей непрерывного действия одинаковой общей мощности. В начале 20-го века на континенте существовало уже более 200 таких шахтных печей с годовой производительностью от 5 до 50 миллионов кирпичей каждая.
Обжиговая печь непрерывного действия иногда увеличивалась за счет использования только что описанного принципа «хвостовика»: такая переделка старой круглой печи Hoffmann показана слева. При таком увеличении печи в большинстве случаев необходимо было дополнить тягу в дымоходе с помощью вентилятора. Некоторые большие печи непрерывного действия также были оборудованы несколькими дымоходами. Внизу: 40-камерная печь с двумя дымоходами.
Сушильные камеры Hoffmann, используемые сегодня
Сегодня кольцевые печи (и некоторые альтернативы) все еще используются в развивающихся странах (на первом рисунке ниже показана одна в Китае, на втором рисунке ниже — в Монголии), а также некоторыми кустарными производителями традиционного кирпича в развитых странах — их продукция в основном направлен на реновацию исторических зданий.
В некоторых развивающихся странах используется низкотехнологичная версия печи Хоффмана, в которой арочная крыша заменена крышкой из кирпича и песка. Они называются траншейными печами Булла — названы в честь их британского изобретателя У. Булла — и распространены в Пакистане, Индии, Бангладеш, Непале (некоторые отличные фотографии здесь) и Мьянме.
Эти полунепрерывные печи длиной от 100 до 150 метров, обычно сооружаемые в траншее, производят кирпичи аналогичной прочности, но с меньшим эстетическим качеством.В траншейной печи Bull’s дымоходы из легкого листового металла каждые 24 часа перемещаются бригадой рабочих, чтобы сжечь другую часть туннеля.
«Кирпичный завод» на тарботе
Эти печи менее эффективны, чем настоящие печи Хоффмана, но все же более эффективны, чем печи периодического действия. Их большое преимущество в том, что они дешевле в сборке. В настоящей печи Хоффмана необходимо сжечь от шести до десяти миллионов кирпичей, прежде чем экономия топлива окупит стоимость строительства печи.
Во второй половине двадцатого века большинство печей Hoffmann в развитых странах были заменены туннельными печами непрерывного действия (которые уже были запатентованы в 1877 году другим немцем, Отто Боком). В туннельной печи процесс печи Hoffmann перевернут с ног на голову.
Современное производство кирпича: туннельная печь
В печи Hofmann кирпичи остаются на месте, и огонь перемещается, но в туннельной печи огонь остается неподвижным, в то время как кирпичи медленно перемещаются по туннелю.Огонь расположен в центре, и кирпичи медленно проходят через туннель на поезде или конвейерной ленте, так что кирпичи, которые находятся в начале туннеля, медленно нагреваются огнем в дальнейшем, а кирпичи, прошедшие через огню дают постепенно остыть.
«Кирпичный завод» на тарботе
Туннельные печинамного дороже в строительстве, чем печи Hofmann, но они экономят на затратах на рабочую силу, поскольку могут быть в высокой степени автоматизированы — сегодня они работают без присутствия человека.Тем не менее, несмотря на все эти высокие технологии, они не более энергоэффективны, чем печи Hoffmann — оба процесса требуют около 2000 килоджоулей на килограмм кирпича.
По сравнению с некоторыми улучшенными версиями печей Hoffmann, туннельная печь еще менее эффективна. Более того, на современных предприятиях по производству кирпича слишком часто энергоэффективность приносится в жертву скорости, а процессы сушки и охлаждения ускоряются за счет дополнительных затрат энергии (см. Характеристики современной туннельной печи).
Причина существования туннельной печи заключается в том, что производственный процесс еще больше ускоряется, что приводит к гораздо большему выпуску кирпича. Это также может быть самым разрушительным аспектом современного производства кирпича, потому что, похоже, существует корреляция между скоростью производства и легкостью, с которой мы сносим здания.
© Крис Де Декер (под редакцией Винсента Грожана)
Источники (в порядке важности):
- «Цемент, бетон и кирпич», Альфред Б.Серл, 1914.
- «Современное производство кирпича», Альфред Б. Серл, 1911. В главе 8 (стр. 243-367) есть дополнительная информация о печах Hoffmann.
- «Большая четверка», Музей искусств и ремесел.
- «Заметки о строительстве», Генри Фидлер, 1889 г.
- «Словарь искусств, мануфактур и шахт, содержащий четкое изложение их принципов и практики», Том III, 1875.
- «Сушильные камеры Hoffmann», Немецкая биржа соответствующих технологий (GATE).
- «Hoffmannscher Ringofen», немецкая Википедия. Примечание: описание печи Хоффмана в английской Википедии неверно. Его путают с туннельной печью.
- «Обжиговая печь Хоффмана, Крейвен-лаймовый завод», Из забвения.
- «Архитектурная керамика: кирпич, плитка, трубы, эмалированная терракота, обычные и инкрустированные карьеры, мозаика из керамики, фаянс и архитектурная керамика», Леон Лефевр, К.Х. Берд и У. Мур Биннс, 1900.
- «Кирпичный завод» тарбоут (рисунки).Также ознакомьтесь с коллекцией кирпичей и другими промышленными наборами.
- «Кольцо-Офен» Карла Энкеля (рисунок).
- «Ziegeleipark Mildenberg» Матиаса 17 (фотографии).
- Briqueterie DeWulf & Schlot.at (фотографии).
Статьи по теме:
Главная страница.
————————————————- ————————————————— ——————————————-
————————————————- ————————————————— ——————————————-
Подъемные печи в Китае
Малогабаритная альтернатива обжиговой печи Hoffmann — это печь для обжига кирпича с вертикальным валом (рисунок ниже).Она появилась в 1960-х годах в Китае и, как говорят, в два-три раза эффективнее печи Хоффмана.
Кроме того, он дешев в строительстве, не требует большой площади земли и также подходит для производства гораздо меньшего количества кирпича. Обжиговая печь Hoffmann должна быть достаточно большой, чтобы быть эффективной, и она не подходит для производства менее 15 000 кирпичей в день (около 5 миллионов кирпичей в год).
В вертикальной шахтной печи для обжига кирпича зона возгорания находится в середине шахты.Кирпичи загружаются сверху (на картинке не показан пандус сзади) и выгружаются снизу. По сути, печь построена внутри дымохода. Его работа объясняется здесь. Около 50 000 из них построено в Китае.
Хотя исследования этого типа печей все еще немногочисленны, не будет сюрпризом, если окажется, что китайцы нашли наиболее экологичные способы обжига кирпичей. Выше было описано, что до печи Хоффмана все печи были печами периодического действия, но это не совсем правильно.
Ранние китайские гончары уже построили свои печи в виде серии камер на склоне холма (рисунок справа) в V веке. Самая нижняя камера была запущена первой, и тепло сгорания поднималось через камеры выше по склону холма, предварительно нагревая керамику. После обжига камеры печи она охлаждалась воздухом, проходящим через нее снизу. Эти китайские подъемные печи — также питаемые через отверстия в крыше — были предшественниками печи Хоффмана.
————————————————- ————————————————— ——————————————-
————————————————- ————————————————— ——————————————-
Траншейная печь Быка в Непале:
Больше фотографий здесь.
————————————————- ————————————————— ——————————————-
————————————————- ————————————————— ——————————————-
Гибридные печи Хоффмана
Печь Hoffmann — это серия печей периодического действия.Обжиговые печи Hoffmann являются наиболее распространенными обжиговыми печами, используемыми для производства кирпича и некоторых других керамических изделий. Запатентованная немцем Фридрихом Хоффманном для производства кирпича в 1858 году, позже она использовалась для обжига извести, и была , известная как , печь непрерывного действия Hoffmann . Первые печи Хоффмана имели форму большой круглой кольцевой камеры с массивные стены и большой дымоход в центре, к которому ведут подземные радиальные дымоходы сходились от внутренних стен каждой из двенадцати камер.Камеры с бочкообразной аркой (например, железнодорожный туннель) имеют несколько небольших питающих отверстий в арках крыши, через которые мелкий уголь может подаваться в пространства, образованные между кирпичами для обжига. Печь Hoffmann — это серия печей периодического действия. Обжиговые печи Hoffmann являются наиболее распространенными обжиговыми печами, используемыми для производства кирпича и некоторых других керамических изделий. Запатентованный немцем Фридрихом Хоффманном для производства кирпича в 1858 году, он позже использовался для обжига извести, и был известен как печь непрерывного действия Hoffmann . |
Первые печи Хоффмана имели форму большой круглой кольцевой камеры с массивные стены и большой дымоход в центре, к которому ведут подземные радиальные дымоходы сходились от внутренних стен каждой из двенадцати камер. Камеры с бочкообразной аркой (например, железнодорожный туннель) имеют несколько небольших питающих отверстий в арках крыши, через которые мелкий уголь может подаваться в пространства, образованные между кирпичами для обжига.
Вокруг внешней стены печи было двенадцать отверстий для загрузки и разгрузки. индивидуальные огневые камеры. Эти камеры были отделены друг от друга очень большими металлическими заслонками, которые можно было поднимать и опускать, когда огонь перемещался по печи от камеры к камере.
После того, как печь зажжена, ее можно погасить, и последовательность операций будет непрерывной.
Через равные промежутки времени зона горения перемещается вперед и соответствующие изменения вносятся в заслонки между камерами и в дымоход.
Загружаемые и разгружаемые камеры движутся вперед последовательно,
Таким образом, тепло отводится от охлаждающих блоков, а также от горячих дымовых газов.
По мере того, как огонь проходит вокруг печи, камеры перед фактической зоной обжига постепенно нагреваются, а камеры позади медленно охлаждаются.
Гибридная печь Хоффмана
Первоначальная круглая печь Хоффмана больше не используется, ее заменила более современная версия, которая представляет собой два параллельных туннеля, построенных бок о бок, соединенных изогнутыми туннелями с обоих концов.При таком расположении дымоход строится вне конструкции печи и может быть подключен к более чем одной печи. Шестнадцать камер — это минимум для эффективной работы; предпочтительнее двадцать две камеры. Хотя время обжига составляет всего около трех дней, кирпичи находятся в печи около десяти дней, чтобы обеспечить повышение температуры и, после обжига, последующее понижение температуры перед разгрузкой камер.
Оригинальный Hoffmann был заменен , потому что он имел такую большую теплопоглощающую массу, а сужающиеся камеры обжига были маленькими и излишне сложными для загрузки, в то время как очень большой демпфер между камерами был громоздким и неудобным в эксплуатации.Этот демпфер был заменен приклеиванием бумажного или тканевого экрана между секциями огневого туннеля по мере его загрузки. Для увеличения производительности строятся печи непрерывного действия с более длинными контурами, по которым зона обжига проходит быстрее. В больших печах возможно одновременное функционирование двух зон обжига. Для экономии места обжиговая цепь изогнута зигзагообразно. Также используются другие конструкции, в которых контуры построены в форме Т, Y или X с дымоходом в центре.В принципе, они не отличаются от печи Hoffmann, но благодаря высокой скорострельности и мощной вытяжной системе они по-прежнему популярны в некоторых странах.
Гибридная печь Хоффмана | Гибридная печь Хоффмана |
Преимущества печей Hoffmann
• Они экономичны по топливу из-за прямого вдувания в кирпичи и использования отходящего тепла для сушки и предварительного нагрева сырых кирпичей
перед обжигом.Показатели эффективности печей Hoffmann, использующих уголь в качестве топлива, в Англии и Китае, колеблются от 1800
в лучшем случае до 2350 кДж на кг обожженного кирпича в худшем случае.
• Они способны сжигать очень большого количества кирпичей, равномерно и с минимальными потерями.
• Использование системы понижающей или поперечной тяги, при которой топливо сжигается через равные промежутки времени между кирпичами, обеспечивает равномерное горение
по всей печи.
• Горение регулируется за счет использования демпферов и тщательной топки. A различные виды топлива из биомассы могут успешно использоваться ,
например, опилки и отходы деревообработки, рис и кофейная шелуха. Это топливо может быть добавлено через крышу печи
с использованием механизированных загрузочных бункеров для топлива, которые работают на сжатом воздухе или электричестве. Это необходимо при сжигании
топлива из биомассы, которое имеет более высокую массу и более низкую теплотворную способность, чем другие виды топлива, такие как уголь или кокс.
Недостатки печей Hoffmann
• Они имеют большую массу , которая поглощает много тепла , когда зона обжига продвигается вперед через холодную печь. Это компенсируется
тем фактом, что часть остаточного тепла в печи и обожженных кирпичах используется для предварительного нагрева воздуха для горения.
• Они на дороги в строительстве и требуют регулярного обслуживания. Некоторые модели представляют собой большие и сложные конструкции с очень сложной системой дымоходов и заслонок.
• Они занимают много места ; из-за этого они часто строятся в глиняном карьере после того, как вся полезная глина была извлечена,
, чтобы не занимать большие площади запасов глины.
• Прямая топка влияет на качество кирпичей непосредственно под топочными отверстиями. Эти кирпичи можно пережечь, и
обычно обесцвечиваются.
Этого можно избежать, сделав траншеи для стрельбы под загрузочными отверстиями, вдоль сторон
и в центре камеры для стрельбы.Эти траншеи содержат горящее топливо и предотвращают локальную порчу кирпича в печи.
Установка траншей для обжига, однако, означает, что мощность печи снижается для производства большего количества кирпичей, обожженных равномерно.
Печь Хоффмана
Выписка из:
Исследование добычи известняка в Лланиминехе
Написано в 1984 году Харви Кинастоном
ПЕЧЬ ХОФФМЕНА
КОНСТРУКЦИЯ, РАСПОЛОЖЕНИЕ И ФУНКЦИОНИРОВАНИЕ
КОНСТРУКЦИЯ ПЕЧИ
На рубеже веков существовала потребность в более мелкой извести, чем могли производить известные печи в форме перевернутых бутылок.Было решено построить в Лланиминече печь более высокого качества, которая могла бы производить известь за счет сжигания меньшего количества угля, тем самым производя более мелкую известь для промышленности. Обжиговая печь Хоффмана сегодня очень сильно заросла. Такие растения, как папоротники, мох, крапива и плющ, прочно прижились к нему, и на этом участке и вокруг него даже растет несколько крупных лип.
Несмотря на то, что растительность постоянно растет, печь находится в очень хорошем состоянии. Его овальная форма с крутыми наклонными сторонами имеет окружность примерно 110 метров, а каждая длинная сторона имеет длину 40 метров.Когда-то вся печь была покрыта изогнутой оцинкованной крышей, но она давно исчезла, оставив общую высоту от нынешнего пола около 4 метров или 40 слоев кирпича. При подсчете этих слоев было интересно отметить, что каждый слой чередуется, кирпичи лежат то на одной, то на другой стороне и так далее.
На одном конце печи (ближайшем к каналу) стоит высокая дымовая труба квадратного сечения примерно 30 метров высотой, которая уводила дым из помещения и, вероятно, служила для «протягивания» сквозняков.С годами его двойная кирпичная оболочка ослабла, и теперь она поддерживается железной опорой.
Вдоль каждой стороны печи расположены 6 арок шириной 1,25 метра и высотой 2,20 метра, которые обеспечивают вход в внушительный интерьер, в котором стоит длинная центральная колонна, поддерживающая крышу. В крыше можно увидеть небольшие квадратные отверстия, расположенные через равные промежутки. Их функция будет обсуждаться позже.
Слева от каждой арки находится вытяжное отверстие шириной 90 см и высотой 80 см, ведущее в печь, а также под ее дно.
Приближаясь к площадке со стороны A483, все еще можно мельком увидеть шпалы и рельсы трамвайных путей, которые обслуживали печь с грузовиками, перевозившими известняк или уголь.
Уже упоминалось, что эта структура предназначалась для производства более тонкой извести на рубеже этого столетия. Это один из немногих в стране, если не в Европе, и, судя по толщине его стен 1,70 метра, он определенно был построен на долгие годы. И все же обжиговая печь Хоффмана закрылась в 1914 году и поэтому находилась в эксплуатации только около 20 лет.Почему это было так — один из многих вопросов, на которые нет ответа. Возможно, одна или все из следующих возможных причин привели к его закрытию:
Жалобы на задымление
Известняк более высокого качества в Портиуэне
Начало Первой мировой войны
Плохое обслуживание и ухудшение состояния канала
Обжиговая печь Хоффмана никогда не работала хорошо
Печь Хоффмана, технология обжиговых печей Хоффмана, поставщик проекта печи Хоффмана Yingfeng Machinery Co., Ltd
Обжиговая печь Хоффмана состоит из основного прохода для огня, окруженного с каждой стороны несколькими небольшими комнатами.В каждой комнате есть поддон кирпича. В главном пожарном коридоре стоит пожарная повозка, в которой постоянно горит огонь. Каждая комната обжигается в течение определенного времени, пока кирпичи не будут должным образом застеклованы, после чего пожарный вагон перекатывается в следующую комнату для обжига.
Каждая комната соединена со следующей комнатой проходом, по которому проходят горячие газы от костра. Таким образом, самые горячие газы направляются в топку. Затем газы переходят в соседнее помещение, которое планируется запустить следующим.Там газы разогревают кирпич. По мере того, как газы проходят через контур печи, они постепенно охлаждаются, передавая тепло кирпичу при его предварительном нагреве и сушке. По сути, это противоточный теплообменник, который обеспечивает очень эффективное использование тепла и топлива.
Эта эффективность является основным преимуществом HHK и одной из причин его первоначального развития и постоянного использования на протяжении всей истории. В дополнение к внутреннему отверстию в пожарный проход, в каждой комнате также есть внешняя дверь, через которую недавно обожженный кирпич удаляется и заменяется мокрым кирпичом для сушки и последующего обжига в следующем цикле обжига.В HHK можно использовать любое топливо, включая уголь, бензин, природный газ, тяжелую нефть и древесное топливо. Группа компаний NutoolСтраница 2 из 3 Обжиговая печь Хоффмана состоит из основного пожарного прохода, окруженного с каждой стороны несколькими небольшими помещениями. В каждой комнате находится поддон
кирпичей. В главном пожарном коридоре стоит пожарная повозка, в которой постоянно горит огонь. Каждая комната обжигается в течение определенного времени, пока кирпичи не будут должным образом застеклованы, после чего пожарный вагон перекатывается в следующую комнату для обжига.
Каждая комната соединена со следующей комнатой проходом, по которому проходят горячие газы от костра. Таким образом, самые горячие газы направляются в топку. Затем газы переходят в соседнее помещение, которое планируется запустить следующим. Там газы разогревают кирпич. По мере того, как газы проходят через контур печи, они постепенно охлаждаются, передавая тепло кирпичу при его предварительном нагреве и сушке. По сути, это противоточный теплообменник, который обеспечивает очень эффективное использование тепла и топлива.
Эта эффективность является основным преимуществом HHK и одной из причин его первоначального развития и постоянного использования на протяжении всей истории. В дополнение к внутреннему отверстию в пожарный проход, в каждой комнате также есть внешняя дверь, через которую недавно обожженный кирпич удаляется и заменяется мокрым кирпичом для сушки и последующего обжига в следующем цикле обжига. В HHK можно использовать любое топливо, включая уголь, бензин, природный газ, тяжелую нефть и древесное топливо.
Топливо: уголь, газ, нефть, древесина, опилки, рисовая скорлупа и т. Д.
Производительность: от 10000 до 200000 кирпичей в сутки.
Топливо: уголь, газ, нефть, древесина, опилки, рисовая скорлупа и т. Д.
Производительность: от 10000 до 200000 кирпичей в сутки.
Размер: Расстояние между каждой дверью около 5 метров, покупатель может построить от 8 до 44 дверей по своему желанию.
(PDF) Модификация печи из красного кирпича Hoffman и снижение загрязнения
94 Абдель Рахим Мубарак Абу синана и др.
меры, обеспечивающие адекватную потерю температуры в печи и сокращение выбросов газа на
были предотвращены воздействием загрязнения.Следовательно, улучшение качества кирпича
и снижение потерь энергии в блочном кирпиче может привести к снижению выбросов газа
(Schilderman, 2002). Кроме того, распределение энергии в печи и конденсация
газов внутри печи могут привести к меньшему вкладу загрязнения воздуха в размере
. Исследование загрязнения воздуха в этом районе может быть использовано для дальнейшей оценки
, чтобы оценить аэрозольное загрязнение на берегу Голубого Нила от различных
заводов по обжигу кирпича в этом районе.
ССЫЛКИ:
[1] Алам, С. А. и Старр, М. (2009). Вырубка лесов и выбросы парниковых газов
, связанные с потреблением топливной древесины при производстве кирпича в Судане.
Наука об окружающей среде в целом, 407, с. 847–852.
[2] Ishtiag Abdalla a, c, Sahar Babiker Abdalla b, d, Kamal El-Siddig d, Detlev
Möller a, Andreas Buerkert, (2012) Влияние производства красного кирпича на землю
использование, доход домохозяйства, и выбросы парниковых газов в Хартуме, Судан,
Журнал сельского хозяйства и развития сельских районов в тропиках и субтропиках,
Vol.113 №1п. 51–60.
[3] Самир Майтель и др., (2012) Оценка производительности кирпичных печей и дорожная карта
для более чистого производства кирпича в Индии, Фонд устойчивой энергетики Шакти
и инициатива, поддержанная Фондом климатических работ, отчет.
[4] Сингх А. Л. и Сарфараз Асгер М. (2005). Воздействие печей для обжига кирпича на землю
Изменения в использовании / растительном покрове вокруг города Алигарх, Индия. Habitat International, 29,
591–602.
[5] Дженсен Р. и Пеппард-младший Д. М. (2004). Традиционная кирпичная промышленность
и сельское хозяйство Вьетнама. Журнал азиатских и африканских исследований, 39
(3), 193–207.
[6] Тим Джонс, (1995) Техническое описание Gate, печь Хоффмана.
[7] Герхард Мершмер, (2000), Техническое описание GATE, Обжиг глиняных кирпичей,
http: / www2.gtz.de/ Basin / gate / th23 / обжиг глины.
[8] NIFES (1993), Оценка непрерывного VSBK в Китае, за рубежом
Администрация развития, Лондон.
[9] G.F.C Roger и Y.R Mayhew (1995) Транспортные свойства жидкости, 3-е издание
. Научно-образовательная ассоциация, справочник по машиностроению
(1999), discat way, Нью-Джерси.
[10] Б. Сенгупта, Центральный совет по контролю за загрязнением, комплексная отрасль
документ со стандартами выбросов, руководящими принципами и регулированием высоты штабеля для
вертикальных шахтных печей для обжига кирпича(VSBK), регулированием и контролем загрязнения
меры, COINDS / 71/2007, Веб-сайт: www.cpcb.nic.in.
[11] Кельвин Мейсон Кей Остин ПАТ Бриф, (1998) Разработка стандарта для сравнения
Энергетическая эффективность процесса обжига кирпича.
[12] Исхак, М., Хан, М. А., Ян, Ф. А. и Ахмад, И. (2010). Тяжелые металлы в кирпиче
Участок, расположенный в печи с использованием атомно-абсорбционного спектрофотометра: пример из практики
Печь Хоффмана — نعت آجر — Кирпичная печь
Печь Хоффмана
Из Википедии, бесплатная энциклопедия
Печь Хоффмана — это своего рода печь для обжига. используется в различных отраслях керамической промышленности.Печи, изобретенные человек с таким же названием в 1856 году и в настоящее время используются в кирпиче, глине, керамике и огнеупорной промышленности. Эта печь относится к категории обжиговых печей непрерывного действия. В этой печи продукты фиксируются, а огонь подвижен.
Печь Хоффмана представляет собой длинный туннель, выполненный в форме кольца или эллипса, разделяющий его на камеры. Камеры печи Хоффмана соединены каналами или дверцами, встроенными в разделительные стенки камер. В каждой комнате также есть выходная дверь, которая используется для загрузки и разгрузки печи.Размер печи Хоффмана выражен этими дверцами; например, печь с 34 дверцами — это печь с 34 камерами, каждая из которых соединена с камерой для производства кирпича (или других продуктов). Место, где расположены топливные форсунки, тоже находится на крыше.
Как выпекать продукты в печи Хоффмана
В печи Хоффмана продукты нагреваются за счет тепла других камер. Перед приготовлением прямо на огне. Это называется предварительным прогревом. Это тепло вместе с выхлопным газом из камеры обжига проходит через встроенные клапаны и поступает в соседние помещения, нагревая в них продукты.Пока в помещении происходит выпечка, в противоположной камере (самое дальнее помещение) выполняются операции разгрузки и загрузки. Это делается с помощью дверцы, которая удерживает камеру вне духовки. Во время загрузки в печь также поступает холодный воздух, который всасывается огнем в камере обжига и проходит через вентиляционные отверстия между камерами. Так воздух выходит из помещений, где уже происходила выпечка, и охлаждает готовые горячие продукты.
Таким образом, в обжиговом кольце Хоффмана существует два воздушных потока.Во-первых, воздух, выходящий из камеры обжига в первом полукруге, предварительно нагревает следующие камеры. Во-вторых, воздух, поступающий снаружи полукруга в камеру обжига, охлаждает предыдущие помещения.
Когда операция обжига завершена в помещении для обжига, в комнате напротив кольца Хоффмана, операция заряжания завершается и дверь закрывается. В этот момент горелки переносятся с крыши на крышу следующей камеры. И входная дверь этого помещения (готового огневого помещения) будет снова открыта для разгрузки и заряжания.
Типы печей Хоффмана
Обжиговые печи Хоффмана бывают нескольких различных типов:
- Кольцевая печь
- Зигзагообразный клин
- Обжиговая печь Бока
- Обжиговая печь Харризона
Но обычно кольцевую печь H называют. .
Другой тип печи для обжига кирпича — это туннельная печь.
Печь Хоффмана — Машина для производства глиняных кирпичей — Машина для производства кирпича — Машина для производства кирпича Baoshen
Сушильная камера Хоффмана
1.Введение и история
Обжиговая печьHoffman — это непрерывная, движущаяся печь для обжига, в которой огонь всегда горит и движется вперед через кирпичи, уложенные в замкнутый контур круглой, эллиптической или прямоугольной формы с арочной крышей. Движение огня вызывается тягой, создаваемой дымоходом или вентилятором. Печь Хоффмана была разработана и запатентована Фридрихом Хоффманом в Германии в 1858 году. Эти печи когда-то широко использовались в Европе для производства кирпича, керамики и извести.
Первоначальная конструкция печи Хоффмана имеет круговой контур вокруг центрального дымохода. Однако со временем эта конструкция была изменена, и теперь на практике чаще используются печи Хоффмана эллиптической или прямоугольной формы.
Рабочая система печи Хоффмана (продолжить укладку сухих кирпичей, продолжить выгрузку готовых кирпичей)
2. Описание и работа
3. Производственная мощность печи Хоффмана
Обжиговая печь Хоффмана (камеры) | Годовая мощность | Оборудование печи | Производственные дни в году |
18-24 | 15 ~ 20 миллионов шт. | Тележка из сухого кирпича, тракторная, трехколесная, готовая кирпичная тележка, воздуходувка и т. Д. | 330 дней |
26-32 | 20 ~ 25 миллионов шт. | Тележка из сухого кирпича, тракторная, трехколесная, готовая кирпичная тележка, воздуходувка и т. Д. | 330 дней |
32-42 | 25 ~ 35 миллионов шт. | Тележка из сухого кирпича, тракторная, трехколесная, готовая кирпичная тележка, воздуходувка и т. Д. | 330 дней |
48-56 | 35 ~ 40 миллионов шт. | Тележка из сухого кирпича, тракторная, трехколесная, готовая кирпичная тележка, воздуходувка и т. Д. | 330 дней |
56-60 | 40 ~ 50 миллионов шт. | Тележка из сухого кирпича, тракторная, трехколесная, готовая кирпичная тележка, воздуходувка и т. Д. | 330 дней |
4.Другое
Наша компания обеспечивает проектирование, поставку и строительство печи Хоффмана с использованием современных технологий и
разной вместимости.
Узнать сейчас!