Производство керамического кирпича: технология и этапы
 Производство изделий: кирпич перед обжигом
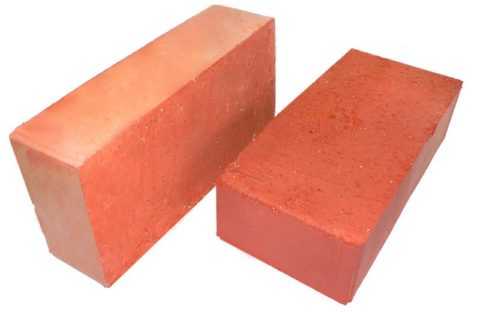
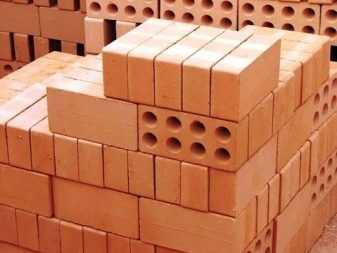
Производство изделий: кирпич перед обжигомВ общепринятом смысле, керамический кирпич представляет собой искусственный камень, который получают из глины, подвергающейся тщательной подготовке. В последующем производится формовка и обжиг.
Химические процессы, происходящие в процессе производства под воздействием высокой температуры, провоцируют изменение цвета изделий: они становятся красными. Термическая обработка также способствует набору прочности материала.
На первый взгляд, все кажется достаточно простым, однако это не совсем так. Выпуск керамических изделий – процесс достаточно сложный, требующий тщательного контроля не только на этапе подготовки сырья, но и входе самого производства.
В данной статье мы попробуем разобраться в том, что представляет собой производство керамического кирпича, рассмотрим основные этапы, а также познакомимся с самими изделиями.
Кратко о керамическом кирпиче
На заметку! В соответствии с ГОСТ, допускается изготовление и последующая реализация изделий, имеющих отклонения, не превышающие, как правило, 4-х мм. Это связано с тем, что идеального соответствия требуемому размеру добиться сравнительно трудно. Дело в том, что в процессе обжига происходит усадка, уровень которой напрямую зависит от сорта используемой глины.
Вес изделий может варьироваться в промежутке от 3, 5 до 4-х кг. Зависит он от прочности, плотности материала — и, разумеется, его пустотности.
Современные технологии позволяют выпускать изделия облегченные, отличающиеся неплохими показателями прочности при условии небольшого веса. Своими руками произвести такие кирпичи крайне сложно, так как процесс формовки – не прост.
 Вес кирпичей
Вес кирпичейТеперь немного о видах. Если говорить о качестве обжига и его продолжительности, то данный процесс во многом определяет результат производства.
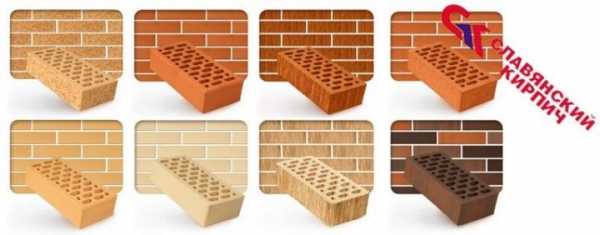
Рассмотрим, какие основные разновидности изделий выжженого кирпича существуют:
- Кирпич, обладающий относительно насыщенным красным цветом, обожжен лучше остальных видов. Он наименее хрупкий. Применяются такие изделия при строительстве практически любых конструкций, в зависимости от их значений прочности.
 Кирпич красный
Кирпич красный- А вот кирпичи, имеющие бледный цвет (их еще называют алыми), являются практически полной противоположностью вышеописанным. Они очень боятся механического воздействия, влага для них губительна, а качество обжига оставляет желать лучшего. Применять его можно, например, поместив в середину кладки – для забутовки. Также допускается использование при устройстве комнатной печи.
 Кирпич, прошедший некачественный обжиг
Кирпич, прошедший некачественный обжиг- Кирпич-железняк – это фактически пережженный кирпич. Он обладает темно-красным неравномерным по всей поверхности цветом. Он достаточно водоустойчив, поэтому может быть использован при укладке, например, трубы на крыше. Также его применяют при строительстве цоколя и стен подвалов.
 Кирпич-железняк
Кирпич-железняк- Полужелезняк применяется при возведении конструкций, находящихся в сырости. Такое изделие также сравнительно прочное и не боится влаги.
Помимо вышеперечисленных разновидностей существуют и другие. Классификация керамических изделий сравнительно многогранна, и основывается на целом ряде факторов.
Так можно выделить:
- Кирпичи пустотелые и полнотелые;
- Рядовые и лицевые;
- Огнеупорные (шамотный кирпич).
В отдельную группу стоит отнести клинкерные изделия, отличающиеся особой прочностью и влагоустойчивостью. Они изготавливаются из особого сорта глины, называющейся тугоплавкой.
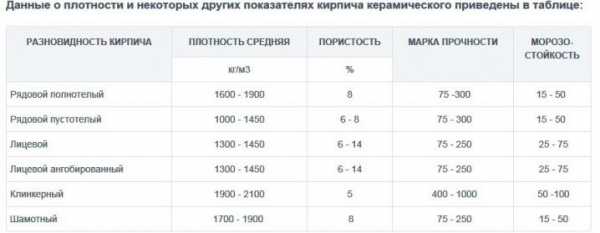
Рассмотрим при помощи таблицы основные свойства керамического кирпича разного вида.
 Клинкерный кирпич
Клинкерный кирпичТаблица 1. Керамический кирпич: свойства изделий различного вида:
| Наименование свойства | Керамический кирпич полнотелый | Клинкерные изделия | Шамотный кирпич | Облицовочный кирпич |
| Теплопроводность, Вт*мС | 0,6-0,7 | Около 1,0 | 0,6 | 0,3-0,6 |
| Морозостойкость, циклы | 15-50 | 50-100 | 15-50 | 35-75 |
| Пористость | 8 | До 5-ти | 8 | 6-15 |
| Цена на изделия (категория: высокая, средняя, низкая) | Средняя | Высокая | высокая | Средняя, высокая |
| Плотность | 1600-1900 | До 2100 | 1700-1800 | 1300-1400 |
 Кирпич шамотный
Кирпич шамотныйОбзор процесса выпуска
А теперь разберемся в том, что представляет собой технология изготовления керамического кирпича — и начнем с процесса подготовки сырья.
Подробнее о составе: подбор пропорций компонентов и процесс подготовки сырья
Сырье для производства керамического кирпича должно проходить тщательную подготовку, так как результат изготовления напрямую зависит от качества ее проведения.
Как мы уже говорили, глина разного сорта применяется для выпуска кирпича определенного вида. Давайте кратко рассмотрим, какими свойствами обладает основное сырье.
- Глина в сухом виде достаточно хорошо впитывает влагу, а вот после намокания данное свойство исчезает — то есть, материал становится водонепроницаемым. После перемешивания глина может принимать разную форму, которая в процессе сушки сохраняется. Такая способность получила название свойства пластичности.
- Связующая способность также имеет место быть. Дело в том, что глиняная смесь, при добавлении в нее песка, например, образует однородную массу, которая также обладает свойством пластичности. Разумеется, при увеличении количества песка пластичность снижается.
- Глина также может быть тощей и жирной. Жирные глины являются высокопластичными и характеризуются, соответственно, наименьшим количеством примесей. Во время обжига, изделия, производимые из такой глины, легко дают трещины, именно поэтому в смесь предварительно добавляют отощающие примеси.
- Тощая глина – материал малопластичный. Изделия, выпущенные из нее, получаются хрупкими, шероховатыми.
- При слишком высокой температуре глина начинает плавиться. Так вот именно температура, при которой начинает происходить данный процесс, и определяет уровень огнеупорности материала.
Существуют редкие сорта глины, которые можно обжечь при крайне высокой температуре, достигающей до 1950-2000 градусов. В этом случае, для упрощения процесса, в смесь добавляют специализированные добавки. Это могут быть: окись извести, железа, магнезия.
Жирная глина Глина тощая Виды глины в зависимости от примененияТеперь немного о процессе заготовки глины:
- Заготовку рекомендуется производить осенью. Зимой проходит обработка, представляющая собой вымораживание и замачивание.
- Процесс вымораживания технологически не сложен.
- Сколько времени занимает данный процесс? Как правило, около 3-х месяцев. Стоит отметить, что жирные глины вымораживаются дольше.
- Глину, которая успела хорошо выморозиться, на следующем этапе замачивают. А та глина, которой времени не хватило, предварительно подвергается измельчению.
Химический составОбратите внимание! Помимо глины и песка, смесь может содержать и химические компоненты, способные влиять на свойства готовых изделий. Ниже на фото изображен химический состав кирпича.
Некоторые варианты используемого оборудования
Оборудование для производства керамического кирпича, как правило, представляет собой автоматизированную линию, состоящую из следующего перечня машин:
- Смеситель;
- Подъемный и линейный транспортер;
- Электронный дозатор;
- Отсеивать камня;
- Агрегаты для подачи сырья;
- Дробитель вальцевый;
- Пресс;
- Истиратель фракции;
- Печи для обжига;
- Тяговые механизмы;
- Вагонетки;
- Формы для изделий;
- Тачки и разворотные пути.
 Линия производства керамических изделий
Линия производства керамических изделийСтоит такой комплект оборудования достаточно дорого, именно поэтому, используется оно только на крупных предприятиях.
Керамический кирпич может изготавливаться при помощи нескольких технологий, подробнее о которых мы поговорим ниже. Одна из них вполне позволяет производить изделия в домашних условиях. Оборудование может использоваться стационарного типа, также могут быть применены мини-установки.
Оба варианта предполагают преобладание ручного труда в большей или меньшей степени. Разумеется, мини-установка автоматизирована минимально, да и комплектация оставляет желать лучшего. Стоимость ее при этом достаточно бюджетная.
 Мини-завод по производству кирпича керамического
Мини-завод по производству кирпича керамическогоСтационарный тип, в большинстве случаев, включает в себя следующее оборудование:
- Установка формирования;
- Дробилка;
- Бетономешалка;
- Компрессор;
- Подъемник;
- Приемный и выходной бункер;
- Грохотка.
Видео в этой статье: «Технология производства керамического кирпича: обзор оборудования» наглядно продемонстрирует принцип работы некоторых линий.
Технологии производства: поэтапное описание процесса
Изготовление керамического кирпича может производиться посредством двух основных технологий: пластическим способом и методом сухого (полусухого) прессования.
Производство рядового керамического кирпича и лицевого практически ничем не отличается. Основное различие заключается лишь в требованиях к данным изделиям, изложенных в ГОСТ.
Способ пластического формования предполагает возможность изготовления как полнотелых, так и пустотелых изделий.
Инструкция выглядит так:
- Первый этап предполагает подготовку глины.
- Полученный в результате порошок увлажняют и перемешивают.
- Во время перемешивания в смесь добавляют необходимые ингредиенты в виде добавок.
- Далее происходит формовка единого пласта, который разрезается на нужные типоразмеры.
- Полученный кирпич-сырец просушивают с целью избавления от излишков влаги. В итоге ее содержание не должно превышать 9-12%.
- В завершение производят обжиг изделий. Они помещаются в специальную печь. Температуру поднимают постепенно. А после поддержания ее на уровне примерно в 800 градусов также плавно снижают.
Метод полусухого (сухого) формования представляет собой следующее:
- Первым делом производится, опять же, выбор глиняной массы.
- Материал дробят и помещают в сушилку.
- Третьим этапом станет сушка.
- Следом необходимо произвести повторное дробление. Это делается с целью большего измельчения. Также глину просеивают для того, чтобы крупные частицы не попали в готовую смесь.
- Увлажнение паром – следующий этап. Уровень его должен составить около 10-12%.
- Далее изделия подвергают прессованию, для этого применяется двухсторонний пресс.
- Если используется метод полусохого прессования, то изделия сушат повторно. Метод сухого прессования этого не требует.
- Завершающий этап – обжиг.
Возможен ли выпуск кирпича в домашних условиях?
Выше уже говорилось о том, что домашнее производство кирпича – возможно. Готовое изделие, разумеется, будет отличаться от заводского по определенным параметрам. Однако, при соблюдении технологии, кирпичи могут быть вполне пригодны для возведения конструкций.
Производство керамического лицевого кирпича своими руками – достаточно сложный процесс. Получить материал со столь высокими внешними показателями будет нелегко, но, при желании, попробовать можно.
Итак, вот несколько советов, которые помогут вам избежать непоправимых последствий и изготовить изделия более или менее высокого качества.
На первом этапе необходимо выбрать глину, которая не должна быть жирной. Проверить это можно посредством следующего метода:
- Глина растирается в порошок;
- Далее она помещается в воду, в которой настаивается до момента, когда песок отделится от основного материала;
- В завершение необходимо произвести расчет. Формула выглядит так: А=100*n/n*r. N – это высота слоя песка, а r – высота слоя воды.
- Итоговое значение не должно быть более 30.
После подобной проверки необходимо глину просушить. Ее стоит выложить, например, во дворе — слой не должен быть более 35-40 см. Далее изделия формуют и прессуют на мини-прессе.
 Прессование кирпича на мини-прессе
Прессование кирпича на мини-прессеЗавершающим этапом станет обжиг.
 Обжиг кирпича керамического в кустарных условиях
Обжиг кирпича керамического в кустарных условияхНасколько рентабельным может быть производство кирпича из керамики?
Рентабельность производства зависит от многих фактов. Условия успешного ведения такого бизнеса будут разными для мелких предпринимателей и крупных производств. Мы же рассмотрим усредненный вариант.
Какова будет прибыль?
Что повлияет на рентабельность:
- Разумеется, в первую очередь стоит сказать о вложениях. Чем они больше, тем больше и риски, но, одновременно с этим, при следовании бизнес-плану, возрастают и шансы, и скорость получения прибыли.
- Стоимость сырья повлияет на себестоимость продукции и, как следствие, на розничную цену, что не может не сказаться на скорости продаж.
- Покупательская способность в регионе – также немаловажный фактор.
- Влияние окажут расходы на хозяйственные нужды, размеры отчислений в различные фонды;
- Размер налогов;
- Количество сотрудников;
- Количество бракованных изделий;
- Качество рекламной кампании и многое другое.
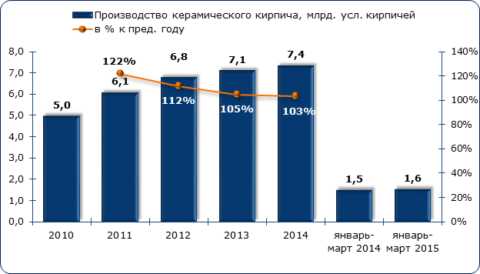 Рост динамики по производству кирпича керамического
Рост динамики по производству кирпича керамическогоТо есть, точные расчеты произвести не представляется возможным в случае, когда неизвестны все условия ведения бизнеса.
Как правило, при оптимистическом варианте развития событий, производство может окупиться примерно за полгода. При пессимистическом – за 1,5 – 2. Но всегда лучше ориентироваться на золотую середину во избежание разочарований.
Даже имея четкий бизнес план, полностью защитить себя от рисков никто не сможет. А они, в свою очередь, сулят дополнительные расходы.
Основные отличия самоизготовленных изделий от заводских
Основные различия сводятся к следующему:
- Изделия, выпущенные в домашних условиях, никем не контролируются. То есть, проверить их прочность и плотность, например, не так просто. Разумеется, проверку осуществить можно, но стоимость ее достаточно высока, что снизит, а то и вовсе исключит экономию.
- Материал с хорошей геометрией в домашних условиях получить сложно. То же стоит сказать и об отклонениях изделий от номинальных размеров.
- Внешние характеристики также будут значительно уступать изделиям, произведенным на заводе.
- Единственным преимуществом кустарного изготовления является цена. Как правило, многим удается снизить стоимость строительства за счет удешевления материала.
- При этом трудозатраты могут стать колоссальными, да и время строительства значительно увеличится.
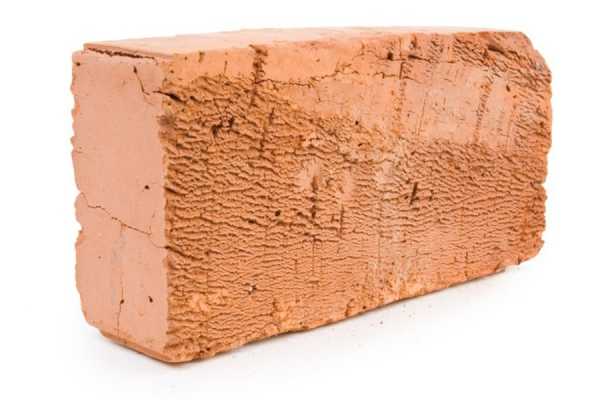 Внешний вид изделия, произведенного в домашних условиях
Внешний вид изделия, произведенного в домашних условияхВышеуказанное однозначно говорит о преимуществе покупки готовых изделий. Однако, если решающим для вас является цена, либо просто желание попробовать себя в качестве производителя, то вы вполне можете отдать предпочтение домашнему выпуску.
В заключение
Производство кирпича керамического – процесс не столь простой, как кажется на первый взгляд. Технология предполагает четкий контроль не только при подготовке сырья, но и на всех этапах изготовления.
iz-kirpicha.su
Производство керамического кирпича: victorborisov — LiveJournal

Сегодня мы с вами побываем на современном автоматизированном заводе по производству керамического кирпича компании ENKI, расположенном в городе Кокшетау. Завод открылся в декабре прошлого года и мы в компании с russos и gelio посетили его через две недели после официального запуска. Проектная мощность завода — 60 миллионов кирпичей в год.
2. Кирпич глиняный пластического прессования — самый распространённый стеновой керамический материал. Он изготавливается из глины с добавками выгорающих (молотый уголь, опилки, торф) и непластических материалов (крупнозернистый песок, шамот, шлак). 
3. Легкоплавкие глины, основное сырьё для производства кирпича, при нагревании до 800-1000 градусов приобретают свойства камня, что и делает их востребованными в строительном производстве.
4. Процесс производства кирпича состоит их трёх основных этапов: добыча глины и подготовка шихты; формование и сушка кирпича; обжиг. Сначала проводят подготовительные операции — измельчение и увлежнение глины, удаление камней. После этого однородная перемешанная масса поступает в отделение формовки.
5. Формовка производится с помощью пресса. Из глиномешалки масса поступает с необходимым уровнем содержания влаги для формовки. Пустоты образуются с помощью кернов, расположенных в выходной части формующей головки пресса. Пустотелый кирпич имеет низкую теплопроводность, стены из пустотелого кирпича лучше сохраняют тепло и препятствуют прохождению холодного воздуха в помещение. А кроме этого пустотелый кирпич существенно легче обычного.
6. Сначала отрезается брус, имеющий длину 10 кирпичей. 
7. На втором этапе нарезаются кирпичи (обратите внимание на тонкие проволочные ножи) и располагаются на конвейере с зазором 2-3 см.
8. Уложенные на паллеты кирпичи переходят к сушению. 
9. Паллеты укладываются специальным образом так, что на каждую помещается 40 кирпичей и их расположение идеально подходит для сушки. 
10. Сушка ведётся методом постепенного подъёма температуры в сушильной камере и исключения заметного движения воздуха. Это способствует равномерности испарения влаги из кирпичной массы. Для обеспечения процесса утилизируется тепло печей обжига и остывающего готового кирпича.
11. Товарные качества керамического кирпича зависят от применённых приёмов производства. Цвет кирпича, произведённого из глины с высоким содержанием окислов железа, может колебаться от красного до чёрного, в зависимости от кислотности среды обжига. Беложгущиеся глины редки и в производстве кирпича используются реже. Применение различных добавок позволяет расширить цветовую гамму изделий. Высокие требования к цветовому однообразию кладки, присущие строительным традициям нашей страны, делают решение непростого вопроса соблюдения стандарта цвета очень важным, в особенности для лицевого кирпича.
12. Обжиг кирпича – самый ответственный этап его производства. Обжиг производят в газовых печах. Степень обжига влияет на водо- и морозостойкость кирпича. Недожженный кирпич (он темнее обожжённого нормально; глухо звучит при ударе; тяжёл) непрочен и нестоек. Пережжённый кирпич прочнее, плохо впитывает влагу, плотен и теплопроводен. При ударе даёт звон высоких тонов.
А также рекомендую посмотреть видео, в нём все выглядит более наглядно.
Мои другие промышленные репортажи смотрите по тегу: производственный репортаж
victorborisov.livejournal.com
Керамический кирпич: свойства и разновидности

Керамический кирпич является одним из наиболее распространённых строительных материалов и широко используется для возведения фундаментов, облицовки зданий, кладки капитальных стен, межкомнатных перегородок и печей. Благодаря универсальной форме и высоким эксплуатационным характеристикам возводимые из него сооружения отличаются особой прочностью и долгим сроком службы.
Что это такое?
Керамический кирпич представляет собой строительный материал, который изготавливают из красной глины методом формовки и обжига. Кирпич был изобретён очень давно, однако технология его производства и состав не претерпели особых изменений. Раньше процесс изготовления керамического кирпича был сложным и трудоёмким. Глину тщательно вымешивали, затем вручную формировали заготовки нужной формы, выставляли сушиться на солнце, и лишь после того, как кирпич затвердеет, отправляли его на обжиг в печь-времянку. Производством кирпича занимались сугубо в летний период, так как просушить заготовки в условиях низких температур и высокой влажности, характерных для зимнего и осеннего периодов, было практически невозможно. Так продолжалось вплоть до второй половины XIX века, пока в Европе не были изобретены первые обжиговые печи и сушильни.


Сегодня процесс производства керамического кирпича полностью автоматизирован и круглогодично осуществляется на многочисленных предприятиях. Для изготовления материала пользуются двумя способами. Первый носит название полусухого прессования и заключается в формировании сырца из глины низкой влажности. Процесс происходит под достаточно высоким давлением, что позволяет обеспечить быстрое схватывание сырья и получить на выходе материал высокой плотности и твёрдости. Преимуществами такой технологии считаются быстрое изготовление и простота механизмов для производства. Основным недостатком метода является невозможность использования материала для строительства сооружений, которые будут подвергаться воздействию повышенной влажности. Именно из-за низких эксплуатационных качеств такой кирпич используется мало и объёмы его производства достаточно невысоки.


Второй способ носит название пластического формования и заключается в выдавливании глины из ленточного пресса с последующей сушкой и обжигом заготовок при температуре 1000 градусов. Влажность глины при этом достигает 35%, в то время как при полусухом прессовании этот показатель едва достигает 10%. Таким методом изготавливается основная масса керамического кирпича, используемого во всех сферах строительства. К достоинствам способа относят возможность производства кирпичей разных форм и размеров, что позволяет формировать в заготовках пустотные участки, изменяя эксплуатационные характеристики материала. Минусом считают высокую стоимость оборудования и, в сравнении с первым способом, несколько увеличенное время производства кирпичей.


После изготовления каждая партия керамических кирпичей проходит испытание. Для этого берут несколько экземпляров и проверяют их на предмет абсорбции воды, сжатия и ударопрочности. Проверка производится на специализированном оборудовании с использованием многотонного пресса. По результатам испытаний продукция проходит сертификацию в соответствии со строгими требованиями ГОСТ с присвоением соответствующих классов морозоустойчивости (F) и прочности (M). Однако помимо буквенного символа, маркировка кирпича включает и цифры. Так, цифра, расположенная за значком F обозначает, сколько циклов заморозки-оттаивания способен выдержать кирпич без утраты основных эксплуатационных характеристик.


Цифровой показатель, следующий за значком «М» указывает на то, какова может быть максимальная нагрузка на 1 см2 площади кирпича. Благодаря тому, что все испытания выполняются по единому стандарту, сертифицируемые кирпичи разных партий могут отличаться друг от друга лишь очень незначительно. Это позволяет классифицировать экземпляры по форме исполнения и размеру, считая изделия, относящиеся к той или иной категории, условно одинаковыми. Сфера применения керамического кирпича довольно широка. Помимо строительства, материал с успехом используют при возведении каминов, заборов, колон и лестниц, а также при реставрации фасадов и внутренних помещений.

Характеристики
Производство керамического кирпича производится согласно действующему ГОСТ 530 2012, что гарантирует высокие эксплуатационные характеристики материала и допускает его использование в качестве основного строительного материала при возведении многоэтажных зданий и промышленных сооружений. В соответствии с указанным стандартом обычный керамический кирпич имеет стандартный красно-коричневый цвет, в то время как цветовая гамма облицовочных моделей включает в себя все оттенки и зависит от качества глины, наличия разнообразных добавок, присадок, специальных красителей и добавления глазури.
Основными техническими характеристиками керамических кирпичей являются показатели плотности, пористости, морозоустойчивости, прочности, водопоглощения и теплопроводности.
Водопоглощением называется способность материала к впитыванию и удерживанию влаги. Для определения данного показателя сухой кирпич взвешивают, а затем помещают в ёмкость с водой и оставляют на 38 часов, по прошествии которых достают и повторно взвешивают. «Лишние» граммы и будут обозначать поглощённую материалом влагу. Затем полученное значение переводят в процентное соотношение к общей массе сухого кирпича и получают показатель влагопоглощения. Согласно требованиям ГОСТ, долевое соотношение влаги к сухому весу не должно превышать 8% для полнотелых кирпичей и 6% – для пустотелых.

Теплопроводностью керамического кирпича называют способность материала проводить определённое количество тепла сквозь квадратный метр за единицу времени. Чем ниже данный показатель, тем лучше сохраняется тепло в помещении в зимний период и тем меньше проникает в него горячий воздух в летние месяцы.
Прочность керамического материала показывает его способность противостоять механическим и ударным нагрузкам и определяется пределом внутреннего напряжения в процессе проведения испытаний на сжатие, изгиб и растяжение материала. Наиболее прочными марками керамического кирпича являются модификации М200, М250 и М300.

Плотностью кирпича называют массу материала, находящуюся в одном кубическом метре. Данная величина обратно пропорциональна значениям пористости и считается одной из важнейших характеристик теплопроводности кирпича. Плотность не является постоянным показателем для всех видов керамического камня и варьируется от 1000 кг/м3 у пустотелых моделей до 2100 кг/м3 – у клинкерных.
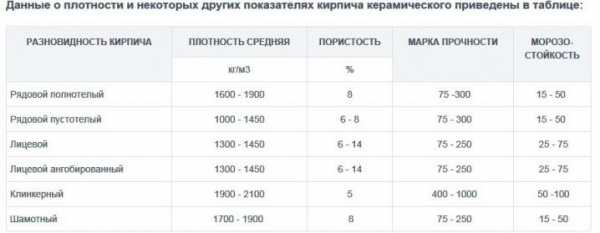
Пористость показывает степень заполнения структуры кирпича порами в процентном соотношении и оказывает прямое влияние на прочность, теплопроводность и морозоустойчивость материала. Для повышения порообразования глиняный состав смешивают с опилками, торфом, углём и измельчённой соломой – то есть материалами, полностью выгорающими при обжиге и оставляющими вместо себя многочисленные мелкие пустоты. Пористость так же, как и плотность, не является постоянной величиной для разных видов кирпича, и в клинкерных изделиях может достигать своего минимального значения в 5%, в то время как в облицовочных экземплярах составляет 14%.

Морозоустойчивость обозначается символом F и показывает, сколько циклов заморозки-оттаивания способен перенести материал до начала разрушения. Так, индекс клинкерных моделей колеблется от F50 до F100, что обозначает способность данного вида керамического кирпича прослужить 50 либо 100 лет. У облицовочных моделей этот показатель колеблется от 25 до 75, а у кладочных полнотелых и пустотелых экземпляров ограничен значениями 15-50 лет.

Вес
Масса кирпича является важным показателем и учитывается при расчёте нагрузки на фундамент, при определении грузоподъёмности транспортных средств, предназначенных для его перевозки, а также при выборе марки крана и условий складирования. Масса керамического кирпича целиком зависит от его пористости, плотности, размера и наличия полостей. Так, одинарный керамический кирпич будет весить от 3,3 до 3,6 кг/штук в полнотелом исполнении, и от 2,3 до 2, 5 кг – в пустотелом. Полуторные модели весят немного больше: масса пустотелого составляет 3-3,3 кг, а полнотелого – от 4 до 4,3 кг.
Для упрощения расчётов разницы веса полнотелого и пустотелого видов можно пользоваться средними весовыми показателями и условно считать, что вес полнотелого кирпича с пустотностью до 13% составляет 4 кг, в то время как условный вес пустотелого с пустотностью, превышающей 15% – 2,5 кг. Однако данные расчёты справедливы для одного из наиболее распространённых и ходовых размеров камня – 250х120х65 мм.
Знание массы одного кирпича позволяет с точностью до кг высчитать вес поддона или кубометра кладки. Так, 1 куб. м кладки, состоящий из 500 полнотелых кирпичей, будет весить от 1690 до 1847 кг. Кроме того, при расчёте количества камней в кубометре нужно знать, что в нём помещается семь рядов двойного кирпича (200-240 штук), десять рядов утолщенного полуторного (380 штук) и 13 рядов одинарного.

И, например, пустотелые кирпичи размером 250х85х65 мм весят уже 1,7 кг, в то время как габаритный экземпляр 250х120х88 мм тянет на 3,1 кг.
Размер
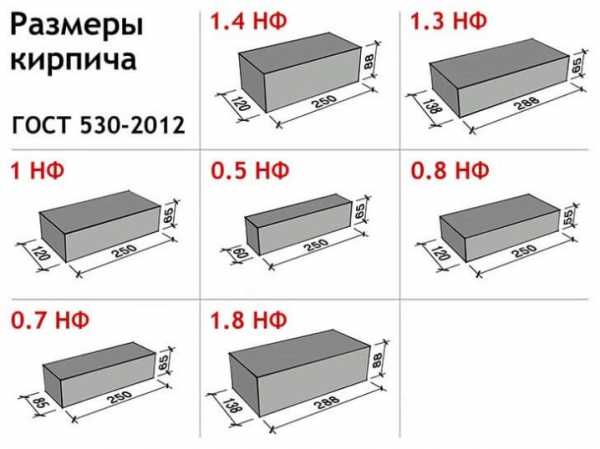
В соответствии с действующими нормами ГОСТ на кирпичных заводах производится три типоразмера керамических кирпичей: одинарные, полуторные и двойные. Каждый экземпляр имеет правильную геометрическую форму, прямолинейные рёбра и плоскую поверхность граней. Самым распространённым является одинарный камень (НФ) с габаритами 250х120х65 мм. Размеры полуторного изделия (1,4НФ) составляют 250х120х88 мм, а двойного (2,1НФ) достигают 250х120х140 мм. Помимо ходовых, существуют и редко встречающиеся размеры, такие как у еврокирпичей (0,7НФ) и модульных экземпляров (1,3НФ). Габариты первых составляют всего 250х85х65 мм, в то время как вторые представлены длинными моделями размером 288х138х65 мм.

Российским ГОСТ допускается выпуск неполномерных моделей длиной 180, 120 и даже 60 мм, а также производство фасонных изделий, отличающихся нестандартностью форм. Однако данные нормы используются только на российских кирпичных заводах и регламентированы отечественными стандартами. Зарубежные аналоги изготавливаются по несколько иным требованиям и имеют размеры 240х115х71 и 200х100х65 мм. Поэтому при покупке материала необходимо учитывать этот момент и обращать внимание на страну-производителя данной продукции.

Плюсы и минусы
Высокий потребительский спрос и большая популярность керамических кирпичей обусловлены рядом важных достоинств этого материала.
- Высокие показатели прочности и морозоустойчивости позволяют использовать кирпич в качестве основного строительного материала при строительстве зданий в любой климатической зоне.
- Отличные звукоизоляционные свойства делают кирпич незаменимым материалом для возведения межквартирных перегородок при строительстве многоквартирных домов.
- Низкое водопоглощение, не превышающее 14%, не даёт строению напитывать излишнюю влагу и позволяет быстро высыхать после дождя.
- Полная экологическая безопасность материала, обусловленная природным происхождением глины, допускает использование кирпича при возведении каминов и проведении внутренних отделочных работ.
- Высокая термоустойчивость изделий позволяет использовать их при строительстве печей и обустройстве дымоходов.
- Отличные декоративные качества предоставляют широкие возможности для использования керамического кирпича при реализации смелых дизайнерских проектов.
К минусам материала относят высокую стоимость, что вызывает заметное удорожание построенного жилья, а также вероятность образования белых разводов – высолов.
Виды
Классификация керамического кирпича происходит по нескольким критериям, основополагающим из которых является функциональное предназначение материала. По данному признаку выделяют четыре больших группы, каждая из которых обладает только ей присущими качествами и эксплуатационными характеристиками.

Рядовой
Данный вид материала является самым массовым и используется при выполнении кладки простого типа при строительстве зданий и сооружений. Рядовой кирпич, в свою очередь, подразделяется ещё на два вида, и бывает пустотелым и полнотелым.
Полнотелые модели используются в тех случаях, когда возводимое сооружение будет подвергаться постоянным механическим, ударным или весовым нагрузкам. Материал широко применяется при строительстве несущих колонн, простенков и столбов. Для таких конструкций лучше выбирать марки М250 и М300, обладающие максимальной прочностью и долговечностью. Однако при использовании полнотелого материала следует учитывать, что теплоизоляционные характеристики возводимого сооружения будут заметно снижены. Этот момент нужно всегда учитывать и принимать дополнительные меры по сохранению тепла внутри помещения. Средняя плотность полнотелого кирпича варьируется от 1600 до 1900 кг/м3, пористость составляет 8%, а показатели теплопроводности колеблются в пределах 0,6-0,7 условных единиц. Полнотелый кирпич способен вынести до 75 циклов заморозки-оттаивания, поэтому может использоваться для строительства заборов, наружных лестниц и стен.


Пустотелый поризованный кирпич предназначается для строительства малоэтажных жилых домов, стены которых не будут испытывать серьёзных весовых нагрузок. Кроме того, пустотелый материал часто применяют в качестве заполняющего элемента в каркасно-монолитных многоквартирных домах и при возведении межкомнатных перегородок. В последнем случае допускается использование менее прочного материала с индексами М100 и М150. Пустоты внутри кирпича могут располагаться как вертикально, так и горизонтально, однако нужно учитывать, что горизонтально направленные полости существенно снижают общую прочность конструкции. Количество пустот в пустотелом кирпиче может достигать 13% от общего объёма, что делает производство материала экономически выгодным и заметно удешевляет стоимость возводимых объектов. Кроме того, благодаря высоким теплоизоляционным свойствам, обусловленным наличием внутренних полостей, дома, построенные из пустотелого кирпича, получаются очень тёплыми.


Плотность такого материала колеблется от 1000 до 1450 кг/м3, пористость в среднем составляет 7%, а показатели теплопроводности варьируются от 0,3 до 0,5 условных единиц. Конфигурация и глубина полостей в кирпиче бывает разной. Отверстия могут иметь как сквозное, так и одностороннее исполнение, причём форма их сечения может быть круглой, квадратной и прямоугольной. При использовании пустотелого кирпича важным условием успешного строительства является умение каменщика выполнять кладку таким образом, чтобы цементный раствор не попал в полости и не выдавил оттуда весь воздух. В противном случае пустотелый кирпич потеряет своё основное предназначение по сохранению воздушной прослойки внутри кладки и не сможет обеспечить необходимой теплоизоляции помещения.

Облицовочный
Данный вид кирпича носит название лицевого или фасадного. Основным предназначением материала является внешняя облицовка и реставрация зданий. Кирпич обладает высокой плотностью, достигающей 1450 кг/м3, пористостью 14% и теплопроводностью до 0,5 единиц. Материал производится в широкой цветовой гамме и отличается равномерностью прокрашивания, отсутствием дефектов, красивой поверхностью и точными формами кирпичей. В основной своей массе облицовочный камень выпускается в пустотелом исполнении, что позволяет одновременно с отделкой проводить дополнительную теплоизоляцию помещений и удешевляет облицовку.

Облицовочные кирпичи производят в пяти вариантах исполнения: обычном, фактурном, фигурном, глазурованном и ангобированном.
- Обычный кирпич обладает гладкой внешней поверхностью и производится в большом разнообразии цветов и оттенков. Плюсами данного вида является долговечность облицовки и отсутствие необходимости проведения частых ремонтов. К минусам относят высокую стоимость материала, что при облицовке больших площадей достаточно ощутимо отражается на бюджете.
- Фактурный кирпич используется для наружной и внутренней отделки помещений и отличается наличием рельефной текстуры с имитацией рисунка древесных волокон или природного камня, а также с изображением геометрических узоров, символов и рисунков. При изготовлении фактурного кирпича широко используется торкретирование, суть которого заключается в нанесении под большим давлением декоративного слоя с уже имеющимся на нём изображением.
- Фигурный или профильный кирпич представляет собой материал нестандартной конфигурации и используется при оформлении закруглений на колоннах, арках и других архитектурных формах.
- Ангобированный кирпич представлен в виде двухслойного цветного искусственного камня с ровной поверхностью. Технология ангобирования предполагает нанесение на просушенный сырец слоя из белой глины с последующим обжигом. Причём глина предварительно окрашивается в разные цвета при помощи специальных красителей и пигментов. Такой материал очень хорошо смотрится в интерьере и часто используется при отделке прихожих, коридоров и общественных пространств.
- Глазурованный кирпич производится методом нанесения специальной глазури, состоящей из легкоплавкого стекла. В результате нанесения стекловидного водонепроницаемого покрытия значительно повышается морозоустойчивость и влагостойкость керамической облицовки. На стадии производства в глазурь добавляют различные красители, в результате чего поверхность кирпича приобретает глубокий цвет и блестящую прозрачную текстуру.
Клинкерный
Клинкерный камень используется для облицовки цокольных этажей и фасадов зданий, при строительстве полов в промышленных цехах, а также при мощении дорог, мостов и тротуаров. Кирпич характеризуется высокой прочностью и долгим сроком службы, что обусловлено технологией изготовления клинкерных моделей. Дело в том, что для их производства применяется особый сорт тугоплавкой глины, которая обжигается при более высоких температурах, нежели в изделиях, изготовленных по традиционной технологии. Это является одновременно и плюсом и минусом клинкерных кирпичей. Преимуществом считается высочайшая прочность, соответствующая индексам М400-М1000, и отличная морозоустойчивость, позволяющая камням выдерживать от 50 до 100 циклов заморозки-оттаивания. К недостаткам относят слишком большую стоимость материала и высокую теплопроводность, обусловленную повышенной плотностью сырья.
Огнеупорный
Своим высоким огнеупорным свойствам материал обязан шамотной глине, составляющей до 70% общей массы кирпича. Этот вид глины способен легко выдерживать температуру в 1600 градусов, сохраняя при этом эксплуатационные свойства и целостность форм. Огнеупорный кирпич нашёл широкое применение при строительстве каминов и печей, в связи с чем начал производиться в нетрадиционных формах, рассчитанных на использование в печах. Так, помимо стандартных форм, в ассортименте присутствуют изделия клиновидных, арочных и трапециевидных конфигураций, идеально вписывающиеся в печные и каминные конструкции.
Лучшие производители
Выпуском керамических кирпичей в России занимается множество предприятий, однако некоторые из них хочется выделить отдельно.
Керамический завод из г. Голицыно является мощнейшим предприятием по производству кирпичей в нашей стране, он производит порядка 120 миллионов единиц в год. Специалистами завода налажен тщательный контроль за качеством изделий, осуществляемый на каждом из этапов изготовления. Это позволяет отслеживать и своевременно удалять бракованные экземпляры и поставлять на рынок только качественные материалы. Производство продукции осуществляется на новейшем зарубежном оборудовании с использованием последних разработок и современных технологий. Ассортимент компании представлен большим количеством полнотелого и пустотелого камня, а также множеством разновидностей облицовочного кирпича.
Предприятие «Славянский кирпич» обладает мощной производственной базой и выпускает до 140 млн штук в год. Компания осуществляет свою деятельность на протяжении 20 лет, за время которых накопило огромный опыт в производстве стройматериалов и вышло на европейский уровень. Предприятие было построено по проекту компании Hans Lingl из Германии и на сегодняшний день является наиболее современным кирпичным заводом на территории России. С производственного конвейера предприятия сходит большое количество разнообразных видов керамического камня, включая как обыкновенные красные блоки, так и облицовочные декоративные модели.
Продукция «Новокубанского завода керамических стеновых материалов» тоже хорошо известна на территории нашей страны. Предприятие имеет свою сырьевую базу и контролирует качество своей продукции, начиная с заготовки сырья. Годовая производительность компании составляет 70 млн штук в год.

Объединение «Стеновые материалы» включает в себя несколько предприятий, находящихся в Московской и Ленинградской областях, суммарная производительность которых достигает 450 000 000 штук в год. На сегодняшний день компания предлагает наиболее широкий ассортимент керамических стройматериалов в России и является одним из лидеров по выпуску керамического камня на постсоветском пространстве.

Как выбрать?
Главными критериями выбора кирпича являются его технические характеристики и качество. Для определения свойств материала необходимо ознакомиться с маркировкой изделий и изучить сопроводительную документацию. Гораздо сложнее определить качество изделий, и так как от этого фактора зависит общая прочность возводимой конструкции и её эксплуатационные свойства, ошибиться здесь нельзя.


Итак, при покупке рекомендуется взять из поддона несколько кирпичей и постучать по ним ручкой мастерка. Если изделие качественное, то издаваемый звук будет долгим, звонким и немного металлическим, и наоборот, при наличии брака или низком качестве кирпича звук будет коротким и глухим. Если хотя бы один из тестируемых кирпичей издал глухой звук, от покупки данной партии лучше отказаться. Можно проверить кирпич и более радикальным способом. Для этого необходимо расколоть его при помощи молотка, и если материал окажется качественным, то кирпич расколется на несколько крупных частей, а при низком качестве материала – рассыпется в пыль.


Покупка кирпича – дело достаточно серьёзное, поэтому к его выбору стоит отнестись со всей ответственностью.
Советы по укладке печей и каминов из кирпича в видео ниже.
stroy-podskazka.ru
инструкция, фото и видео-уроки, цена
Введение
Производство керамического кирпича схематично представлено выше. Но, прежде чем начать производственный цикл, его надо снабдить сырьевыми компонентами.
Залежи глины, как основного сырья для выпуска данного вида продукции, находят с помощью геологической разведки. После находки глиняных пластов, определяют характер их залегания, объемы запасов сырья (мощность, толщину пласта).
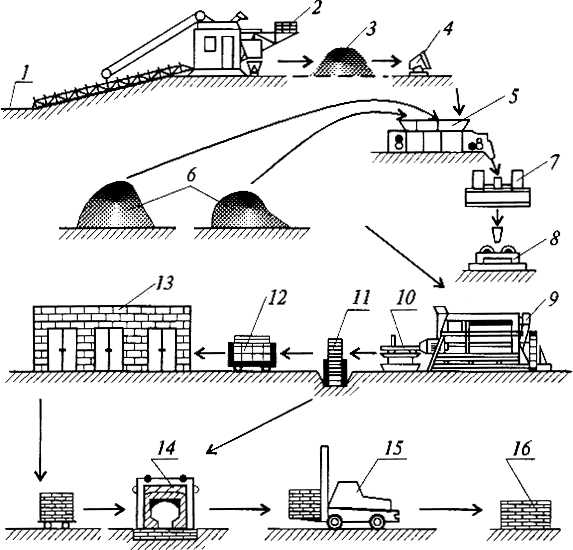
Общая технологическая схема производства керамического кирпича пластическим способом: 1 – карьер глины; 2 – экскаватор; 3 – запасник глины; 4 – вагонетка; 5 – ящичный подаватель; 6 – добавки; 7 – бегуны; 8 -вальцы; 9 -ленточный пресс; 10 – резак; 11 – укладчик; 12 – тележка; 13 – сушильные камеры; 14 – туннельная печь; 15 – погрузчик; 16 – склад.
При принятии решения по разработке найденных запасов сырья, проводят ряд подготовительных мероприятий:
- За 1-2 года до карьерных разработок, очищают и готовят поверхность над будущим карьером (корчуют и удаляют растения, осуществляется удаление ненужных, «мусорных» пород с поверхности, рыхлят).
- К карьеру строят пути для транспортной логистики (железнодорожной, автомобильной) для доставки сырья с места его добычи на производство, возводят обеспечивающие месторождение линии электроснабжения.
Валовую или селективную разработку карьеров, обычно открытым способом, могут осуществлять разными методами:
- Добыча экскаваторами (многоковшовыми).
- С помощью средств малой механизации (бульдозеров, струг, рыхлителей).
- Разработка взрывными работами.

Метод промышленного взрыва
- Гидравлическим методом (с применением гидромониторов).
Нормативные документы
Производство и технологии изготовления керамического («красного») кирпича, всей его номенклатуры, производимый из глины с применением различных добавок, осуществляется на керамических предприятиях.
Все производственные процессы на них организованы в соответствии с нормативными строительными документами:
- ГОСТ 9169 – 75 «Сырье глинистое для керамической промышленности. Классификация».
- ГОСТ 530 – 95 «Кирпич и камни керамические. Технические условия».
- ГОСТ 530 – 2012 (ГОСТ 530 – 2007) «Кирпич и камень керамические. Общие технические условия».
- ГОСТ 7484 – 78 «Кирпич и камни керамические лицевые. Технические условия».
- ГОСТ 18343 – 80 «Поддоны для кирпича и керамических камней. Технические условия».
Производственный процесс на керамических заводах
Важно! При выборе вида строительного кирпича – силикатного («белого») или керамического кирпича («красного») важно понять, какие их свойства для вас более предпочтительные. Например, если сравнить двойной силикатный кирпич М 150 и такого же типа размера, 250х120х138 (мм) и марки (М 150) керамическое изделие, то мы увидим – показатель влагопоглощения, морозостойкости, теплозащитные свойства лучше у последнего, а звукоизоляция у силикатного изделия. Цена более привлекательна у силикатного кирпича (как полнотелого, так и пустотелого), произведенного на основе сырья из песка и извести.
Для «красного» кирпича, производимого с соблюдением требуемой технологии, применяется более дорогие средства производства (оборудование), требуется больше временных, трудовых и электроэнергетических затрат. Отсюда и цена «керамики» выше, чем у «силиката» (разница в стоимости иногда достигает 50 – 55%).
Каким бы не было широким многообразие типов керамических изделий для кирпичного строительства, само производство всегда состоит из общих для всех предприятий технологических этапов.

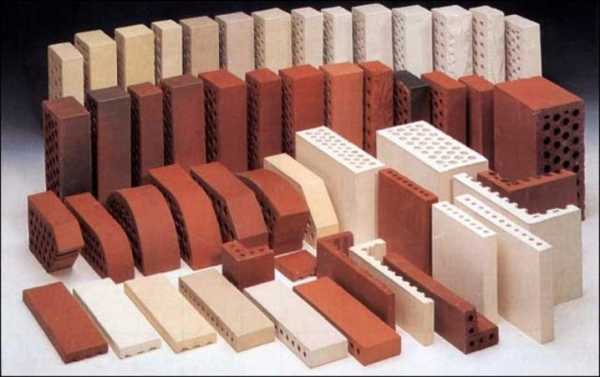
Фото: Керамический строительный кирпич, многообразие его видов.
Основные операции, которые необходимо выполнять от добычи сырья и до выпуска готовой керамической номенклатуры производителя:
- Разведка и добыча основного сырья (глины), сопутствующих материалов, добавок (молотый уголь, песок, известняк, марганцевая руда и другие минеральные компоненты).
- Подготовка массы из глины.
- Формовка сырца.
- Сушка формированных изделий (сырца).
- Обжиг керамической продукции.
О геологоразведке сырья и разных способах его разработки, доставки мы упомянули в начале статьи.

Глиняное сырье для керамического кирпичного производства
Добытое глинистое сырье, в соответствии с ГОСТ 9169 – 75 классифицируют, по параметрам:
- огнеупорности;
- содержанию оксида алюминия;
- содержанию красящих оксидов, оксида железа и диоксида титана;
- содержанию водорастворимых солей;
- минеральному составу;
- содержанию тонкодисперсных фракций;
- содержанию крупнозернистых включений;
- пластичности;
- механической прочности на изгиб в сухом состоянии;
- спекаемости;
- содержанию свободного кремнезема.
Подготовка, обработка глиняной массы и ее формование
Глиняное сырье, добытое в карьере, как правило, не подходит в своем первоначальном виде для получения качественных изделий. Сырьевую массу доводят до готовности к использованию в производственном процессе.
До готовности массу из глиняного сырья доводят рядом мероприятий по ее обработки. Обработку сырья можно разделить, на:
- погодно – климатическую, естественную;
- механическую.
Вот именно сочетанием этих видов обработки, сырье и делают пригодным для производства.
- Естественная обработка – это временное вылеживание добытой карьерной глиняной смеси. По длительности эта процедура может занять один или два года. За это время сырье естественным, а при необходимости и искусственным, путем увлажняется. Проходит несколько циклов заморозки и размораживания, выветривается.
- Механическая обработка – это рукотворное продолжение обработки сырья. Во время этого этапа выполняются следующие работы:
- принудительное разрушение структуры карьерного сырья;
- удаление крупногабаритных «мусорных» кусковых фрагментов и вредных примесей;
- измельчение самой глины, мелких включений и добавок;
- замес многокомпонентной сырьевой массы, с целью получения однородной смеси, готовой к формованию.

Глинорыхлитель, бункер с билами на валу.
В механизации процесса массоподготовки применяется следующее оборудование и специальные машины:
- глинорыхлители;
- камневыделительные (дезинтеграторные), дырчатые, грубого и тонкого помола вальцы;
- бегуны;
- глинорастирочные машины;
- корзинчатые дезинтеграторы;
- роторные и шаровые мельницы;
- одно- и двухвальные глиномешалки;
- пропеллерные мешалки и другие средства механизации.
Многофункциональная установка заменяет собой несколько машин – бегуны, струги, вальцы, растиратели и мешалки глиномассы.
Инструкция по работам, технологическим картам, способам и методам приготовления глинномассы, зависит от вида керамических изделий. По способу подготовки и обработки сырья называют и саму технологию производства.
Способы приготовления, формования сырья из глины:
- Пластический (наиболее распространенный) – используется умеренно – среднепластичные, влажные и рыхлые глиномассы, для получения однородного глиняного теста с показателем влажности 18 – 28 процентов.
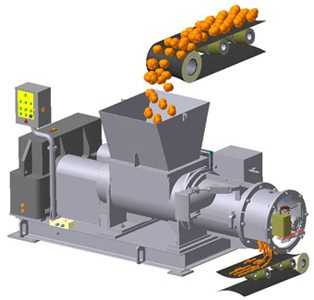
Формование в пластическом производстве всегда проходит при пластическом способе всегда на машине одного принципа действия. Эта специализированный пресс (ленточно – шнековый). Прессы могут быть с подогревом и вакуумированием, что лучше подготавливает глиносырьевую массу к формованию, улучшает показатели прочности обожженного сырца.

Ленточный вакуумный пресс: 1 – шнековый вал; 2 – прессовая головка; 3 – мундштук; 4 – глиняный брус; 5 – крыльчатка; 6 – вакуум-камера; 7 – решетка; 8 – глиномялка.
- Жесткий способ – разновидность пластического способа, с изготовлением глиномассы с влажностью 13 – 18 процентов из менее пластичного сырья. Формование происходит в гидравлических или вакуумных, шнековых прессах с высоким давлением.
При данном способе получение сырца с нужной прочностью, возможно без осуществления некоторых операций, которые обязательно применяются в пластическом производстве.
Обратите внимание! При пластическом и жестком методе формование заканчивается резкой ленты глиномассы на штучные изделия.
- Полусухой метод производства (менее распространен, чем пластический) – используется малопластичное сырье, «тощие» глины, в порошкообразном состоянии с влажностью 8 – 12 процентов.
Сырьевая загрузка, с большим количеством различных добавок, в виде отходов производства(шлаки, золы) обрабатывается и формуется в прессах с давлением 15 – 40 МПа. В разы большая металлоемкость, чем у пластического, но, само время такого производственного цикла уменьшается.
- Сухой способ – сырьем является глиняный порошок с влажностью 2 – 6 процентов, что позволяет обходиться без сушки. На выходе производственного процесса при этом методе получаются очень плотные керамические изделия (напольная плитка, кирпичи для дорожного покрытия).
- При шликерном способе используется трудноспекающееся, многокомпонентное, неоднородное сырье из самой глины и разных добавок (содержание воды до 40 процентов). С этим сырьем, работают методом литья, чтобы получить сложные керамические формы.
Этап сушки изделий
Предпоследний этап всего производственного цикла изготовления керамической номенклатуры. Данная операция предназначена для понижения показателя содержания влаги в изделиях до 5 – 6 процентов. Такой показатель необходим, чтобы во время обжига «керамики» не произошло растрескивание, деформации готовой продукции.
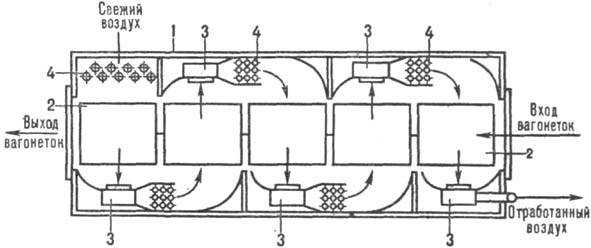
Туннельная сушилка: 1 – камера туннеля; 2 – вагонетки; 3 – вентиляторы; 4 – калориферы.
Раньше, еще с тех времен, когда глиняные кирпичи делали своими руками, и позже на заводах, сушка проходила естественным путем, до 3 – 4 недель. В современном производстве, удаление лишней влаги из сырца происходит искусственно в туннельных или камерных сушилках (температура воздуха 120 – 150 градусов С). В зависимости от влажности формованного сырца время процесса обычно не занимает больше 3 дней.
Обратите внимание! При выборе типа сушилки, рекомендуется отдавать предпочтение конструкциям непрерывного действия.
Обжиг керамической продукции
Процесс обжига технологически завершает изготовление керамического кирпича. Он проходит в кольцевых, туннельных и других печах. Сам этап обжига, можно разбить на следующие операции:
- прогрев форматированного сырца;
- непосредственный обжиг изделий;
- их контролируемое охлаждение.
В ходе прогрева сырца, при температуре 120 (градусов С), физически связанная влага испаряется, изделие утрачивает свою первоначальную пластичность. На этом этапе пластичность еще можно вернуть, увлажнив тело изделия.
При достижении 450 – 600 (градусов С), отделяется уже химически связанная влага, сама глина переходит в аморфное состояние, затем органические включения выгорают, и керамическое изделие окончательно теряет пластичность.
При температуре 800 (градусов С) начинаются необратимые реакции между поверхностями частиц, составляющие многокомпонентную структуру уже затвердевшего изделия. Это значительно повышает прочностные характеристики тела кирпича.
При достижении 1000 (градусов С) происходит, так называемая огневая усадка изделия. Оно спекается и уплотняется за счет легкоплавких компонентов. Они окутывают нерасплавленные составляющие, скрепляет их между собой. Усадка, от первоначального состояния, может быть в пределах 2 – 8 процентов.
В процессе охлаждения обожженного кирпича, остывающее изделие приобретает свое окончательное твердое состояние, водостойкие и прочностные свойства.
Контролируя, регулируя процесс обжига, и получают, керамические кирпичи с нужной структурой, пористостью, свойствами. Так при температурном режиме в интервалах 1100 – 1300 (градусов С) получают клинкерный кирпич, а при температурах от 1300 до 1800 (градусов С) – огнеупорный.

Туннельные секционные печи обжига
Совет! Тем, кто хочет открыть свое предприятие, выпускающий керамический кирпич, стоит обратить внимание на металлическую, секционную печь туннельного вида. Она быстрее монтируется, чем традиционные печи, да и цена намного ниже классических конструкций для обжига.
Вывод
Чтобы получить качественный керамический кирпич, его необходимо производить на современном или модернизированном производстве, оборудовании. Особенно это касается важнейшего этапа – обжига керамической продукции.
Посмотреть на автоматизированную линию изготовления кирпича можно на видео в этой статье (узнайте также как посчитать объем кирпичной кладки).
klademkirpich.ru
Производство кирпича: керамического, силикатного, гиперпрессированного
Основным моментом в строительстве выступает производство кирпича. Компактный, нетоксичный, удобный в транспортировке, он является надежным и проверенным источником тепла на многие годы. Линия по производству кирпича использует как новые технологии, так и методы ручной формовки. Но главную роль играет место, особенности и оборудование для производства.

Виды стройматериала
Существует определенная технология производства кирпича, которая подразделяет его на следующие виды, представленные в таблице:
| Тип | Цвет | Состав |
| Силикатный | Белый | В состав входит кварцевый песок |
| Не запеченный | Желтый | Производится при смешивании воды и воздушной извести |
| Керамический кирпич | Красный | Состоит из глины |
По своей функциональности принято разделять определенные категории кирпича:
- Строительный – выполняет прямое предназначение в строительстве для кладки стен. Производство керамического кирпича подразделяется на две разновидности:
- пустотелый;
- полнотелый.
- Клинкерный кирпич — строительный блок, используемый для покрытия или ремонта дорожного полотна.
- Облицовочный — имеет вид легкого бруска, пористая структура которого используется как отделочный материал. Производство венецианского кирпича сходно с натуральным камнем, имеет текстуру дерева или старой керамики.
- Гиперпрессованный — искусственно созданный стройматериал, внешне и функциями напоминающий камень. Выполняет роль фасадной обшивки конструкций (дом, здание).
Оборудование
В цех обязательно нужно установить дробилку.Для кирпичного производства нужно помещение около 500 квадратных метров с шестиметровой высотой потолков. Производитель оснащает цех следующим техническим оборудованием:
- формовочной установкой;
- цементным дозатором;
- бетономешалкой;
- подъемниками;
- дозатором;
- винтовым и ленточным конвейерами;
- расходным и приемным бункерами;
- передвижным компрессором;
- грохотом;
- дробилкой;
- несколькими десятками гипсовых форм для производства облицовочного кирпича;
- цементным складом.
Этапы производства кирпича
Технологическая схема для изготовления кирпича стала механизированной, однако полная автоматизация процесса не налажена. Производство включает несколько этапов:
Изначально нужно добыть сырье для производств материала.- Добыча и обработка сырья. Из основного месторождения послойно ударным методом снимается глинистый грунт и подается в спецоборудование, где происходит переработка с добавками. Во избежание прилипания, глина поступает на конвейер, усыпанный древесными опилками.
- Очистка и измельчение. Позволяет убрать все крупные соединения. Помол в объеме не должен превышать 0,7 мм, а качество — иметь однородность и консистенцию пластилина.
- Перетирание и перемешивание. Шихта подается в вальцы для тонкого помола, где смешивается и проходит деаэрацию в камере с вакуумом. Масса должна поступать порционно и отделяться валком вручную.
- Формование — автоматический раскрой бруса на заготовки, с помощью которого кирпичи получают тонкую вальцовку. Это является гарантией идеального геометрического раскроя и защитой готового блока от сколов.
- Сушка и выдержка циклов. Проводятся посредством циркуляции воздуха в длинных туннелях и занимает по времени около 70-ти часов.
- Обжиг. Представляет собой движение вагонетки с готовыми изделиями сквозь печь. Процесс разбивается на 3 этапа:
- нагрев;
- обжиг;
- охлаждение.
Вернуться к оглавлениюГлавная особенность технологии изготовления изделия — соблюдение режима постепенного повышения температур.
Материалы и технологический процесс
 Если технология не предполагает обжиг, то материал можно изготавливать и дома.
Если технология не предполагает обжиг, то материал можно изготавливать и дома.Производить кирпич необходимо, формируя изделия старым методом обжига или без него. Первый тип отличается большой прочностью и используется для основного строительства зданий и несущих конструкций. Не обожженный кирпич применяется для возведения небольших построек и может изготовляться в домашних условиях. Критерием качества является жирность. При смешивании глины с водой образуется тестообразный ком, который оставляется для просушивания в течение 48 часов. При высокой жирности заметно появление трещин и легких пористых структур, а если материал гладкий на ощупь, то он подходит для строительства.
Вернуться к оглавлениюПроизводство силикатного кирпича
Блок состоит на 10% из извести, и на 90% песка с пигментными добавками для придания цвета. В процессе изготовления требуется более тщательная подготовка глиняной массы. Заготовка должна быть плотной и не иметь пустот. Сформированная смесь отправляется на автоклав, где за счет горячей обработки паром материал приобретает нужные свойства. Собственное производство невозможно, т. к. нужно поддерживать показатели:
- температуры 170—190°С;
- давления 1,2 МПа;
- влажности.
Изготовление керамического кирпича
Такой материал изготавливают с помощью сухого прессования.Этот тип стройматериала является самым распространенным. К нему относят некоторые виды декоративного кирпича. Производство клинкерного кирпича получается способом гиперпрессования, а в качестве сырья используется красная тугоплавкая глина. Производители часто используют новейшую технологию изготовления поризованного кирпича, которая позволяет создавать мельчайшие поры. Наличие пор снижает теплопроводность материала и его вес. Технология производства керамического кирпича представляет 2 способа:
- Пластическая формовка. Состоит из производства полнотелых и пустотелых разновидностей красного кирпича. Процесс выпуска для обоих видов одинаков. Разницу составляет старательная подготовка исходника для получения пустотелой формы. К глине с влагосодержанием до 20% добавляется оксид алюминия и магний в количестве около 30%.
- Полусухое прессование. Куски глины сначала перетираются до 100—150 мм, а затем до 1 см с удалением всех малых частиц. Глина увлажняется до 18—25%. Формуется заготовка в виде бруса или в гипсовых формах, и делится. Сушится при возрастающей температуре от 0 до 150-ти градусов во избежание трещин. После, кирпич отправляется в печь, где обжигается при температуре от 200 до 800 С около 7—8 часов. Наличие пустот способствует:
- повышению качества изделия;
- быстрой сушке;
- ускорению и равномерному нагреву бруса.
Технология изготовления гиперпрессированного кирпича
Окончательно свои свойства материал приобретает во время хранения на складе.Смесь состоит на 8—15% из цемента, на 2—7% железоокисных пигментов, и на 85—92% сырья — основы (мрамор, известняк). Метод основан на формовке изделий при высоком давлении. За счет трения мелких частиц под воздействием пресса происходит их слипание. Эффективность метода основана на замене старого способа обжига материала холодной сваркой. Изделия проходят обсушивание в пропарочной камере около 8—10-ти часов при температуре 40—70 С, или же 3—5 суток на складе. Гиперпрессованный кирпич приобретает настоящую прочность уже в кладке спустя 30 дней при теплой температуре. Это дает возможность создать:
- прочность;
- морозостойкость;
- влагостойкость.
Процесс сушки
При обсушивании заготовок во время испарения воды частички изделия сближаются, это уменьшает его объем до 15%, но влага испаряется неполностью. Идеально подходит старая малозатратная методика для сушильного процесса — стеллажи с навесом или без него. При хорошей вентиляции и отсутствии солнечного света материал приобретет нужные качества. Высыхание кирпича приводит к его постепенной усадке до 15% от всего объема изделия. Время сушки зависит от движения воздуха, климата, температурных перепадов и занимает около 1—2-х недель при хороших условиях. Для полного затвердения и дегидратации изделия оставляют на стеллажах в помещении с хорошей вентиляцией.
Вернуться к оглавлениюСпособы обжига
Обжиг материала выполняется в три этапа.Процесс включает в себя выполнение 3-х стадий:
- прогрев;
- обжиг;
- охлаждение.
При прогревании происходит испарение гигроскопической и гидратной жидкостей из изделий. При этом карбонаты разлагаются, а органические вещества сгорают. Обжиг изменяет химическое состояние бруса с последующим образованием твердой, плотной структуры. Температурный режим колеблется в пределах от 0 до 1200 градусов, а процесс нагревания печи происходит постепенно. Форма заготовки тоже имеет значение. Если это пустотелый кирпич, то прибавления температуры будут на 200 градусов, а полнотелому — добавляется около 120—150. Процесс охлаждения необходим для прочности и заключается в постепенном снижении температуры до 600 градусов. Это делается во избежание брака готового материала.
etokirpichi.ru
технология изготовления, состав, виды и разновидности.
Виды кирпича
Существует множество разновидностей кирпича, среди всех типов можно выделить основные параметры различия:
- материал изготовления
- степень наполнения
- размер
- применение
Теперь давайте разберемся и рассмотрим каждую характеристику отдельно.
Различие по материалу изготовления
Силикатный кирпич — его основу составляет кварцевый песок (80-90%), известь (10-15%) и вода.
Керамический кирпич — основной компонент это мелкие фракции глины с одного слоя.
Гиперпрессованный — в состав этого типа кирпича входит цемент (~20%), он служит связующим материалом. Основу составляет: известняк, отходы от разработок камня, мрамора или мергеля.
Степень наполнения
Полнотелый — из названия понятно, что это кирпич не имеющий в себе отверстий. Он обладает высокой прочностью, но хуже сохраняет тепло. Несущие стены и кладку для печи делают только из такого кирпича.
Пустотелый — можно разбить на 2 типа: с техническими отверстиями и щелевой. Первый имеет пустоты с одной стороны, второй сквозной. Такой кирпич обладает меньшей прочностью и жаростойкостью, но очень высокой тепло-шумоизоляцией. Именно благодаря камерам с сухим воздухом эта характеристика повышена. Также этот кирпич более экономичен, так как для его производства требуется меньше сырья. Подавляющее большинство облицовочных стен и перегородок делают именно из таких кирпичей.
Размер
Существует 3 основных размера:
- одинарный — 250*120*68 мм
- полуторный — 250*120*88 мм
- двойной — 250*120*138 мм
Применение
Рядовой (строительный) — широко используется в строительстве стен, домов.
Облицовочный (лицевой, фасадный) — имеет красивый внешний вид, идеально гладкую или искусственно сколотую (рваный камень) поверхность, используется для внешней отделки.
Клинкерный — также используется для облицовки, делается из чистой и тугоплавкой глины, имеет большое количество цветов.
Шамотный (печной) — высокая жароустойчивость, применяется для печной кладки.
Состав
Основой кирпича являются природные глинистые минералы, в том числе каолин и сланцы. Небольшие количества марганца, бария и других добавок смешиваются с глиной для получения разных оттенков, а карбонат бария используется для повышения химической стойкости кирпича к элементам.
В современных технологиях производства кирпича применяют многие другие добавки, в том числе побочные продукты из бумаги, аммониевые соединения, смачивающие агенты, флокулянты (вызывают образование частиц в виде свободных кластеров) и дефлокулянты (рассеивают такие кластеры). Некоторым глинам требуется добавление песка или грога ( подземный , предварительно сжигаемый материал, такой как лом кирпича).
Для производства кирпича определенной цветной или поверхностной текстуры используется широкий спектр материалов и способов покрытия. Чтобы создать типичное покрытие, песок (основной компонент) механически смешивается с некоторым типом красителя. Иногда для получения текстур поверхности добавляют флюс или фритту (стекло, содержащее красители). Флюс снижает температуру плавления песка, поэтому он может связываться с поверхностью кирпича. Могут использоваться и другие материалы, включая гранулированный и необожженный кирпич, нефелиновый сиенит и гранулированный агрегат.
Производство керамического кирпича
Начальный этап изготовления кирпича — дробление и измельчение сырья в сепараторе и щековой дробилке. Затем смесь ингредиентов, желаемых для каждой конкретной партии, выбирают и фильтруют перед отправкой на один из трех процессов формования кирпичей — экструзию, формование или прессование, первая из которых наиболее адаптируемая и, следовательно, наиболее распространена. После формования кирпичей и любых последующих процедур их сушат для удаления избыточной влаги, которая в противном случае могла бы вызвать растрескивание во время последующего процесса обжига. Затем их обжигают в печах, после чего охлаждают. Наконец, их снимают — автоматически складывают, обматывают стальными лентами и дополняют пластиковыми угловыми защитными устройствами.
Подготовка сырья
Во-первых, каждый из ингредиентов транспортируется в сепаратор, который удаляет негабаритный материал. Щековая дробилка с горизонтальными стальными пластинами затем сжимает частицы, делая их еще меньше. После того как сырье для каждой партии кирпичей было выбрано, сканирующий экран часто используется для разделения различных размеров материала. Материал правильного размера отправляется на бункеры хранения, а сверхразмерный материал поступает на дробилку, которая измельчает его быстро перемещающимися стальными молотками.
Экструзия
Экструзия наиболее распространенный метод формования кирпича. Измельченный материал и вода подается на один конец мопса, который использует ножи на вращающемся валу для прорезания и складывания материала в мелкой камере. Затем смесь подается в экструдер в дальнем конце мельницы.
Экструдер обычно состоит из двух камер. Первая удаляет воздух из грунтовой глины с помощью вакуума, тем самым предотвращая растрескивание и другие дефекты. Вторая камера — это цилиндр высокого давления, который уплотняет материал, чтобы шнек мог выдавливать его через матрицу. После его сжатия пластмассовый материал выталкивается из камеры, несмотря на специальное отверстие для штамповки. Поперечное сечение экструдированной колонны, называемой «мопс», формируется в форме матрицы. Сечения желаемой длины разрезаются по размеру с помощью вращающихся ножей или жестких проволок.
При формовании мягкая, влажная глина обычно помещается в деревянную коробку. Внутренняя часть ящика часто покрыта песком, который обеспечивает желаемую текстуру и облегчает удаление формованного кирпича из формы. Вода также может использоваться для облегчения выпуска.
Прессование, третий тип формирования кирпича, требует материала с низким содержанием воды. Материал помещают в матрицу, а затем уплотняют стальным поршнем при нужном давлении.
Снятие фаски кирпича
Станки для снятия фаски были разработаны для производства борозды из кирпича для таких применений, как мощение. Эти машины используют ролики для отступов кирпича при его экструзии. Они иногда оснащены проволочными резаками для снятия фаски и резки за один шаг. Такие машины могут производить до 20 000 единиц в час.
Покрытие
Выбор песчаного покрытия, также применяемого в качестве кирпича, экструдируется, зависит от того, насколько мягким или жестким является экструдированный материал. Для покрытия мягкого материала используется непрерывный вибрационный питатель, тогда как для текстурированного материала покрытие, при необходимости, нужно намазать или намотать. Для более твердых материалов используется прижимной ролик или сжатый воздух, а для чрезвычайно твердых материалов требуется пескоструйная обработка.
Сушка

Перед обжигом кирпича его необходимо высушить, чтобы удалить лишнюю влагу. Если эта влажность не удаляется, вода будет гореть слишком быстро во время обжига, вызывая растрескивание. Используются два типа сушилок. Туннельные сушилки используют автомобили для перемещения кирпича через контролируемые влажностью зоны, которые предотвращают растрескивание. Они состоят из длинной камеры, через которую медленно сдвигается посуда. Внешние источники горячего воздуха с циркуляцией вентилятора подаются в сушилку для ускорения процесса.
Также используются автоматические камерные сушилки, особенно в Европе. Экструдированные кирпичи автоматически помещаются рядами по двум параллельным стержням. Затем кирпичи подаются на специальные стойки с пальцевидными устройствами, которые содержат несколько пар стержней в нескольких слоях. Затем эти стойки переносятся с помощью рельсовых транспортных средств или подъемников в сушильные машины.
Обжиг

После формования и нанесения покрытия кирпичи высушиваются с использованием туннельных сушилок или автоматических камерных сушилок. Затем кирпичи автоматически загружаются на автомобили и перемещаются в большие печи, называемые туннельными печами. При обжиге кирпич затвердевает и укрепляется. После охлаждения кирпичи устанавливают и упаковывают.
Установка и упаковка
После того, как кирпич был обжиг и охлажден, он выгружается из машины в печь через процесс дезактивации, который был автоматизирован до такой степени, что практически все ручные блокировки кирпича устраняются. Были разработаны автоматизированные машины для установки, которые могут устанавливать кирпич со скоростью более 18 000 в час и могут поворачивать кирпич на 180 градусов. Обычно устанавливают рядами одиннадцать кирпичей в ширину, стопку обматывают стальными лентами и снабжают пластиковыми полосками, которые служат в качестве защитных устройств для угла. Затем упакованный кирпич отправляется на место работы, где он обычно разгружается с помощью грузовых автомобилей.
kakdelayut.ru
Керамический кирпич: особенности производства | Kladka kirpicha
 Отформованный кирпич в процессе сушки
Отформованный кирпич в процессе сушкиНа сегодняшний день, керамический кирпич является одним из популярнейших материалов, используемых в жилищном строительстве. И это — несмотря на немалый ассортимент стеновых конструктивных изделий из бетона, и других видов кирпичей, изготавливаемых методами сухого прессования и автоклавного синтеза.
Весь секрет в том, что изделия из обожжённой глины не только прочны и долговечны, но и обладают настолько высокими эстетическими качествами, что фактура кирпичной кладки стала визитной карточной многих интерьерных стилей — как исторических, так и современных.
Интересные факты
Бытует мнение, что технологии производства изделий из глины – а в особенности, кирпича, были завезены к нам из европейских государств. Однако многие историки подвергают это утверждение сомнению, так как гончарное ремесло на Руси было развито, как никакое другое.
Просто использовать кирпич для жилищного строительства стали не сразу, потому что в столице и многих других русских городах, тогда на высоте было каменное зодчество. Предпочтение отдавалось белому камню известняковых пород — не зря ведь Москву называли «белокаменной».
 Храмы из кирпича стоят и сегодня
Храмы из кирпича стоят и сегодняТем не менее, в начале XVI века, керамический кирпич, который до тех пор изготовлялся кустарно, поставили на промышленное производство, и начали использовать его для возведения храмов и казённых построек.
Первая стандартизация кирпича
Однако строители испытывали определённые неудобства в работе из-за того, что у каждого производителя изделия отличались по размерам и форме. Поэтому уже в начале XVII века, Борисом Годуновым была осуществлена первая попытка стандартизировать кирпичи.
- Тогда они были длиннее, чем сегодня (примерно 310 мм), а по толщине были как современный полуторный кирпич. Делать пустотные варианты ещё не умели, а из-за солидного веса, с таким кирпичом было не слишком удобно работать.
- Позже, уже в царствование Петра I, был утверждён новый стандарт, с более компактным форматом, который, в переводе из вершков в современную систему меры, соответствовал: 280 мм в длину, 140 мм в ширину, и 70 мм в высоту. Современный кирпич, если говорить об одинарном варианте, ещё немного уменьшился в размерах, но довольно близок к тогдашнему стандарту.
- При Петре I выделывали несколько видов кирпичей. Принятый в Российской Империи стандарт относился к русскому варианту. Но были так же голландский, английский, американский и немецкий, формат которого и взят за основу современного стандарта.
 Искусством каменщиков прошлых веков восхищаются и сегодня
Искусством каменщиков прошлых веков восхищаются и сегодня- В царствование Екатерины II, кирпич стали производить не только строительный, но и печной, а так же появились различные фасонные изделия в виде брусков, плит, квадрата, клина.
- Уже к 1780 году, в одной только столице работало более 70 кирпичных заводов. На них интенсивно механизировали производство, устанавливали круглые печи, в которых обжиг кирпича керамического был более равномерным.
- Качество продукции этих предприятий было на достаточно высоком уровне. Мы можем убедиться в этом, глядя на старые здания, которые эксплуатируются и до сего дня. Причём, по архитектурной сложности фасада с ними не сравнится ни одно современное здание.
- Но, несмотря на быстрое развитие промышленности в сфере производства кирпича, селяне продолжали жить в бревенчатых избах. Причиной тому была и нехватка кирпича, и его высокая цена. Регулярные пожары, которые выкашивали целые поселения из деревянных построек, только закрепили популярность кирпича, как строительного материала.
- В XIX веке, сначала при Николае I, а затем при Александре II, с подачи правящих кругов стало активно пропагандироваться кустарное производство кирпича, для чего была выпущена не одна инструкция. Составляли их мастера кирпичного дела, прошедшие путь от кустарей до солидных промышленников.
Обратите внимание! И у нас, и в Европе, до сих пор выпускается кирпич ручной формовки, который невероятно красив, и позволяет оформить здание под старину. В принципе, изготовить кирпич своими руками, в домашних условиях, можно и сейчас, так как в технологии за всё это время мало что изменилось.
Современное кирпичное производство
Конечно, технология производства кирпича за прошедшие столетия шагнула далеко вперёд. Сегодня все этапы максимально механизированы – даже при изготовлении изделий ручной формовки, которую можно назвать таковой лишь с большой натяжкой.
К тому же, благодаря сбалансированному подбору сырья, теперь есть возможность получать кирпич заданной прочности и расцветки. А при помощи современного оборудования – изготавливать керамические камни (блоки) с укрупнённым форматом, облегчённые, с великолепными теплотехническими свойствами.
Ассортимент и сферы применения кирпича
Трудно сказать однозначно, что лучше: кирпич или керамический блок. Всё зависит от того, какие именно конструкции нужно возвести.
Кирпич пустотелый с нормальным форматом Кирпич блочный керамический Облицовка керамоблока кирпичом Наружные стены дома возводятся из блоков с кирпичной облицовкой, а внутренние стены – из кирпичаОбратите внимание! Одно можно сказать точно: если речь идёт о строительстве дома, то на возведение его стен из блоков, за счёт их более крупного формата, уйдёт гораздо меньше времени. При этом, кирпич может использоваться наряду с блоками: для наружной облицовки стен, и для внутренней планировки помещений. Благодаря его небольшой ширине, (или, при укладке кирпича на ребро, высоте), перегородки не отнимают много жилой площади.
Итак:
- И традиционный кирпич, и блоки, своё применение находят. В первой части нашей статьи мы подробно рассказали о том, какие размеры изделий и какие их марки, регламентирует современный стандарт. Уделили внимание и сферам применения изделий, в зависимости от их прочностных характеристик.
- Но нельзя не сказать и об эстетических качествах современного кирпича, позволяющих использовать его не только для облагораживания фасадов, но и в дизайне интерьеров. Если керамический камень (блоки), являются исключительно конструктивным материалом, то кирпич, правда, не всякий – это ещё и великолепный декоративный материал.
- Сегодня производят широчайшую цветовую гамму глиняного кирпича. Его оттенки, в основном, обусловлены исходным цветом глины, используемой в качестве сырья, а так же путём добавления в шихту извести, марганца, или пигментов химического происхождения. Однако кирпич не всегда бывает окрашенным в массе.
Есть и такие виды декора лицевой поверхности, при которых на две или четыре лицевых грани наносится цветная глазурь, пигментированная жидкая глина (ангоб), или выполняется порошковое напыление краски. Очень востребован сегодня и такой вид лицевой отделки кирпича, как торкрет – посыпка из песка, кварца, слюды.
Для справки! Каким бы ни был вариант отделки лицевой поверхности кирпича, его прочностные характеристики ни в чём не уступают кирпичу рядовому, который используется для возведения стен. Отсутствие декора на обычных изделиях, всего лишь дают возможность уменьшить себестоимость конструкций. Тем более, что эстетика кирпича вообще не имеет значения, когда кладку предполагается оштукатурить.
Основные этапы производства
Познакомится наглядно с процессом изготовления керамического кирпича, вам поможет видео в этой статье. Но и представленная нами теоретическая информация, подкреплённая картинками, будет не лишней. Итак…
Этап 1: вылёживание и вымораживание
Главным условием качества любых изделий, является, конечно же, сырьё. В данном случае, это глина. Но какой бы удачной она ни была по составу, глина должна пройти определённую обработку.
Итак:
- Самый лучший для производителя вариант – когда есть условия осуществлять эту обработку естественным способом. К нему относятся этапы вымораживания и вылёживания увлажнённой глины.
- Для чего это нужно? Дело в том, что при замерзании и последующем оттаивании глины, в ней разрушаются многочисленные нежелательные примеси.
- При этом удельный объём глинистых частиц увеличивается, более интенсивно проходит процесс их набухания, и усиливается прочность их сцепления в тесте. То есть, исходное качество сырья после многократного замораживания улучшается.
- Но для этого необходимо, чтобы глина ещё и вылежалась – а ей для этого нужно не менее года. Не будем углубляться в процессы, которые при этом происходят.
Скажем только, что общая прочность глины и качество будущего кирпича, при этом значительно повышаются. К тому же, облегчается процесс подготовки сырья, что позволяет снизить энергопотребление.
Этап 2: механическая обработка
Конечно, современное оборудование позволяет исключить вышеупомянутый этап из технологии изготовления кирпича. Но это влечёт дополнительные затраты – а значит, и стоимость готового продукта возрастает. Так что многие производители, которые располагают собственными карьерами, и могут организовать естественную подготовку сырья, не спешат переходить на новые технологии.
Подача глины-сырца к смесителям Перемешивание и дробление глины Извлечение твёрдых включений из сырья Резка глиняного бруса на кирпичиИтак:
- После того, как вылежавшаяся глина поступила в производство, её необходимо обработать механически. В этом случае, на неё уже оказывается прямое воздействие, под которым она меняет первоначальные свойства. А так как процесс механической обработки сильно влияет на конечное качество изделий, подбор оборудования и сырья для их изготовления должен подбираться в соответствии с требуемым результатом.
- Самое главное в технологической цепочке – это равномерное и дозированное увлажнение, вкупе с тщательным перемешиванием сырья. Но задачей номер один, следует считать измельчение сырья и удаление из него твёрдых включений. Делают это путём размола бегунами, или продавливания увлажнённой глины через дырчатые вальцы, что мы и видим на одном из приведённых выше фото.
- Те времена, когда глину месили ногами, канули в лету, хотя при изготовлении глинобита в домашних условиях этот способ ещё используется. На производствах – даже если изготавливается кирпич ручной формовки, используют лопастные смесители с одним или двумя валами, установленные друг за другом.
Далее, из хорошо размятого, однородного глиняного теста, методом экструзии формуют длинный брус сечением, соответствующим длине и ширине конечного изделия. Затем его нарезают на кирпичики одинаковой толщины, и приступают к следующему этапу.
Этап 3: сушка
Не менее важным для обеспечения хорошего качества кирпичу этапом, является сушка. Любое отклонение от режима, приводит к тому, что изделия растрескаются. Здесь очень важно, чтобы влага из сырца удалялась равномерно по всей толще. Особенно нежелательно образование на его поверхности сухой корки – к этому может привести чересчур интенсивное сушение.
 Сушка кирпичей
Сушка кирпичейДля сушки сырцовых изделий, на предприятиях используют туннельные или камерные сушилки, в которых теплоноситель движется и прямоточно, и противоточно. При этом его интенсивность и температуру можно регулировать. В качестве теплоносителя используется горячий газ, который окутывает сырец, успевший немного подсохнуть перед загрузкой в сушилку.
У туннельных сушилок есть и плюсы, и минусы. К плюсам можно отнести более сжатые сроки сушки, а к минусам – определённые неудобства для предприятий с односменным режимом работы. Проблема в том, что туннельные сушилки требуют регулярной загрузки и выгрузки сырца в течение суток.
Этап 4: обжиг
Каждая стадия в технологии изготовления кирпича по-своему важна, но наиболее ответственной, и к тому же завершающей, является обжиг.
Он заключается в высокотемпературной обработке уже высушенного сырца:
- При этом, под воздействием тепла, в керамике протекают химические и физические процессы. В результате и формируются такие свойства, как плотность, прочность, морозостойкость.
- Так что, температура обжига керамического кирпича целиком и полностью зависит от того, изделия с какими характеристиками требуется получить.
- В целом, режим обжига состоит из: постепенного повышения температуры, её доведения до максимального (конечного) значения, а так же длительности выдержки изделий в печи.
- Для керамического и клинкерного кирпича эти режимы неодинаковы. Для клинкера и температура выше, и время обжига дольше – отсюда и его более высокая прочность.
 Кирпич перед загрузкой в обжиговую печь
Кирпич перед загрузкой в обжиговую печьДля обжига, на производствах используют печи разного типа. В кольцевых печах, кирпич располагается статично, а через него проходят теплоносители.
Если сравнивать их с печами напольной конструкции, то они хоть и дороже, но в обслуживании намного проще. К тому же, и расход топлива меньше, и результат получается лучше.
 Вагонетка с кирпичом на выходе из туннельной печи
Вагонетка с кирпичом на выходе из туннельной печиЕщё более удобными, являются печи туннельного типа, в которые кирпич закладывается на вагонетках, и прямо на них и обжигается. Через заданный интервал времени, они выезжают из печи с уже готовыми изделиями.
Так как процессы загрузки и освобождения вагонетки происходят вне печи, обслуживающему персоналу не приходится испытывать неудобства, связанные с повышенными температурами в помещении.
Нарушение режима обжига чревато получением таких видов брака, как:
| Вид брака | Характеристики |
 Производственный брак: деформация изделий под собственным весом Производственный брак: деформация изделий под собственным весом | Деформация изделий под собственным весом. Возникает вследствие избыточного остатка влаги после сушки, или неправильном температурном режиме при обжиге. |
 Недожжённый кирпич Недожжённый кирпич | Недожог, который получается либо вследствие слишком низкой температуры обжига, либо из-за некачественной сушки сырца. Подобный брак сильно снижает прочность изделий, и нередко выявляется, когда хранение керамического кирпича осуществляется под открытым небом. То есть, он разрушается при намокании или замерзании и оттаивании. |
 Пережог – тоже плохо Пережог – тоже плохо | Пережог – это другая крайность. Причиной может стать как слишком высокая температура, так и слишком длительное время обжига. Изделия при этом могут иметь оплавленный контур, и почти чёрный цвет.Поверхность пережжённых кирпичей становится почти стеклянной, что уменьшает до нуля водопоглощение — что вроде бы хорошо. Но это так же и минус, потому что сцепляться в кладке с раствором такой кирпич будет плохо. |
Обратите внимание! Если пережог небольшой, и не вызвал деформации изделий, то у них, кроме высокой водостойкости будут ещё и повышенные прочностные показатели. Такой кирпич называется железняк. Его можно, и даже нужно использовать для сооружения коммуникационных и питьевых колодцев, возведения фундаментов и любых конструкций, заглубляемых в грунт.
 Паспорт на партию кирпича
Паспорт на партию кирпичаПосле выгрузки кирпича из печи, его сортируют, и выборочно производят отбор образцов для определения соответствия готовой продукции требуемым характеристикам. Методы испытания керамического кирпича регламентируются главой 7 ГОСТа 530-2012. Полученные при проведении испытаний результаты обязательно указывают в паспорте качества, который заполняется либо на всю изготовленную, либо на всю отгружаемую потребителю партию.
Так же читайте начало статьи: Керамический кирпич – часть 1: обзор требований стандарта
iz-kirpicha.su