Технология изготовления автоклавного газобетона | gazobeton.org
Газобетон – это легкий искусственный материал, полученный в результате твердения поризованной смеси, состоящей из гидравлических вяжущих веществ, тонкомолотого кремнеземистого компонента, воды и добавки газообразователя.
Для изготовления изделий из ячеистого бетона можно применять различные сырьевые материалы, но наибольшее распространение получили следующие:
— портландцемент ПЦ 400 – ПЦ 500, без активных минеральных добавок;
— известь негашеная кальциевая с содержанием CaO не менее 70%;
— кварцевый песок с содержанием кварца SiO2 не менее 85%, а глинистых примесей не более 3%;
— газообразователь алюминиевая пудра (паста) с содержанием активного алюминия не менее 80%.
Технологический процесс изготовления автоклавного газобетона включает в себя:
— прием и подготовку сырьевых материалов;
— приготовление газобетонной смеси;
— формование массивов газобетона;
— разрезку массивов на изделия;
— автоклавную обработку;
— упаковку изделий.
Сырьевые материалы могут поступать на завод различными видами транспорта (чаще всего автомобильным и железнодорожным). Хранение вяжущих предусматривается в специальных силосах. Количество и объем силосов выбирается в зависимости от мощности завода, удаленности от поставщиков материалов и вида транспорта.
Кварцевый песок выгружаются в приемный бункер, откуда по ленточному конвейеру поступает на помол для приготовления шлама. Помол производится в шаровых мельницах. Далее песчаный шлам транспортируется в шламбассейны, где гомогенизируется с помощью постоянного механического перемешивания.
Негашеная известь на предприятие поступает в тонкомолотом или комовом виде.
В первом случае, тонкомолотая негашеная известь хранится, по аналогии с портландцементом, в силосах и уже готова к употреблению. Во втором случае, если поступает комовая негашеная известь, на предприятии используется технология приготовления известково-песчаного вяжущего путем совместного сухого помола в шаровых мельницах извести и кварцевого песка.
Приготовление газобетонной смеси производится в дозаторно-смесительном отделении. Портландцемент, известь (известково-песчаное вяжущее), песчаный шлам, шлам из отходов резки, вода и алюминиевая суспензия дозируются в соответствии с установленной рецептурой в специальный смеситель, обеспечивающий высокую гомогенность смеси.
Процесс формования включает разгрузку (заливку) смеси из смесителя в форму и вспучивание смеси. Окончание процесса формования наступает после достижения максимальной высоты вспучивания смеси и прекращения активного газовыделения.
После вспучивания формы с газобетонной смесью выдерживаются на постах, желательно при температуре воздуха не менее +15-20
После достижения сырцом пластической прочности 0,04-0,12 МПа (в зависимости от технологии) формы подаются на резательный комплекс. Газобетонный массив калибруется со всех сторон и разрезается проволочными струнами в продольном и поперечном направлениях на изделия требуемых размеров. Метод резки газобетонных массивов в полупластическом состоянии с помощью тонких проволочных струн хорошо зарекомендовал себя и на современных резательных машинах позволяет получать изделия точных размеров с отклонениями от номинальных до ±1,0-1,5 мм. Такая точность позволяет осуществлять кладку блоков на тонкослойную клеевую смесь вместо традиционного цементно-песчаного раствора.
Разрезанные на изделия массивы устанавливаются на автоклавные тележки и загружаются в автоклав. После полной загрузки автоклава начинается тепловлажностная обработка по определенному режиму, включающему плавный набор температуры и давления, изотермическую выдержку при температуре около 190°С и давлении 12 атм, плавный спуск давления и подготовка изделий к выгрузке.
Из компонентов CaO и SiO2, вяжущих материалов и кварцевого песка, а также воды, в условиях автоклавной обработки (высокое давление и температура) происходит образование новых минералов – низкоосновных гидросиликатов кальция, что предопределяет более высокие физико-механические характеристики автоклавного газобетона в сравнении с неавтоклавными ячеистыми бетонами (пенобетон, газобетон).
После завершения цикла тепловлажностной обработки изделия подаются на участок деления и упаковки, а затем на склад готовой продукции.
Основные моменты технологии производства блоков из автоклавного газобетона показаны на видео одного из участников ассоциации ВААГ:
Технология производства газобетона: 10 простых шагов | АлтайСтройМаш
На сегодняшний день технология производства газобетонных блоков интересует не только людей, планирующих построить свой дом, но и предпринимателей из России, Казахстана, Узбекистана и других стран СНГ, которые решили заняться бизнесом на производстве газобетона.
Почему именно газобетон? Во-первых, благодаря высоким показателям прочности и теплоизоляции, спрос на этот материал постоянно растет. Во-вторых, технология изготовления газоблоков очень проста: вам не потребуются особые знания и умения, чтобы стать производителем газобетона.
Предлагаем подробнее ознакомиться с технологией производства газоблоков.
Неавтоклавный газобетон: технология и требования
1. Производственное помещение обязательно должно быть светлым и хорошо вентилируемым. Требуемая температура воздуха в здании – не менее 20С.
2. Особое внимание нужно уделить отсутствию сквозняков в месте подъема газобетонной смеси в формах. Наличие сквозняка может повлиять на весь процесс производства (особенно в момент подъема смеси).
Если температура в цехе меньше 20С, то необходимо добиться температуры от 20С как минимум локально (в местах подъема смеси в формах). В линиях конвейерного типа необходимо разместить камеру предварительного прогрева и установить ее от поста заливки до поста резки. Оптимальная температура в камере предварительного прогрева – 35-40С.
Оптимальная температура в камере предварительного прогрева – 35-40С.
С подробным рецептом газобетона можно ознакомиться здесь.
Технология изготовления газобетона: пошаговая инструкция
Шаг 1. Заливаем воду в газобетоносмеситель (температура воды 45-60С).
Шаг 2. Включаем смеситель и засыпаем цемент.
Шаг 3. Добавляем химические компоненты: каустическую соду (NaOH) и сульфат натрия (Na2SO4) и засыпаем песок.
Шаг 4. Перемешиваем все компоненты в течение 3-5 минут.
Шаг 5. Добавляем приготовленную суспензию алюминиевой пудры или отмеренную массу алюминиевой пасты (в сухом виде) и перемешиваем 20-30 секунд.
Шаг 6. Пока готовится смесь, форму для заливки нужно подкатить к смесителю. К моменту слива смеси формы нужно почистить, собрать и смазать. После получения готовой смеси нужно выключить смеситель и слить раствор.
Шаг 7. После слива раствора аккуратно перемещаем форму в камеру предварительного прогрева.
Шаг 8. После набора необходимой структурной прочности (1-3 часа) выкатываем форму из камеры предварительного прогрева, срезаем горбушку, снимаем борта и разрезаем массив на отдельные блоки.
Шаг 9. Разрезанный массив перемещаем в камеру окончательной выдержки для набора прочности. Температура выдержки – 50-60С.
Шаг 10. После окончательного набора прочности (в течение 6-8 часов) готовые блоки укладываются на поддон, упаковываются стрейч пленкой и отгружаются на склад.
Технология производства газоблоков – это просто!
Как вы уже поняли, технология производства газобетона не сложнее выпечки хлеба или приготовления плова: вам не нужно иметь специальные знания и навыки, чтобы начать производить качественные газобетонные блоки. Кроме того, приобретая оборудование по производству газоблоков, технологи компании АлтайСтройМаш всегда будут на связи и смогут ответить на любые ваши вопросы.
Готовы стать производителем газобетонных блоков?Подобрать оборудование
Технология производства газобетона
Газобетонные блоки, как и пенобетонные изделия, являются одной из разновидностей ячеистых бетонов. Пористая структура придает этому материалу хорошие тепло и шумоизоляционные свойства, малый вес при больших размерах и достаточную прочность, что качественно выделяет его среди остальных стеновых материалов, широко использующихся при строительстве перегородок, гаража, дачи и др.
Виды изготовления
Существует 2 разновидности технологии производства газобетонных блоков, а именно: автоклавного твердения и естественной выдержки. В первом случае используют специальные камеры – автоклавы, снабженные регулятором давления и температуры. Газобетон, получаемый таким способом более качественный и прочный, нежели тот, который был высушен в естественных условиях, но зато вторая технология приемлема для тех, кто хочет изготовить блоки в домашних условиях, хоть он получится не настолько надежный как хотелось бы, но он все равно будет пригоден для строительства малоэтажных частных домов.
Сырьевые компоненты
Для изготовления газобетонных блоков по любой технологии понадобятся следующие его составляющие:
Вода
Для блоков пригодна любая питьевая и техническая чистая вода, однако она должна отвечать всем требованиям ГОСТ 23732-79. Вода с температурой 45, качественно увеличит скорость твердения, прочность и производительность линии изготовления. Подогрев воды поможет снизить количество применяемого цемента, за счет искусственной стимуляции его активности.
Вода с температурой 45, качественно увеличит скорость твердения, прочность и производительность линии изготовления. Подогрев воды поможет снизить количество применяемого цемента, за счет искусственной стимуляции его активности.
Песок
Подойдет любой речной или карьерный, главное, чтобы в нем содержалось минимальное количество глинистых и илистых частиц, а максимальная крупность зерен не превышала 2 мм.
Портландцемент
Предпочтительно вяжущее марок М 400 и М 500, лучший цемент тот, который по всем критериям удовлетворяет требования ГОСТ 10178-85.
Газообразователь
В его качестве используется алюминиевая пудра марок ПАП-1 или ПАП-2.
Оборудование
Технологическая линия изготовления газоблоков подразумевает наличие специального оборудования, которое приобретается в комплексе у производителя. Как правило, такой комплекс представляет собой автоматизированный мини–завод, который имеет довольно компактные размеры. Некоторые производители, бонусом к приобретаемому оборудованию предоставляют услуги временного технолога, который обучит вас, настроит производственную линию и подберет оптимальный состав газобетонной смеси.
Некоторые производители, бонусом к приобретаемому оборудованию предоставляют услуги временного технолога, который обучит вас, настроит производственную линию и подберет оптимальный состав газобетонной смеси.
Основные этапы
Конкретный алгоритм производства зависит от специфики приобретенного оборудования, но в общем он подразумевает 3-этапное производство газоблоков:
- Первым делом происходит точная дозировка компонентов и их перемешивание, в среднем этот цикл длится не более 10 минут.
- После чего, приготовленную бетонную массу, посредством специального оборудования, выгружают в заранее смазанные формы ровно до половины. Далее, в течении 4-часов смесь «растет» и заполняет весь объем форм, еще через 2 часа излишки смеси убираются.
- И третий, завершающий этап – распалубка изделий после 16-часовой выдержки и складирование их на поддоны для дальнейшего набора отпускной прочности, которая происходит в течение 2 или 3 суток, после чего изделия отправляются на склад.


Вывод
Чтобы получить на выходе хороший газобетон, нужно приобрести надежное оборудование и качественное сырье. Также обязательно следование всем правилам технологии, и только три эти составляющие в совокупности помогут не только окупить вложения, но и принести хорошую прибыль.
Удачной стройки!
Технологический процесс производства газобетонных блоков
Производство блоков газобетона раньше было доступно только крупным компаниям. С появлением новых технологий этот процесс значительно упростился, поэтому сегодня этот строительный материал производят и небольшие фирмы.
Основные виды применяемого оборудования — полуавтоматические линии (производительность обычно не превышает 2,9 м³ в смену) и более сложные полностью автоматизированные производственные линии (производительность достигает 1200 м³ в день).
Этапы производства
Технология подразумевает работу в несколько этапов:
- подготовка (монтаж и смазка) форм и бетонной смеси;
- заполнение емкостей и вызревание готовой смеси;
- нарезка сырого бетона;
- твердение в автоклавах;
- упаковка продукции.

Подготовительный этап
Газобетонные блоки отличаются от прочих видов продукции своей ячеистой структурой. Пузырьки газа занимают в материале до 85% общего объема, благодаря чему обеспечивается легкость продуктов. Компоненты для состава размешивают в газобетоносмесителе в течение примерно 4-5 минут, затем добавляют алюминиевую пудру, вступающую в химическую реакцию с известью. Продукт этой реакции — водород. Именно он образует в готовой массе пузырьки, равномерно пронизывающие ее.
Заполнение форм и нарезка
После добавления алюминиевой пудры раствор переливают в металлические емкости — вспучивание происходит в них. Для ускорения процесса состав на этой стадии подвергают вибрационным нагрузкам — это позволяет бетону быстрее схватиться и затвердеть. По достижении стадии созревания излишки материала обрезают с помощью проволочных струн — это необходимо для устранения неровностей. Оставшуюся массу нарезают на блоки равного размера.
Автоклавная обработка
Прогревание — важнейший производственный этап. Он позволяет значительно улучшить свойства. Сформированные и заранее нарезанный на блоки газобетон помещают в камеры автоклава, где они подвергаются воздействию насыщенного пара и повышенного давления. Температура в камерах достигает 190°С.
В некоторых случаях бетон производится неавтоклавным методом — затвердевание происходит естественным путем. Однако получаемый таким образом бетон менее прочен. Автоклавный бетон считается более надежным материалом и применяется чаще. Блоки из газобетона, произведенные автоклавным методом, отличает более однородная структура, лучшие показатели звуко- и теплоизоляции. В российских климатических условиях с применением этого материала можно возводить однорядные стены без дополнительного утепления. Кроме того, ячеистый бетон может использоваться в многоэтажном строительстве домов в качестве заполнителя.
Упаковка
На финишном этапе готовая продукция пакуется в термоусадочную пленку, затем блоки транспортируют к месту назначения на специальных деревянных поддонах.
мини завод, расчет и технология
Продажа строительных материалов считается одним из наиболее прибыльных дел. Вне зависимости от обстоятельств строительные работы никогда полностью не останавливаются. Иными словами, на такую продукцию всегда будет спрос. Опытные строители отмечают, что использование и производство газобетона позволяет снизить финансовые затраты на проведение работ. Блоки из этого стройматериала не причиняют вреда окружающей среде.
Газоблоки универсальны, они могут применяться на частных и на промышленных строительных площадках. Они обладают рядом положительных свойств, которых можно добиться в ходе производства, при добавлении определенных компонентов в состав раствора. Если вы намерены сделать мини бизнес на продаже блоков, то лучше всего стать владельцем небольшого завода, специализирующегося на производстве таких изделий. Приобретя такой завод, вам удастся самостоятельно производить газобетон. Затраты на оборудование, материалы и другие нужды вполне приемлемы: они не превысят расходы на закупку готовых изделий.
Приобретя такой завод, вам удастся самостоятельно производить газобетон. Затраты на оборудование, материалы и другие нужды вполне приемлемы: они не превысят расходы на закупку готовых изделий.
Какой тип производства выбрать?
Перед тем как начать заниматься производствами стройматериалов на мини предприятии, необходимо определиться и записать в бизнес план способ, с помощью которого будут выпускаться блоки. В частности, существует неавтоклавный, а также автоклавный метод. Применение первой методики считается менее затратным, так как смеси затвердевают естественным путем, без применения оборудования. Поэтому нет необходимости приобретать спецтехнику и расходовать электроэнергию. Но данный способ влечет за собой существенную усадку изделия. Так, у автоклавных блоков усадка составляет меньше миллиметра на метр, а у неавтоклавных несколько миллиметров на метр. Кроме того, для этого способа требуется больше цементного раствора.
Вместе с тем у этого способа есть и свои преимущества. Например, изделия обладают повышенными теплоизоляционными характеристиками. При применении автоклавного метода под воздействием температур и значительного давления в изделиях образуется тоберморит, придающий блокам высокую прочность. Данная особенность позволяет расширить сферы применения материала, однако для создания пеноблоков понадобится доставить мини заводы спецтехнику, нанять квалифицированных работников.
Например, изделия обладают повышенными теплоизоляционными характеристиками. При применении автоклавного метода под воздействием температур и значительного давления в изделиях образуется тоберморит, придающий блокам высокую прочность. Данная особенность позволяет расширить сферы применения материала, однако для создания пеноблоков понадобится доставить мини заводы спецтехнику, нанять квалифицированных работников.
При производстве средних партий стройматериала высок риск банкротства мини предприятия. Поэтому, для масштабных работ и выпуска больших партий изделий, желательно изготавливать автоклавные газоблоки. Все ваши шаги должны быть прописаны в бизнес плане.
Если же вы намерены открыть мини предприятие, можно применять неавтоклавный способ при работе с газобетоном. В то же время существуют методы, помогающие улучшить характеристики неавтоклавных блоков. При этом вам не потребуется закупать оборудование. Следует лишь воспользоваться специальными добавками, к которым относят микрокремнезем, разные виды стекловолокна и другие средства.
Следует лишь воспользоваться специальными добавками, к которым относят микрокремнезем, разные виды стекловолокна и другие средства.
Что нужно для бизнеса?
Чтобы начать работу с небольшим заводом, специализирующимся на выпуске газобетонных блоков, нужен определенный финансовый капитал, значительная часть которого будет потрачена на покупку оборудования и специальной техники. Чистый доход, начисляемый таким заводам, способен достигать 2000 долларов. При этом завод окупается за один год, но только при условии выпуска высококачественных и актуальных газоблоков, использование которых поможет строить безопасные и надежные здания.
Вернуться к оглавлениюПримерный расчет затрат
Первоначальные финансовые расходы, прописанные в бизнес плане, выглядят приблизительно так:
- аренда – 250 долларов;
- оборудование – 10 000 долларов;
- заработная плата – 1600 долларов;
- ремонт на предприятии – 750 долларов;
- сырье – 1500 долларов.

Если не учитывать финансовые затраты на приобретение оборудования, то себестоимость кубометра блоков из газобетона составляет около 25 долларов (рыночная цена – около 40 долларов). За одну смену предприятие может сделать 2500 м3 стройматериала. В общей сложности инвестиции должны составить около 50 800 долларов. Таким образом, в соответствии с планом, ваш бизнес может окупиться всего за несколько месяцев.
Вернуться к оглавлениюТехнология изготовления
Технология производства газобетона.При изготовлении газоблоков специалисты пользуются такими ингредиентами:
- вода;
- пудра из алюминия;
- гипсовая добавка;
- известка;
- строительный песок;
- цемент.
Весь план изготовления изделий состоит из нескольких этапов. Прежде всего, сырье необходимо тщательно просеять, дабы очистить материалы от примесей. После этого следует смешать песок с водой. Затем необходимое количество компонентов загружают в оборудование, за счет применения которого при смешивании происходят нужные реакции: получается раствор с ячеистой структурой. Готовую смесь формируют, согласно плану.
Готовую смесь формируют, согласно плану.
Чтобы материал приобрел необходимую высоту и форму, его помещают в оборудование для формовки. Завершительная стадия формирования наступает, когда состав достигает требуемой высоты. При этом должно выделяться минимальное количество газов. После затвердения газоблоков их можно достать из форм, после чего разрезать по параметрам, прописанным в плане. Остатки применяются в производстве новых изделий. Следующая стадия предполагает обработку с помощью жидкости и тепла. Затем газоблоки можно запаковывать и отправлять на склад.
Вернуться к оглавлениюМатериалы и оборудование
На небольшое предприятие нужно закупать оборудование. Для более точного расчета в плане можно указать каждое устройство. Вместе с тем на современном рынке представлен укомплектованный набор оборудования. Приобретя его, вы сможете сэкономить средства. В такую линию входят:
- емкость;
- шаровая мельница;
- парогенератора;
- растворосмеситель;
- автопогрузчик;
- станок для фрезерования;
- емкости для формовки газоблоков;
- дозатор;
- автоклавный аппарат;
- специальное сито.

Оборудование необходимо производству для работы с цементом, пастой, известкой, песком.
Вернуться к оглавлениюПомещение и персонал
Для выполнения плана на небольшом предприятии в одну рабочую смену нанимают бригадира, а также нескольких работников. В свою очередь, заводские помещения размещаются на территории, минимальная площадь которой составляет 1000 квадратных метров. Предприятие нужно зонировать на следующие отделения:
- бытовые;
- складские помещения;
- комнаты, предназначенные для того, чтобы запаковывать и комплектовать продукцию;
- отделение для формовки;
- отделение для приготовления смесей;
- складское помещение для используемого сырья.
Кому продавать продукцию?
Чаще всего газоблоки приобретают строительные фирмы, занимающиеся возведением зданий и отделочными работами. Но для продажи больших объемов изделий необходимо завязать деловые отношения со специализированными магазинами. Если вам удастся регулярно поставлять продукцию в такие точки, то в складских помещениях товар не будет долго залеживаться.
Если вам удастся регулярно поставлять продукцию в такие точки, то в складских помещениях товар не будет долго залеживаться.
Итоги
Технология изготовления газоблоков требует привлечения профессионалов. Однако для небольшого предприятия вам не понадобится нанимать множество рабочих и тратить крупные суммы денег на поддержку бизнеса. При наличии партнерских отношений и правильном ведении дел предприятие будет приносить вам стабильный доход.
Неавтоклавный газобетон: состав и технология производства
Газобетон, как разновидность ячеистых бетонов, является популярным строительным материалом за счет своих существенных преимуществ. Подразделяется он на два вида: автоклавный и неавтоклавный. Применение второго вида газобетона позволяет использование его при монтаже монолитных сооружений. Неавтоклавный газобетон – относительно недорогой материал, применяемый для возведения несущих стен и перегородок.
Подразделяется он на два вида: автоклавный и неавтоклавный. Применение второго вида газобетона позволяет использование его при монтаже монолитных сооружений. Неавтоклавный газобетон – относительно недорогой материал, применяемый для возведения несущих стен и перегородок.
Сферы использования
Неавтоклавные газобетоны применяются при возведении в малоэтажных зданиях и сооружениях несущих стен и перегородок. Применение неавтоклавного ячеистого бетона возможно при строительстве зданий и сооружений с большим количеством этажей в качестве наполнителя для каркасов стен из железобетона.
Использование газобетонов актуально при строительстве жилищных, промышленных и коммерческих построек. При строительстве малоэтажных зданий используется для наружных стен за счет своей самонесущей способности. Применяется ячеистый бетон с неавтоклавной технологией для армирования, теплоизоляции строительных элементов.
Вернуться к оглавлениюСостав
В неавтоклавном газобетоне имеются следующие составы:
- наполнители в виде чистого песка с включением золы, мела или гипса. Песок не должен содержать ил и глину;
- портландцементы;
- алюминиевая пудра для порообразования;
- хлорид кальция для ускорения процесса затвердевания, а также другие различные химические добавки, применяемые для регулировки газообразования и быстроты набора прочности;
- вода, преимущественно из поверхностных источников без содержания соли и мягкой жесткости.
 Песок не должен содержать ил и глину;
Песок не должен содержать ил и глину;Плюсы и минусы
Неавтоклавному газобетону присущи следующие преимущественные характеристики:
Неавтоклавный газобетон имеет следующие недостатки:
- Недостатки газобетона.
прочность меньше, чем у автоклавного ячеистого бетона и зависит от пропорций цемента;
- происходит снижение свойств теплоизоляции при заполнении водой пористой структуры материала, что способствует применению гидроизоляции;
- существует риск приобрести некачественную продукцию у производителей, которые экономят на материалах и технологии изготовления;
- происходит постепенное разрушение ячеистого бетона в результате механических нагрузок, что обязывает использование армопоясов в местах с наибольшей нагрузкой;
- усадка газобетона относительно большая и обязывает оттягивать с окончательными отделками поверхности;
- отсутствует возможность в эксплуатации блоков сразу после их изготовления.
Технология производства
Технология изготовления неавтоклавного газобетона состоит из следующих этапов:
- подготовка к заливке форм;
- заливка раствора;
- резка на блоки;
- выдержка раствора до набора его прочностных характеристик;
- сортировка и упаковка продукции.
Подготовка и заливка смеси
Начинают изготовление ячеистого бетона с подготовки компонентов смеси. Для этого берут цемент, известь, газообразователи, гипс и при необходимости специальные добавки для ускорения процесса застывания и увеличения прочности материала. Все компоненты в нужных пропорциях погружают в автоматизированный смеситель, в котором происходит перемешивание цемента, извести и остальных ингредиентов до консистенции, напоминающей сметану.
Перемешивание компонентов продукции происходит по заданной программе. Готовый раствор разливают в емкости наполовину, где и происходит образование пористой структуры газобетонных изделий, и оставляют затвердевать в естественных условиях. Такой способ изготовления существенно сокращает затраты на электроэнергию и транспортные услуги.
Такой способ изготовления существенно сокращает затраты на электроэнергию и транспортные услуги.
Резка материала на блоки
Резка газобетона возможна на различные формы.После заливки раствора выжидают полтора часа, при необходимости два часа, до приобретения его прочностных характеристик. Как только раствор приобрел распалубочную прочность, приступают к резке материала на плиты, блоки или панели.
Разрезают массив газобетона на различные формы и геометрические размеры. При небольших объемах работ применяют ручное оборудование, при больших – механическое, в виде электрических инструментов. Если отсутствует возможность приобретения специального инструмента для резки, изготавливают собственноручно ножовку, однако срок службы ее невелик. Профессиональные инструменты для резки – это рубанок, резец и штроборез.
Вернуться к оглавлениюВыдержка
После заливки емкости раствором срезают образовавшиеся верхушки с помощью металлической струны. После этого оставляют газобетонные блоки для выдержки на протяжении двенадцати часов. Оставляют заполненные емкости в помещении или на площадке с предусмотренным накрытием. Важно обеспечить защиту от проникновения прямых солнечных лучей и перегрева залитого раствора. Попадание атмосферных осадков на застывающую массу также нежелательно.
Оставляют заполненные емкости в помещении или на площадке с предусмотренным накрытием. Важно обеспечить защиту от проникновения прямых солнечных лучей и перегрева залитого раствора. Попадание атмосферных осадков на застывающую массу также нежелательно.
По окончании выдержки блоки извлекают и оставляют досыхать еще на несколько часов. Такая необходимость обусловлена набором прочности, нужной для их складирования. Газобетон достигнет максимальной прочности спустя двадцать восемь дней.
Вернуться к оглавлениюСортировка и упаковка
Перевозка газобетона.Сортируют газоблоки тремя способами, с помощью которых получают продукцию нужного типоразмера:
- формовка и сушка в емкостях кассетного типа;
- заливка раствора в емкости особой конструкции;
- заливка раствора в металлические емкости без внутренних перегородок.
Упаковку изделий осуществляют после окончательного затвердевания газоблоков. Укладывают их на поддоны и упаковывают с помощью термопленок, после чего перемещают на склад.
Вывод
Усовершенствование неавтоклавного газобетона происходит постоянно и благодаря этому его применение становится целесообразней, чем использование автоклавного. Но перед выбором строительного материала и его технологического изготовления, важно обратить внимание на преимущества и недостатки газобетонов. Ведь при необходимости использования материала с высокими прочностными характеристиками, к сожалению, неавтоклавный ячеистый бетон не годится. Зато он отлично подойдет для быстрого возведения малоэтажных построек.
Технологический процесс производства газобетонных блоков
Сегодня технология производства газобетонных блоков интересует всех, кто планирует строить загородный дом или открывать бизнес по производству ячеистых бетонов. Ведь этот строительный материал является очень удачным выбором в плане прочностных и теплоизоляционных характеристик, и к тому же изготовление газобетона может быть достаточно выгодным бизнес-проектом.
Ведь этот строительный материал является очень удачным выбором в плане прочностных и теплоизоляционных характеристик, и к тому же изготовление газобетона может быть достаточно выгодным бизнес-проектом.
Что нужно знать о ячеистом бетоне?
Газобетон представляет собой искусственный камень с микроскопическими воздушными порами. Еще одно его название — автоклавный ячеистый бетон, и оно само по себе говорит о технологии его производства. Газоблоки обладают прекрасными энергосберегающими характеристиками именно благодаря своей пористой структуре. Кроме того, они отличаются относительно небольшим весом, в том числе по сравнению с кирпичом и другими видами строительной керамики.
Газобетонные блоки — это строительный материал, который может использоваться как для возведения внутренних перегородок, так и для несущих конструкций. Он не подойдет для высотных зданий или промышленных объектов, но в индивидуальном строительстве он прекрасно себя зарекомендовал. Относительно легкие газоблоки не оказывают большой нагрузки на фундамент, что позволяет сократить расходы на устройство основания. Кроме того, они обладают большими размерами, и это позволяет ускорить процесс строительства.
Кроме того, они обладают большими размерами, и это позволяет ускорить процесс строительства.
Состав газобетонных блоков
Все перечисленные преимущества этого строительного материала обусловлены его составом. Все, из чего состоит газобетон, — это цемент, кварцевый песок и газообразователь, в роли которого выступает алюминиевая пудра. Некоторые производители добавляют в состав гипс, известь, золу, другие ингредиенты.
Таким образом, газобетон делается на основе сухих компонентов, которые размешиваются с водой. Для этих целей подходит любая техническая чистая вода, соответствующая требованиям ГОСТа 23732-79. При этом важна температура воды. Желательно, чтобы она была не ниже 45°С, поскольку это ускорит твердение блоков, повысит их прочность, а для предприятия это выгодно тем, что увеличится производительность линии в целом. Таким образом, многие производители подогревают воду, поскольку более высокая температура означает лучшее качество материала. А еще это помогает уменьшить количество используемого цемента, поскольку нагрев воды стимулирует активность сухих компонентов смеси.
Производство газобетона требует довольно серьезного подхода к выбору песка. Теоретически для этих целей подойдет как карьерный, так и речной песок, но важно, чтобы в нем содержалось как можно меньше илистых или глиняных частиц. Также важно выбрать размер зерен — не более 2 мм. Технология производства газобетона автоклавным способом позволяет заменить песок шлаком или золой, полученным от металлургических производств. Золы ТЭС помогают получить газобетон с меньшей плотностью. Это помогает дополнительно сократить расходы на производство материала.
Для изготовления газобетонных блоков необходим портландцемент марок М400 и М500. Лучше всего, чтобы портландцемент соответствовал требованиям ГОСТа 10178-85. А вот алюминиевая пудра должна быть марок ПАП-1 или ПАП-2 — она и выполняет роль газообразователя. Иногда для тех же целей применяется специальная паста. Это может быть и суспензия, поскольку пылевидный алюминий не так удобен при замешивании раствора. Могут применяться и суспензии на его основе.
На чем основано действие алюминиевого порошка? Он вступает в реакцию с цементным или известковым раствором, обладающим свойствами щелочи, и в ходе этого химического процесса образуются соли (алюминаты) кальция и газообразный водород, обеспечивающий формирование пор.
Для производства газобетона очень важно сделать правильный расчет расхода по каждому компоненту исходного сырья. Существуют стандартные рекомендации для автоклавных газоблоков. Исходя из такой рецептуры, на весь объем смеси берут 50-70% цемента, 0,04-0,09% алюминиевого порошка и до 20-40% песка. Кроме того, понадобятся вода (0,25-0,8%) и известь (1-5%). Таким образом, для того чтобы получить 1 кубометр газобетона, нужно взять до 90 кг цемента, до 300 л воды, извести — 35 кг, песка — 375 кг, алюминиевого порошка — 0,5 кг. Но это количество может быть скорректировано уже в условиях конкретного производства в зависимости от качественных характеристик самого сырья.
Какое оборудование понадобится?
Технология изготовления газобетона относительно проста. Тем не менее кустарными методами здесь обойтись не получится. Нужно приобрести специальное оборудование, которое обычно заказывают в комплексе у производителя или его официального представителя, — это наиболее выгодный вариант. Это не одна какая-то установка, это целый автоматизированный мини-завод. Иногда производитель даже предоставляет услуги специалиста, который проконсультирует относительно монтажа такой линии, поможет ее наладить и подобрать оптимальный состав для смеси, используемой для такого оборудования.
Тем не менее кустарными методами здесь обойтись не получится. Нужно приобрести специальное оборудование, которое обычно заказывают в комплексе у производителя или его официального представителя, — это наиболее выгодный вариант. Это не одна какая-то установка, это целый автоматизированный мини-завод. Иногда производитель даже предоставляет услуги специалиста, который проконсультирует относительно монтажа такой линии, поможет ее наладить и подобрать оптимальный состав для смеси, используемой для такого оборудования.
Мини-завод по производству неавтоклавного газобетона
В линию входят различные устройства, и теоретически каждое из них можно купить по отдельности, если по каким-то причинам одно выйдет из строя. Речь идет о таких вещах, как формы и предназначенные для их транспортировки передвижные поддоны, устройства для резки готовых блоков, смесители для газобетона, дозаторы для сыпучих материалов и т.д. Но главное — это печь-автоклав, ведь речь идет именно о производстве автоклавных газоблоков, отличающихся наиболее высокими качественными характеристиками.
Оборудование для производства газобетона делится на несколько типов. Выбор конкретного варианта зависит от требуемой суточной производительности, от того, сколько работников планирует нанимать предприниматель, и как будут организованы смены. Возможны следующие варианты:
- Стационарные линии обладают суточной производительностью до 60 кубометров готовой продукции. Как правило, для них нужны складские и производственные помещения площадью не менее 500 м². Главной особенностью таких линий является то, что формы подъезжают к стационарно установленному смесителю и там заполняются раствором, после чего выполняются все остальные технологические этапы. Это очень простая технология, для того чтобы обслуживать такую линию, достаточно нанять одного дополнительного работника.
- Конвейерные линии нужны там, где требуется большая производительность — до 75-150 м³ в сутки. Здесь производство осуществляется более быстрыми темпами (конечно, сроки созревания изделия не меняются, от линии это не зависит). Однако конвейерные линии требуют больших по площади производственных помещений, а для их обслуживания понадобится не менее 8 человек, хотя большинство технологических процессов здесь происходит в автоматическом режиме.
- Мини-линии не могут похвастаться высокой производительностью, до 15 кубометров готовых блоков в сутки. Отличием от стационарных линий является то, что движется в них смеситель, а формы установлены стационарно. Главное преимущество — им не нужны большие производственные площади, достаточно 140-160 м², так что в качестве стартового варианта они пользуются популярностью.
 Однако конвейерные линии требуют больших по площади производственных помещений, а для их обслуживания понадобится не менее 8 человек, хотя большинство технологических процессов здесь происходит в автоматическом режиме.
Однако конвейерные линии требуют больших по площади производственных помещений, а для их обслуживания понадобится не менее 8 человек, хотя большинство технологических процессов здесь происходит в автоматическом режиме.В частном строительстве часто используют мобильные установки, которые нужны для самостоятельного изготовления газоблоков. Это окупается, причем по расчетам специалистов расходы на строительство снижаются примерно на 30%. Мобильные установки поставляются в комплекте с компрессором. Работают они даже от бытовой электросети.
Этапы производства
Газобетон бывает двух видов — автоклавный или неавтоклавный. Последний вариант стоит дешевле, хотя полученный материал и отличается более низкой прочностью. Тем не менее из-за того, что себестоимость его изготовления ниже (не нужно покупать автоклав, содержать его, платить дополнительно за энергию), он является довольно популярным вариантом, поэтому его стоит рассмотреть подробнее. Если предприниматель намерен выпускать неавтоклавный газобетон, технология производства для него должна сводиться к следующим основным этапам:
Последний вариант стоит дешевле, хотя полученный материал и отличается более низкой прочностью. Тем не менее из-за того, что себестоимость его изготовления ниже (не нужно покупать автоклав, содержать его, платить дополнительно за энергию), он является довольно популярным вариантом, поэтому его стоит рассмотреть подробнее. Если предприниматель намерен выпускать неавтоклавный газобетон, технология производства для него должна сводиться к следующим основным этапам:
- Точная дозировка всех описанных выше компонентов, а затем тщательное их перемешивание. При наличии соответствующего оборудования этот этап отнимает не более 10 минут.
- Подготовленную массу с помощью специального оборудования выгружают в специальные формы (их заполняют только наполовину, поскольку смесь будет увеличиваться в объеме в процессе газообразования). Этот процесс будет протекать в течение 4-х часов. За это время смесь заполняет отведенный ей в форме объем, а иногда даже его ей бывает мало. Тогда через 2 часа излишки можно будет убрать.
- Процесс выдержки изделий занимает около 16 часов, и по истечении этого срока происходит их распалубка и перегрузка на поддоны, где они будут набирать так называемую отпускную прочность. Этот этап отнимает еще 2-3 дня. После этого изделия можно отправлять на склад, но продавать их еще рано, поскольку свою марочную прочность они наберут только на 28-е сутки.

Изготовление газобетонных блоков с применением автоклава на первых этапах практически ничем не отличается от описанной выше технологии. Сначала нужно отмерить необходимое количество всех компонентов (желательно, чтобы это было сделано с помощью дозаторов, это поможет повысить точность). Затем всю эту массу загружают в смеситель и тщательно перемешивают. Иногда специалисты для этих целей предлагают использовать бетономешалку. Затем вводят газообразователь — это происходит через 10-15 минут перемешивания исходных ингредиентов. Алюминиевый порошок в любом случае вступает в реакцию с раствором, для этого ему не нужно автоклавирование.
Полуфабрикат разливают по формам, выдерживают положенные 4-6 часов, после чего производится нарезка газоблоков. До набора прочности они должны полежать еще 10-18 часов.
Но самое важное — знать, как делают автоклавирование после всех описанных выше процедур. Сформированные блоки перегружают в специальную печь, в герметичную камеру, где при высокой температуре каждый блок обрабатывают насыщенным водяным паром. Давление при этом также должно быть высоким — до 12 кг/см².
Неавтоклавный бетон сушат в естественных условиях, но для автоклавных изделий этого не нужно. Тем не менее и их нужно держать около 28-30 суток на складе, где они будут набирать марочную прочность.
Мало знать, как делать газобетон, нужно еще суметь доставить его потребителю. Для этого газоблоки пакуют в специальную термоусадочную пленку и транспортируют на деревянных поддонах.
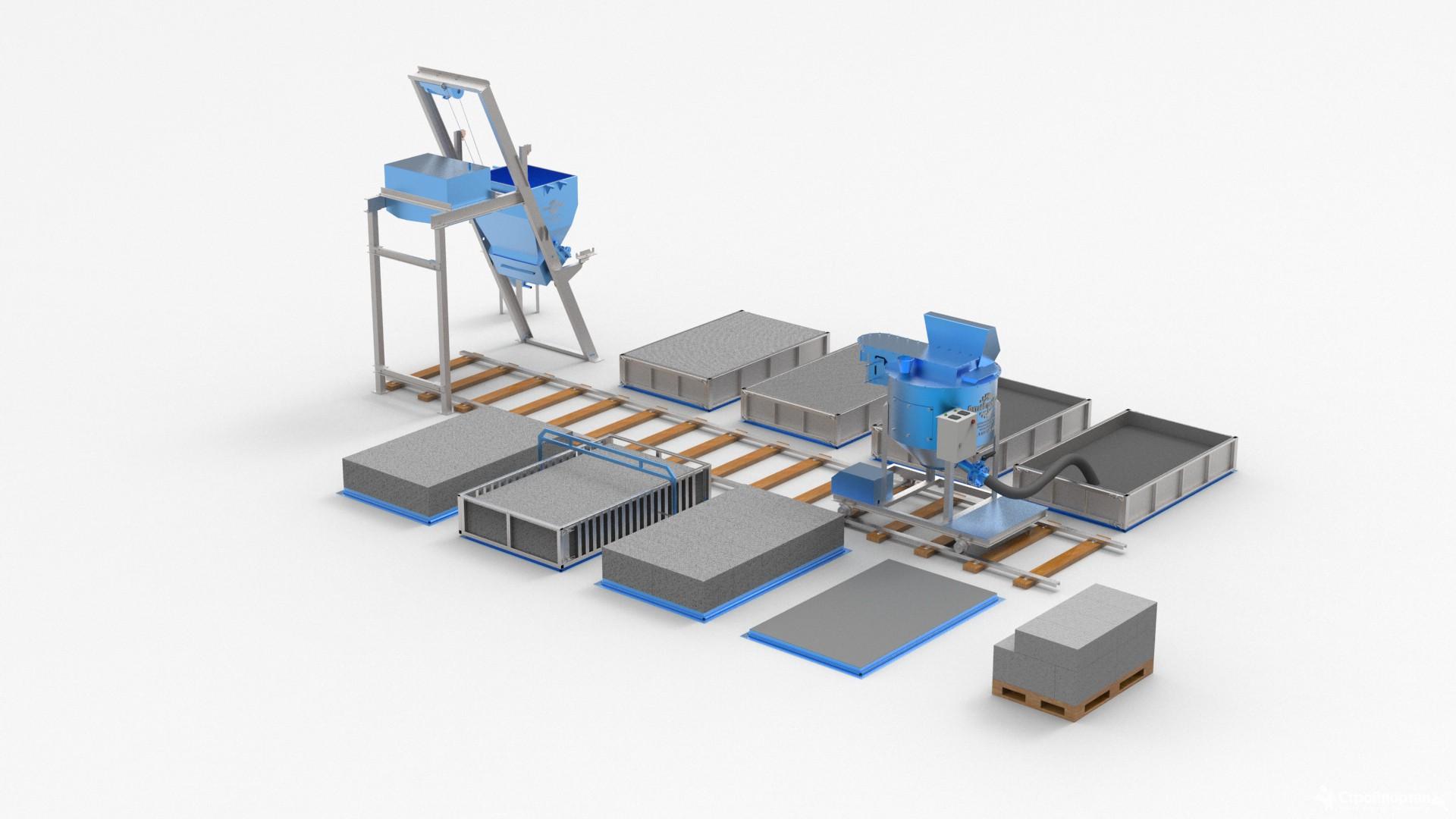
Производство автоклавного газобетона | Группа Маса
Газобетон изготавливается из сырья: кварцевого песка, извести, цемента, гипса (ангидрита), алюминиевого порошка или пасты и воды.
В шаровой мельнице с мокрым покрытием (01) сырой песок перерабатывается в песчаную суспензию, которая хранится в резервуарах для песчаной суспензии. Затем песчаная суспензия вместе с другим сырьем транспортируется на дозирующую и смесительную установку Masa (02).
По окончании процесса смешивания смесь подается в литейную форму.Литейная форма перемещается в зону предварительного затвердевания, где проходит процесс ферментации (03), в ходе которого лепешка из пенобетона наконец достигает заданной прочности на резку. В этот момент лепешка из газобетона извлекается из формы (04) в два этапа, сначала удаляются боковые стороны. Затем пустую литейную форму собирают, смазывают маслом (05) и возвращают в производственный цикл.
Пирог из пенобетона проходит через различные станции линии резки (06) и после этого помещается на решетку для твердения с помощью транспортной установки / поворотного стола (07).
Три кека на решетках для закалки укладываются друг на друга на тележку для закалки и транспортируются в зону ожидания (08) с помощью транспортной платформы. Отсюда кексы загружаются в автоклавы (09). Внутри автоклавов лепешки из пенобетона затвердевают под давлением пара и создают окончательную прочность.
Кексы из затвердевшего газобетона затем транспортируются к наклоняющемуся столу (10) и, при необходимости, к разделительной машине (11).
После этого газобетонные блоки транспортируются к устройству передачи блоков (12) и укладываются на деревянные поддоны.Отсюда готовая продукция фасуется (13).
Использованные закалочные решетки и закалочные машины возвращаются в производственный цикл через устройство транспортировки закалочной решетки и устройство возврата закалочной тележки (10).
Завод может быть расширен оборудованием для производства изделий со стальной арматурой (14).
(PDF) Материалы, производство, свойства и применение легкого пористого бетона: Обзор
становится возможным с заменой
объема гидроцементов снижает выбросы углекислого газа.
(Awang and Noordin, 2002) [22] провели исследование для
по изучению влияния щелочно-стойкого стекловолокна на прочность на сжатие
легкого пенобетона.
Щелочно-стойкое стекловолокно было добавлено к пенобетонной смеси
с использованием трех разных процентных соотношений (0,2%, 0,4%, 0,6%).
Экспериментальные данные показывают, что увеличение содержания волокна на
может дать более прочный пенобетон.Результаты испытаний
на сжатие, расщепление и изгиб
прочности пенобетона, армированного стекловолокном, показывают, что
значительно увеличивается при увеличении процентного содержания стекловолокна
. (На Аюдхья, 2011) [23] исследовали прочность на сжатие и растяжение
автоклавного газобетона
(AAC), содержащего перлитный заполнитель и полипропиленовое волокно
, подвергнутых воздействию высоких температур.К смеси добавляли
полипропиленовых (ПП) волокон с содержанием 0, 0,5, 1, 1,5 и 2%
по объему. Результаты показали
Результаты показали
, что прочность на сжатие и расщепление без нагрева
волокна ПП, содержащего ААС, не была значительно выше на
, чем волокна без ПП. Кроме того,
наличие волокна PP не было более эффективным для остаточной прочности на сжатие
, чем прочность на разрыв
при растяжении.(Салман и Хассан, 2010) [9] говорят, что плотность
и прочность на сжатие газобетона уменьшается с
увеличением процентного содержания алюминиевого порошка (Al). Добавка
Al также увеличивает объем газобетона.
Это было между (13,3-50,8)% и (18,7-61,3)% для отверждения на воздухе
и паром соответственно, когда Al был в пределах (0,1-
0,4)%. Результаты испытаний показали, что наилучшее процентное содержание
Al составляет 0,2% от веса цемента, что дает плотность
1389 кг / м3 и прочность на сжатие 0.26 МПа для отверждения на воздухе
и 1431 кг / м3 и 0,55 МПа для отверждения паром.
IV. ПРЕИМУЩЕСТВА И ОБЛАСТИ ПРИМЕНЕНИЯ
ПРЕИМУЩЕСТВА И ОБЛАСТИ ПРИМЕНЕНИЯ
ЛЕГКИЙ БЕТОН
Ячеистый бетон считается более прочным
по сравнению с традиционными изоляционными материалами, особенно
, если учесть потенциальное химическое / пожарное воздействие, например
, как на производственных объектах [24]. Легкий бетон
имеет очевидные преимущества более высокого отношения прочности к весу,
лучшей способности к деформации при растяжении, более низкого коэффициента теплового расширения
и улучшенных тепло- и звукоизоляционных характеристик
из-за наличия воздушных пустот в бетоне [25], [26].
Снижение собственного веса конструкции
материалов с использованием легкого бетона может привести к уменьшению на
поперечного сечения бетонных конструктивных элементов
(колонны, балки, плиты и фундамент). Также уменьшение статической нагрузки на
может снизить передаваемую нагрузку до
и фундаментов и несущей способности почвы [4], [27].
Впоследствии стальная арматура может быть минимизирована за счет
легкости.Блоки AAC могут быть размещены в
разных частях здания; его можно использовать как в ненесущих несущих стенах
, так и в несущих стенах [17]. Автоклавные газобетонные блоки
могут применяться в строительстве
инженерных (компенсация фундамента, засыпка трубопровода
, изоляция кровли и т. Д.), Но также можно получить результаты применения
на объектах инфраструктуры (таких как мост
и засыпка водопропускных труб, уширение дороги, устранение неровностей
неровностей на мосту насыпи мягкого основания [28].
V. ВЫВОДЫ
Легкий пенобетон отличается от обычного бетона
некоторыми материалами и свойствами смеси. Газобетон
легкий бетон не содержит грубых заполнителей,
и обладает многими преимуществами, такими как низкая плотность с более высокой прочностью на
по сравнению с обычным бетоном,
с улучшенной тепло- и звукоизоляцией, уменьшенной статической нагрузкой
в емкости приводят к ряду преимуществ в уменьшении
элементов конструкции и уменьшении передаваемой нагрузки на фундаменты
и несущей способности. Пенобетон
Пенобетон
отличается по агенту образования воздушных пустот по сравнению с автоклавным газобетоном
. Воздушные пустоты в пенобетоне
, образованные пенообразователем, эта операция является физической обработкой
. Против воздушных пустот в автоклавном газобетоне
, образованных добавлением алюминиевого порошка к другим материалам
и взаимодействием между ними, и эта операция
представляет собой химическую обработку.Воздушные пустоты — это
однородного распределения внутри легкого пенобетона
. Прочность на сжатие пенобетона
может быть повышена до структурной прочности по сравнению с
пенобетона из автоклавного пенобетона. Легкий пористый бетон
учитывает экономию материалов и расход
побочных продуктов и отходов, таких как зола-унос
.
ССЫЛКИ
[1] A.М. Невилл и Дж. Дж. Брукс, Concrete Technology, второе издание
, Prentice Hall, Pearson Education, 2010, стр. 351-352.
351-352.
[2] Йен Л. Б. «Исследование проникновения воды в пенобетон», М.С.
диссертация, Национальный университет Сингапура, 2006.
[3] З. Ли, Advanced Concrete Technology, Хобокен, Нью-Джерси:
John Wiley & Sons, 2011, стр. 219-220.
[4] Сулейман С.Х. Водопроницаемость и карбонизация вспененного бетона
, М.S. thesis, University Tun Hussein Onn Malaysia,
2011.
[5] KC Brady, GRA Watts и MR Jones, Спецификация для пенобетона
, Великобритания: Highway Agency, 2001.
[6] F. Зулкарнайн и М. Рамли, «Характеристики смеси пенобетона
с дымом кремнезема для общего жилищного строительства»,
European Journal of Technology and Advanced Engineering
Research, vol. 1, вып. 2. С. 18-28, 2011.
[7] KJ Byun, HW Song и SS Park, «Разработка конструкционного легкого пенобетона
с использованием вспененного полимера
», ICPIC-98, 1998.
[8] КАМ Гелим, «Механические и физические свойства золы уноса
пенобетон», МС кандидатская диссертация, факультет гражданского строительства и инженерии окружающей среды
, Университет Тун Хусейн Онн
Малайзия (UTHM), 2011.
[9] М. М. Салман и С.А. Хассан, «Эмпирические формулы для
оценки некоторых физических свойств газобетона, полученного
путем добавления алюминиевого порошка», Journal of Engineering and
Development, vol. 14, вып. 4, 2010.
[10] Р. Боггелен. Безопасное дозирование алюминия на заводах AAC. Aircrete
Europe B.V., Oldenzaal, Нидерланды [Online]. В наличии:
http: // aircrete-
europe.ru/images/download/D.R.van_Boggelen_Safe_aluminium
_dosing_in_AAC_plants.pdf
[11] Э. К. Намбьяр и К. Рамамурти, «Характеристики пенобетона с воздушными пустотами
», Цемент и бетон
Research, vol. 37, нет. 2, pp. 221-230, 2007.
[12] Дж. Ньюман, Б.С. Чу и П. Оуэнс, Advanced Concrete
Technology Processes, Elsevier Ltd, 2003, часть 2, стр. 2 / 7-2 / 9.
[13] С. Соми, «Влияние влаги на свойства автоклавного газобетона
», М.С. Диссертация, Университет Восточного Средиземноморья,
Северный Кипр, 2011.
[14] Э. Р. Доминго, «Введение в автоклавный газобетон
, включая проектные требования с использованием расчета прочности», M.S. диссертация,
Государственный университет Канзаса, Манхэттен, Канзас, 2008.
156
Журнал материаловедения и инженерии Vol. 2, № 2 Декабрь 2014 г.
© 2014 Engineering and Technology Publishing
AAC как энергоэффективный и экономичный строительный материал повышает спрос на AAC: TMR
ОЛБАНИ, Нью-Йорк, 26 июня 2018 г. / PRNewswire / —
Согласно новому рыночному отчету, опубликованному Transparency Market Research под названием « Рынок автоклавного ячеистого бетона — Глобальный анализ отрасли, размер, доля, рост, тенденции и прогноз, 2018-2026», мировой рынок автоклавного пенобетона (AAC) оценивалась примерно в 11 миллиардов долларов США в 2017 году и, по прогнозам, к 2026 году достигнет почти 20 миллиардов долларов США, при этом среднегодовой темп роста составит более 7% в период с 2017 по 2026 год.
(логотип: https://mma.prnewswire.com/media/664869/Transparency_Market_Research_Logo.jpg)
Автоклавный газобетон (AAC), также известный как автоклавный ячеистый бетон (ACC) или автоклавный легкий бетон (ALC), представляет собой легкий сборный железобетон, распространение которого в последнее время растет.
Запрос Образец Автоклавный газобетон (AAC) Рынок: https: //www.transparencymarketresearch.com / sample / sample.php? flag = S & rep_id = 12650
Хотя продукт используется с 1923 года, в последнее время он приобрел огромную популярность благодаря своей способности обеспечивать жесткую структуру, изоляцию, огнестойкость и экономичность строительства. AAC имеет пористую структуру. В нем есть карманы с воздухом, которые делают его легче, чем другие строительные материалы. Материал может использоваться как для внутреннего, так и для внешнего строительства благодаря высокой теплоизоляции и простоте монтажа.AAC используется как экологически чистый строительный материал в жилом, коммерческом и других видах строительства. Он производится из летучей золы, которая является неизбежным отходом тепловых электростанций и доступна в большом количестве. Кроме того, AAC — это энергоэффективный строительный материал, который снижает общую стоимость строительства. Энергия, потребляемая для производства AAC, меньше, чем для других строительных материалов. AAC потребляет примерно на 50% меньше энергии, чем бетон. Крошечные воздушные карманы и тепловая масса AAC обеспечивают теплоизоляцию, что снижает затраты на строительство, связанные с отоплением и кондиционированием воздуха.AAC снижает потребности в обогреве и охлаждении до 30% благодаря своим теплоизоляционным свойствам, что приводит к постоянной финансовой выгоде в течение всего срока службы конструкции.
Он производится из летучей золы, которая является неизбежным отходом тепловых электростанций и доступна в большом количестве. Кроме того, AAC — это энергоэффективный строительный материал, который снижает общую стоимость строительства. Энергия, потребляемая для производства AAC, меньше, чем для других строительных материалов. AAC потребляет примерно на 50% меньше энергии, чем бетон. Крошечные воздушные карманы и тепловая масса AAC обеспечивают теплоизоляцию, что снижает затраты на строительство, связанные с отоплением и кондиционированием воздуха.AAC снижает потребности в обогреве и охлаждении до 30% благодаря своим теплоизоляционным свойствам, что приводит к постоянной финансовой выгоде в течение всего срока службы конструкции.
Ознакомьтесь с подробным содержанием этого отчета @ https://www.transparencymarketresearch.com/report-toc/12650
Увеличение расходов на строительство за счет расширения строительного сектора:
Спрос на традиционные строительные материалы в первую очередь обусловлен расширением строительного сектора во всем мире. Общий рост объемов строительства и деятельности, связанной с инфраструктурой, во всем мире привел к росту спроса на жилое, коммерческое и промышленное строительство, что привело к постоянному развитию промышленности строительных материалов. Кроме того, ожидается, что макроэкономические факторы, такие как рост ВВП в Европе, постепенное восстановление расходов на строительство в жилом и нежилом секторах, а также ожидаемое расширение сектора недвижимости, поддерживаемое государственными инициативами по предоставлению доступного жилья, будут стимулировать рынок AAC.Строительство стены из блоков AAC приводит к экономии затрат по сравнению с традиционным кирпичом. Из-за низкой плотности, предлагаемой AAC, структурная нагрузка (статическая нагрузка) очень меньше, и конструктивные элементы могут быть спроектированы соответствующим образом. В свою очередь, потребность в бетоне и стали меньше для фундамента и всех конструктивных элементов здания. Количество стыков меньше из-за большего размера блоков AAC.
Общий рост объемов строительства и деятельности, связанной с инфраструктурой, во всем мире привел к росту спроса на жилое, коммерческое и промышленное строительство, что привело к постоянному развитию промышленности строительных материалов. Кроме того, ожидается, что макроэкономические факторы, такие как рост ВВП в Европе, постепенное восстановление расходов на строительство в жилом и нежилом секторах, а также ожидаемое расширение сектора недвижимости, поддерживаемое государственными инициативами по предоставлению доступного жилья, будут стимулировать рынок AAC.Строительство стены из блоков AAC приводит к экономии затрат по сравнению с традиционным кирпичом. Из-за низкой плотности, предлагаемой AAC, структурная нагрузка (статическая нагрузка) очень меньше, и конструктивные элементы могут быть спроектированы соответствующим образом. В свою очередь, потребность в бетоне и стали меньше для фундамента и всех конструктивных элементов здания. Количество стыков меньше из-за большего размера блоков AAC. Это снижает потребность в цементном растворе. Также значительно меньше трудозатрат на укладку блоков AAC, что приводит к значительной экономии времени.
Это снижает потребность в цементном растворе. Также значительно меньше трудозатрат на укладку блоков AAC, что приводит к значительной экономии времени.
Запрос для Несколько разделов на рынке автоклавного газобетона (AAC): https://www.transparencymarketresearch.com/sample/sample.php?flag=MC&rep_id=12650
Высокие инвестиционные затраты, связанные с производством AAC:
AAC демонстрирует свои преимущества более 70 лет благодаря своим свойствам, таким как высокая тепло- и противопожарная способность. Конструкционные элементы из AAC с армированием можно комбинировать в комплексном производстве с неармированным блочным материалом и т. Д.Комплексное производство армированных изделий и блочных материалов требует квалифицированного производственного оборудования с передовой технологией армирования. Продукция AAC производится на заводах по производству блоков или на заводах с интегрированной технологией армирования, которая позволяет изготавливать изделия AAC, такие как элементы настила и крыши, стеновые панели и перемычки, отдельно от блоков. Что касается объемов, производство современных армированных компонентов, таких как панели и перемычки, оставалось более скромным по сравнению с производством блоков.Инвестиции, необходимые для строительства интегрированного производственного объекта для производства панелей и перемычек наряду с блоками, более чем в два раза превышают инвестиции в простой блок.
Что касается объемов, производство современных армированных компонентов, таких как панели и перемычки, оставалось более скромным по сравнению с производством блоков.Инвестиции, необходимые для строительства интегрированного производственного объекта для производства панелей и перемычек наряду с блоками, более чем в два раза превышают инвестиции в простой блок.
Завод по производству армированных изделий может также производить блоки, но с небольшими изменениями. Однако заводы, спроектированные специально для производства блоков, имеют более низкие капитальные затраты, чем заводы, предназначенные для производства армированных изделий. Кроме того, время обработки панелей и перемычек для повышения давления и отверждения в автоклавах почти вдвое больше, чем у блоков.
Получите брошюру в формате PDF для получения более подробной информации о профессиональных и технических отраслях: https://www.transparencymarketresearch.com/sample/sample.php?flag=B&rep_id=12650
Доступное жилье в развивающихся странах:
Спрос на доступное жилье, вероятно, останется устойчивым, что обусловлено ростом населения, молодежным демографическим профилем, переходом к нуклеарным семьям и быстрой урбанизацией. Например, ожидается, что рыночный потенциал проектов доступного жилья в Индии к 2022 году достигнет 930 млрд долларов США.План индийского правительства, Pradhan Mantri Awas Yojana, направлен на строительство двух кроров (20 миллионов) домов в Индии в три этапа до 2022 года. Ожидается, что нехватка жилья увеличится с нынешнего уровня в 19 миллионов единиц до 25 миллионов к 2021 году. на основе стабильных темпов роста за десятилетия.
Например, ожидается, что рыночный потенциал проектов доступного жилья в Индии к 2022 году достигнет 930 млрд долларов США.План индийского правительства, Pradhan Mantri Awas Yojana, направлен на строительство двух кроров (20 миллионов) домов в Индии в три этапа до 2022 года. Ожидается, что нехватка жилья увеличится с нынешнего уровня в 19 миллионов единиц до 25 миллионов к 2021 году. на основе стабильных темпов роста за десятилетия.
Спрос на AAC в первую очередь обусловлен все более широким использованием блоков AAC в качестве предпочтительного строительного материала
Рынок автоклавного газобетона (AAC) был сегментирован в зависимости от продукта и конечного использования.В зависимости от продукта рынок AAC был разделен на блоки, стеновые панели, напольные панели, кровельные панели, облицовочные панели и другие. С точки зрения конечного использования рынок подразделяется на жилой, коммерческий и другие. Блоки были доминирующим сегментом продукции на рынке AAC в 2017 году.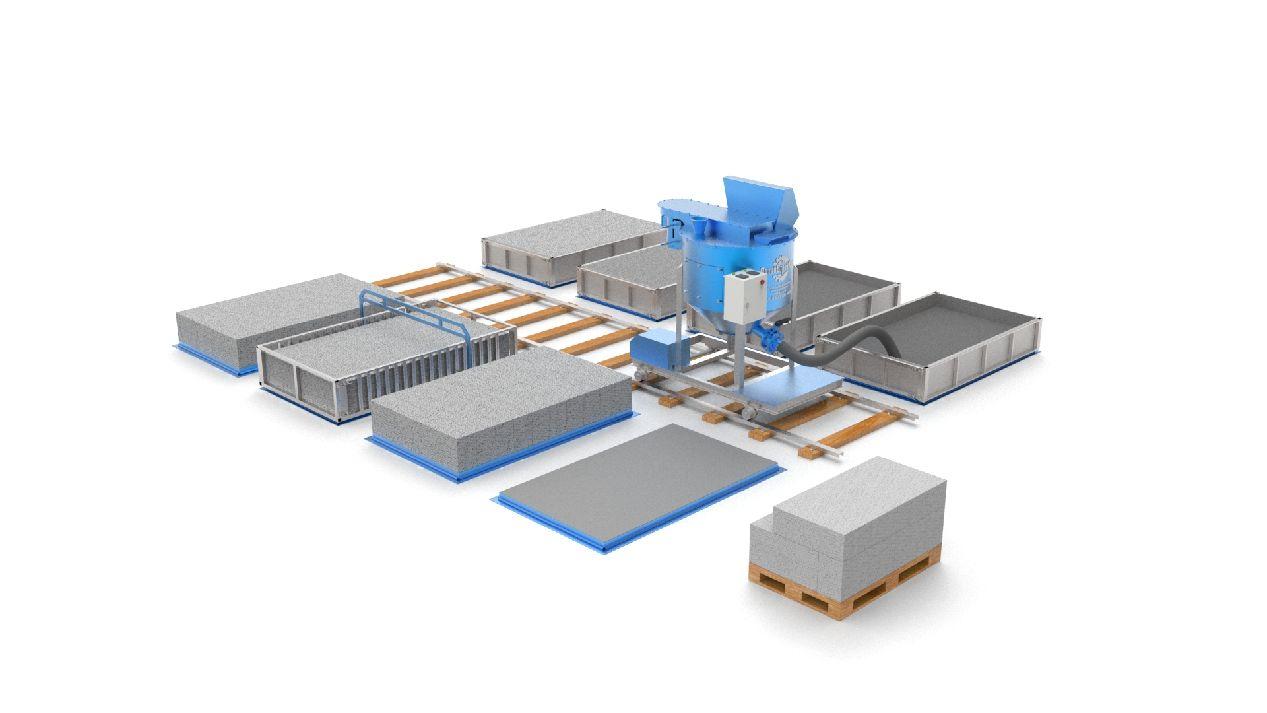 С точки зрения выручки на сегмент блоков приходилось более 48% доли мирового рынка AAC в 2017 году. Сегмент панелей также, вероятно, будет расширяться значительными темпами в течение прогнозный период, так как панели предлагают сочетание прочности и тепло- и звукоизоляции.Стеновые панели AAC — идеальное строительное решение для крупномасштабного промышленного и коммерческого строительства
С точки зрения выручки на сегмент блоков приходилось более 48% доли мирового рынка AAC в 2017 году. Сегмент панелей также, вероятно, будет расширяться значительными темпами в течение прогнозный период, так как панели предлагают сочетание прочности и тепло- и звукоизоляции.Стеновые панели AAC — идеальное строительное решение для крупномасштабного промышленного и коммерческого строительства
Жилой сектор в связи с быстрой урбанизацией, особенно в странах с развивающейся экономикой, является доминирующим сегментом конечных пользователей
С точки зрения конечного использования сегмент жилищного строительства доминировал на мировом рынке ЖКХ в 2017 году. Рост урбанизации, рост покупательной способности, рост населения и потребность в доступном жилье, по оценкам, будут стимулировать рынок ЖКХ в развивающихся странах в течение прогнозируемого периода. .Однако недостаточная осведомленность об AAC среди специалистов в области строительства, строителей, девелоперов и архитекторов, вероятно, будет сдерживать глобальный рынок AAC.
Спросите о скидке на премиальный исследовательский отчет (5795 долларов США) с полным содержанием: https://www.transparencymarketresearch.com/sample/sample.php?flag=D&rep_id=12650
Европа является крупнейшим потребителем и производителем AAC
Спрос на AAC высок в Европе, за ней следуют Азиатско-Тихоокеанский регион, Ближний Восток и Африка.Продукция AAC используется в Европе более 70 лет. Европа доминировала на мировом рынке AAC с точки зрения выручки, на нее приходилось более 34% доли мирового рынка в 2017 году. Это связано с наличием местных производственных мощностей AAC по всей Европе, включая такие страны, как Польша, Россия, Германия и Великобритания доминирует на рынке в регионе. По оценкам, в прогнозируемый период рынок AAC в Азиатско-Тихоокеанском регионе значительно расширится. Это объясняется ростом населения и быстрой урбанизацией, особенно в развивающихся странах, таких как Китай и Индия.Ожидается, что увеличение числа объектов инфраструктуры и коммерческих разработок будет способствовать росту спроса на AAC на Ближнем Востоке и в Африке. Ожидается, что рынок AAC в Северной Америке будет расширяться стабильными темпами в течение прогнозируемого периода из-за преобладания строительства из дерева в регионе и ограниченного количества производственных мощностей AAC. Более того, правительственные инициативы по продвижению строительства экологичных зданий и создание советов штатов в различных регионах Всемирным советом по экологическому строительству (WGBC), вероятно, будут способствовать развитию рынка AAC в Северной и Латинской Америке
Ожидается, что рынок AAC в Северной Америке будет расширяться стабильными темпами в течение прогнозируемого периода из-за преобладания строительства из дерева в регионе и ограниченного количества производственных мощностей AAC. Более того, правительственные инициативы по продвижению строительства экологичных зданий и создание советов штатов в различных регионах Всемирным советом по экологическому строительству (WGBC), вероятно, будут способствовать развитию рынка AAC в Северной и Латинской Америке
Расширение производственных мощностей ключевыми игроками
Ключевые игроки, представленные в отчете о рынке AAC, включают Xella Group, H + H International, SOLBET, ACICO, AERCON AAC, UltraTech Cement Ltd., Biltech Building Elements Limited, AKG Gazbeton, Bulidmate, Eastland Building Materials Co., Ltd., Brickwell и UAL Industries Ltd. Основные игроки, работающие на рынке, вкладывают значительные средства в расширение производственных мощностей, чтобы удовлетворить растущий спрос. . Например, CSR Hebel, ведущий австралийский производитель высококачественного газобетона в автоклаве (AAC), расширил свои производственные мощности, построив вторую производственную линию в Сомерсби, Австралия, в сентябре 2017 года.Этот высокоавтоматизированный завод специально разработан только для производства панелей и, как ожидается, будет иметь мощность 300 000 кубических метров в год. Завод оснащен новейшими технологиями Aircrete, что делает его одним из самых современных и высокоавтоматизированных заводов по производству панелей AAC.
. Например, CSR Hebel, ведущий австралийский производитель высококачественного газобетона в автоклаве (AAC), расширил свои производственные мощности, построив вторую производственную линию в Сомерсби, Австралия, в сентябре 2017 года.Этот высокоавтоматизированный завод специально разработан только для производства панелей и, как ожидается, будет иметь мощность 300 000 кубических метров в год. Завод оснащен новейшими технологиями Aircrete, что делает его одним из самых современных и высокоавтоматизированных заводов по производству панелей AAC.
В отчете представлен следующий сегмент мирового рынка автоклавного газобетона (AAC):
Рынок автоклавного ячеистого бетона (AAC): анализ продукта
- Блок
- Стеновая панель
- Панель пола
- Панель крыши
- Панель облицовки
- прочие
Рынок автоклавного газобетона (AAC): анализ конечного использования
- Жилая
- Коммерческий
- прочие
Просмотрите популярные исследовательские отчеты по TMR:
О нас
Transparency Market Research (TMR) — это глобальная маркетинговая компания, предоставляющая отчеты и услуги по бизнес-информации. Эксклюзивное сочетание количественного прогнозирования и анализа тенденций позволяет тысячам лиц, принимающих решения, заглядывать в будущее. Опытная команда аналитиков, исследователей и консультантов TMR использует собственные источники данных, а также различные инструменты и методы для сбора и анализа информации.
Эксклюзивное сочетание количественного прогнозирования и анализа тенденций позволяет тысячам лиц, принимающих решения, заглядывать в будущее. Опытная команда аналитиков, исследователей и консультантов TMR использует собственные источники данных, а также различные инструменты и методы для сбора и анализа информации.
TMR постоянно обновляется и пересматривается группой экспертов-исследователей, чтобы оно всегда отражало последние тенденции и информацию. Обладая обширными возможностями исследования и анализа, Transparency Market Research использует строгие методы первичного и вторичного исследования для разработки отдельных наборов данных и исследовательских материалов для бизнес-отчетов.
Связаться с нами
Transparency Market Research
State Tower,
90 State Street,
Suite 700,
Albany NY — 12207
United States
Tel: + 1-518-618-1030
USA — Canada Toll Free: 866-552 -3453
Эл. Почта: отдел продаж [электронная почта защищена]
Веб-сайт : http://www. transparencymarketresearch.com
transparencymarketresearch.com
Research Blog : https://cmfenews.com/
Исследование рынка прозрачности ИСТОЧНИКОВ
Попытка удешевить материалы производства автоклавного газобетона
Чтобы снизить стоимость материалов для производства автоклавного газобетона (AAC), эти два типа твердых отходов теоретически могут использоваться в качестве аэрирующего агента и источника кремнезема соответственно.
Зольный остаток от сжигания твердых бытовых отходов (зольный остаток MSWI) содержит заметное количество металлического алюминия, а зольный остаток от сжигания в циркулирующем псевдоожиженном слое (CFBC) богат активным SiO2. Таким образом, два типа твердых отходов теоретически можно использовать в качестве аэрирующего агента и источника кремнезема для производства автоклавного газобетона (AAC) соответственно.
Эта работа направлена на оценку осуществимости производства AAC, сочетающего зольный остаток ТБО с золой уноса CFBC. Было обнаружено, что AAC с удовлетворительными свойствами может быть успешно получен только из зольного остатка MSWI, летучей золы CFBC, цемента и извести в соответствующих пропорциях, даже без дигидрата гипса и алюминиевого порошка.
Было обнаружено, что AAC с удовлетворительными свойствами может быть успешно получен только из зольного остатка MSWI, летучей золы CFBC, цемента и извести в соответствующих пропорциях, даже без дигидрата гипса и алюминиевого порошка.
Предлагаемый метод значительно снизит стоимость производства ААС.
Анализ выветривания золы сжигания твердых бытовых отходов, оцененный по индексам для природных горных пород
Дополнительная информация: Чжицзюань Ван и др., Попытка снизить стоимость материалов для производства автоклавного газобетона, The Open Civil Engineering Journal (2016).DOI: 10.2174 / 1874149501610010323
Предоставлено Издательство Bentham Science
Ссылка :
Попытка снизить себестоимость материалов для производства автоклавного газобетона (20 июня 2016 г. )
получено 16 февраля 2021 г.
с https: // физ.org / news / 2016-06-materials-autoclaved-nerated -crete-production.html
)
получено 16 февраля 2021 г.
с https: // физ.org / news / 2016-06-materials-autoclaved-nerated -crete-production.html
Этот документ защищен авторским правом. За исключением честных сделок с целью частного изучения или исследования, нет часть может быть воспроизведена без письменного разрешения. Контент предоставляется только в информационных целях.
что такое линия по производству газобетона в автоклаве
что такое линия по производству газобетона в автоклаве
Линия по производству неавтоклавного газобетона 06 августа 2015 г. Основным отличием данной линии является использование опалубки для заливки бетона высотой 600 мм. Это экономит производственные площади и увеличивает производительность линии.
Это экономит производственные площади и увеличивает производительность линии.
что такое линия по производству газобетона в автоклаве
новейшая линия по производству неавтоклавного газобетона aac неавтоклавный газобетон 1 профиль pany shandong sunite machinery group co., Ltd, основанная в октябре 1998 года, является китайским производителем, специализирующимся в aac производственная линия машин для производства блоков и панелей, оборудование для производства пенобетонных блоков без автоклавирования.
линия по производству автоклавного газобетона,
линия по производству газобетона в автоклаве, оптовая продажа различных высококачественных линий по производству газобетона в автоклаве Продукты от глобальных поставщиков триполифосфата натрия и линия по производству автоклавного газобетона Завод, импортер, экспортер в Okchem.
Линия по производству блоков из автоклавного газобетона
2019-5-13 Ниже представлен процесс производства линии по производству блоков из пенобетона в автоклаве. Производственная линия по производству пеноблоков 1 、 Хранение сырья Летучая зола или песок, цемент, известь, гипс, алюминиевая паста должны храниться отдельно на складе материалов, транспортировать их в мастерскую при использовании. 2 、 Процесс обращения с сырьем Положите …
Производственная линия по производству пеноблоков 1 、 Хранение сырья Летучая зола или песок, цемент, известь, гипс, алюминиевая паста должны храниться отдельно на складе материалов, транспортировать их в мастерскую при использовании. 2 、 Процесс обращения с сырьем Положите …
Автоклавные изделия из пенобетона и производство
Автоклавный газобетон (сокращенно AAC) — это экологически чистый, энергосберегающий и сборный строительный материал, который активно присутствует на мировом рынке. чем 70 лет.Он изготавливается из природного сырья, такого как вода, хвосты кварцевого песка, извести, цемента и небольшого количества алюминиевой пудры.
что такое линия по производству газобетона в автоклаве
линия по производству газобетона в автоклаве. 08 мая 2018 г. На видео показаны основные узлы и элементы линии, демонстрируются основные этапы сборочной линии по производству бетонных блоков компании «Иннтехгрупп» модели PROFI.
Производство автоклавного газобетона Masa Group
2020-11-12 Производство автоклавного газобетона требует высоких стандартов в отношении смешивания и дозирования заполнителей, контроля процесса ферментации и контроля каждого этапа производства. Газобетонные установки Masa — это проверенные передовые технологические процессы, разработанные в соответствии с конкретными требованиями клиентов. Такой подход позволяет получить комплексные решения для
Газобетонные установки Masa — это проверенные передовые технологические процессы, разработанные в соответствии с конкретными требованиями клиентов. Такой подход позволяет получить комплексные решения для
Производство блоков из газобетона в автоклаве. летучая зола, минеральный порошок, шлак, пустая порода) в качестве основных материалов, ее природа, такая как морозостойкость, коррозионная стойкость, прочность на сжатие, которые в большей степени превосходят глиняный полнотелый кирпич.Размер блоков такой же, как у линии по производству газобетона
в автоклаве с бетонным заводом
2020-10-27 HZS25 — это простой вид бетонного завода с автоматической загрузкой, который может производить 25 кубометров готового бетона в час. в теории. Она оборудована смесителем с двойным горизонтальным валом принудительного действия JS500, производительность которого составляет 0,5 м³ на партию, и дозирующей установкой PLD1200, имеющей 3 бункера для заполнителей.
Линия по производству неавтоклавного газобетона
作者: inntgЛиния по производству автоклавного пенобетона —
Автоклавный газобетон, сокращенно AAC, представляет собой новый тип легкого многоячеистого строительного материала. Эти характеристики включают простоту обработки, быстрое строительство, низкую плотность, теплоизоляцию, технологичность, сейсмостойкость и звукоизоляцию.
Эти характеристики включают простоту обработки, быстрое строительство, низкую плотность, теплоизоляцию, технологичность, сейсмостойкость и звукоизоляцию.
Линия по производству блоков из автоклавного газобетона
2019-5-13 Ниже представлен процесс производства линии по производству блоков из пенобетона в автоклаве. Производственная линия по производству пеноблоков 1 、 Хранение сырья Летучая зола или песок, цемент, известь, гипс, алюминиевая паста должны храниться отдельно на складе материалов, транспортировать их в мастерскую при использовании.2 、 Процесс обращения с сырьем Положите …
Линия по производству автоклавного пенобетона aacplant
Линия по производству газобетона в автоклаве Zhengzhou Dearye Heavy Machinery — производитель заводов по производству блоков AAC старого бренда, последний завод по производству газобетона — DYKF. завод по производству газобетона DEARYE Air-Invert …
Линия по производству газобетонных блоков в автоклаве
Разница между блоками из пенобетона в автоклаве и обычными блоками → Линия по производству блоков из пенобетона в автоклаве Размещено на 七月 22, 2011 by aacplant
линия для производства газобетона в автоклаве
Производство газобетона в автоклаве Группа компаний Masa Линия по производству газобетона в автоклаве masa group Производство изделий из газобетона в автоклаве требует высоких стандартов для смешивания и дозирования на линии по производству газобетона в автоклаве
Линия по производству газобетона в автоклаве AAC
2020-11-9 Вся производственная линия включает в себя щековую дробилку , Автомат для резки AAC, автоклав, сепаратор, различные аксессуары и т. Д.Компания TEEYER, ведущий поставщик линий по производству блоков / панелей из автоклавного пенобетона в Китае, может поставить безупречное оборудование.
Д.Компания TEEYER, ведущий поставщик линий по производству блоков / панелей из автоклавного пенобетона в Китае, может поставить безупречное оборудование.
О США aircrete-africa
Добро пожаловать в Aircrete Africa Genbone Nigeria. Автоклавный газобетон и строительная система Aircrete Наша миссия — эффективно строить для Христа. Деяния 6: 7 и Луки 1:37. В настоящее время линия по производству газобетона из автоклавного бетона доступна в Нигерии. ПРОИЗВОДСТВО АВТОКЛАВНЫХ БЛОКОВ НИГЕРИЯ
Оборудование для производства газобетона с золой-уносом—
Оборудование для производства газобетона золы-уноса.Оборудование для производства газобетона летучей золы. Линия по производству блоков песчаной золы-уноса Hongfa AAC позволяет реализовать процесс гидротермального измельчения и улучшить стабильность золы-уноса и строительного раствора. Он может реализовать смешанное измельчение для подготовки цементирующего материала и эффективно улучшить стабильность разливки, чтобы обеспечить высокую . .
.
Автоклавный газобетон, производственная линия AAC
20 мая 2015 г. — компания ZG Boiler предоставила AAC (автоклавный газобетон).AAC — одно из главных достижений 20 века в области строительства …
Завод AAC — Завод по производству автоклавного газобетона
Линия по производству автоклавного газобетона AAC Завод, используемый для производства изделий из AAC. Инструкция по эксплуатации. Односменное производство может быть реализовано при сдельном производстве на предприятии, но при этом необходимо продлить рабочее время и увеличить количество сменных рабочих, а также обеспечить хорошую охрану труда.
Линия по производству автоклавного ячеистого кирпича…
Прибыльные проекты Автоклавные панели из пенобетона AAC Производственная линия автоклава Характеристики: Производственная линия автоклава может производить все виды кирпича для ваших местных нужд. Это один набор, который объединяет эффективность, экономичность, пригодность и соответствие национальным условиям в машине для формования органических строительных блоков.
Линия по производству автоклавного газобетона (AAC)
Производственная линия по производству качественного газобетона (AAC) — найдите качественный автоклавный пенобетон (AAC), оборудование для производства кирпича из автоклавного пенобетона (AAC) от компании Zhengzhou City Dezhong Heavy Machinery Co., Ltd Китайских поставщиков — 1538.
Линия по производству автоклавного газобетона проект —
Линия по производству газобетона. Автоклавный газобетонный кирпич AAC блочное оборудование. Производство и применение ячеистого бетона в Китае имеет более чем 40-летнюю историю. С точки зрения технологии, для высококачественной продукции можно использовать специальную песчаную суспензию диаметром 3 мм, что соответствует требованиям
Автоклавная линия по производству газобетона aacplant
Линия по производству автоклавного пенобетона Zhengzhou Dearye Heavy Machinery — это производитель заводов по производству блоков AAC старой марки, последний завод по производству блоков AAC — это завод по производству автоклавного газобетона DYKF, газобетон DEARYE Air-invert. ..
..
Линия по производству блоков из автоклавного пенобетона из AAC
Разница между блоками из пенобетона в автоклаве и обычными блоками → Линия по производству блоков из пенобетона в автоклаве Опубликовано 七月 22, 2011 by aacplant
Линия по производству пенобетона в автоклаве
газобетон в автоклаве бетонная производственная линия каменная дробилка. Линия по производству блоков aac teeyer вся производственная линия включает в себя щековую дробилку, машину для резки aac, автоклав, сепаратор, различные аксессуары и т. д. в качестве ведущего поставщика линии по производству блоков из пенобетона в автоклаве в Китае, teeyer c.
АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ ПЕРИОДНОГО БЕТОНА
СЫРЬЯ ДЛЯ ПРОИЗВОДСТВА ПЕРИОДИЧЕСКОГО БЕТОНА. Связующее. Портландцемент ПЦ-500 Д0, ПЦ-400 Д20 ГОСТ 30515 и ГОСТ 10178 применяется как вяжущее для газобетонных изделий. Компонент кремнезема. Летучая зола используется для ТЭЦ с содержанием SiO2 не менее 45%, CaO не более 10%, R2O не более 3%, SO3 не более 3%. Смешивание воды.
Смешивание воды.
Линия по производству автоклавного газобетона AAC
2020-11-9 Вся производственная линия включает в себя щековую дробилку, автомат для резки AAC, автоклав, сепаратор, различные аксессуары и т. Д.Как ведущий поставщик линий по производству блоков / панелей из автоклавного ячеистого бетона в Китае, TEEYER может поставить безупречное оборудование
Линия по производству газобетона в автоклаве AAC
20 мая 2015 г. — компания ZG Boiler предоставила AAC (газобетон в автоклаве). AAC — одно из важнейших достижений 20 века в области строительства …
Seite wurde nicht gefunden. — Hess AAC SYSTEMS
Seite wurde nicht gefunden. — СИСТЕМЫ Hess AAC
Предыдущий Следующий
Закрывать
Тестовая подпись
Описание теста выглядит так
Wir nutzen Cookies на веб-сайте. Einige von ihnen sind essenziell, während andere uns helfen, diese Website und Ihre Erfahrung zu verbessern.
Einige von ihnen sind essenziell, während andere uns helfen, diese Website und Ihre Erfahrung zu verbessern.
Alle akzeptieren
Speichern
Печенье Nur essenzielle akzeptieren
Individualuelle Datenschutzeinstellungen
Cookie-Детали Datenschutzerklärung Impressum
Datenschutzeinstellungen Hier finden Sie eine Übersicht über all verwendeten Cookies. Sie können Ihre Einwilligung zu ganzen Kategorien geben oder sich weitere Informationen anzeigen lassen und so nur bestimmte Cookies auswählen.
Sie können Ihre Einwilligung zu ganzen Kategorien geben oder sich weitere Informationen anzeigen lassen und so nur bestimmte Cookies auswählen.
| Имя | Borlabs Cookie |
|---|---|
| Анбитер | Eigentümer dieser Веб-сайт |
| Zweck | Speichert die Einstellungen der Besucher, die in der Cookie Box von Borlabs Cookie ausgewählt wurden. |
| Имя файла cookie | borlabs-cookie |
| Cookie Laufzeit | 1 Яр |
Datenschutzerklärung Impressum
Современное российское оборудование и завод по производству автоклавного газобетона
Мировое производство ячеистого бетона перешло на производство автоклавного газобетона высокой точности. Специалисты ТМП спроектировали и сконструировали оборудование для резки и формовки, которое является конкурентоспособным и уникальным в техническом развитии. Это оборудование может быть использовано для производства автоклавного ячеистого бетона (АКБ) на заводах по производству силикатного кирпича, прошедших реконструкцию, или может заменить устаревшие режущие станки на заводах, производящих АКБ. Существующая инфраструктура может использоваться эффективно, включая: теплоэнергетические системы, мельницы, смесительные машины, дозаторы, автоклавы, приемники, хранилища и т. Д.В ситуации, когда в результате роста объемов строительства мы видим большой спрос на оборудование для строительной отрасли, это представляется наиболее разумным путем развития производства автоклавного газобетона в России.
Специалисты ТМП спроектировали и сконструировали оборудование для резки и формовки, которое является конкурентоспособным и уникальным в техническом развитии. Это оборудование может быть использовано для производства автоклавного ячеистого бетона (АКБ) на заводах по производству силикатного кирпича, прошедших реконструкцию, или может заменить устаревшие режущие станки на заводах, производящих АКБ. Существующая инфраструктура может использоваться эффективно, включая: теплоэнергетические системы, мельницы, смесительные машины, дозаторы, автоклавы, приемники, хранилища и т. Д.В ситуации, когда в результате роста объемов строительства мы видим большой спрос на оборудование для строительной отрасли, это представляется наиболее разумным путем развития производства автоклавного газобетона в России.
Первый проект — реконструкция завода по производству силикатного кирпича ЗАО «ВКСМ» в г. Воронеже, Россия. Второй — переход с устаревшего режущего оборудования на технологию производства автоклавного газобетона. Недавно на ОАО «Оршастройматериалы», Республика Беларусь, введен в эксплуатацию третий отрезно-формовочный комплекс.
Недавно на ОАО «Оршастройматериалы», Республика Беларусь, введен в эксплуатацию третий отрезно-формовочный комплекс.
В силу конструктивных особенностей применяемое в настоящее время на заводах раскройное и формовочное оборудование для производства газобетонных блоков (Универал-60) не позволяет обеспечить геометрическую точность, соответствующую современным требованиям. Комплекс, разработанный ТМЗ, может заменить эти устаревшие отрезные станки.
Производственный процесс (рис. 1):
После того, как суспензия разлита в формы s (1) и застыла, сырые лепешки перемещаются в положение манипулятора сборки / разборки формы (4).Форма (1) приваривается к точной геометрической форме; он состоит из каркаса корпуса и съемного бокового ограждения, выполняющего роль закалочного лотка (2). Манипулятор (4) поднимает форму (1) зажимами, перемещает ее к мосту режущего комплекса. Затем он поворачивает форму на 90 и кладет ее на тележку для резки (6). Формы открываются специальными приспособлениями, при этом противень с кексом остается на тележке для резки. Манипулятор перемещает раму корпуса формы на возвратном конвейере (14), где он собирает форму и устанавливается на рельсы для перемещения в положение для разливки суспензии.
Манипулятор перемещает раму корпуса формы на возвратном конвейере (14), где он собирает форму и устанавливается на рельсы для перемещения в положение для разливки суспензии.
Лоток с блоком на раскройной тележке перемещается через борорезку (7), где формируется длина блока и, при необходимости, завершается «канавкой» и «язычком». После этого блок проходит через горизонтальный отрезной станок (8) и вертикальный отрезной станок (9), где при необходимости делаются углубления для удержания рук в блоках. Затем блок помещается на транспортную тележку (11), подаваемую в вакуумную систему (10) для снятия фланца, и, наконец, перемещается в рабочую зону передаточного устройства.
Блок переноса (12) перемещает лоток с блоком на тележку автоклава (13). Тележка автоклава с блоком перемещается в автоклав с помощью перекидной перемычки (15), где блок подвергается гидротермальной обработке. После обработки тележка автоклава и блок перемещаются в рабочую зону блока переноса (16), где лоток повторно штабелируется и блоки разделяются (17). Затем регенератор размещает блоки на деревянных поддонах, и блоки транспортируются на склад с помощью системы отводящего конвейера.
Затем регенератор размещает блоки на деревянных поддонах, и блоки транспортируются на склад с помощью системы отводящего конвейера.
1 — форма; 2 — лоток; 3 — узел передачи формы; 4 — манипулятор сборки / разборки форм; 5 — автоматический комплекс по резке газобетона; 6 — тележка для резки; 7 — отрезной станок; 8 — горизонтально-отрезной станок; 9 — вертикально-отрезной станок; 10 — вакуумное устройство; 11 — транспортная тележка; 12 — лоток-укладчик на тележке автоклава; 13 — тележки автоклавов; 14 — система обратного конвейера закалочного лотка; 15 — передаточный мост тележек; 16 — лоток-укладчик на тележке автоклава; 17 — блок-разделитель; 18 — конвейер возврата закалочных лотков.
Благодаря небольшой длине режущих струн, точности движущегося лотка и гибкости в регулировке скорости резки данное оборудование позволяет изготавливать блоки точной геометрической формы. Боковые поверхности могут быть плоскими или могут быть выполнены с пазом и шпунтом, что позволяет блокам соединяться вместе без использования клея или вертикальных соединений. Точные размеры по высоте (± 1 мм) позволяют использовать клей толщиной 2 мм, на который кладут блоки. Установка блоков точных размеров с пазом и шпунтом не только ускоряет процесс строительства, но и снижает стоимость.Кроме того, использование клея обеспечивает лучшие изоляционные свойства. Режущий комплекс позволяет шлифовать карманы, что обеспечивает удобство перемещения и установки блока.
Точные размеры по высоте (± 1 мм) позволяют использовать клей толщиной 2 мм, на который кладут блоки. Установка блоков точных размеров с пазом и шпунтом не только ускоряет процесс строительства, но и снижает стоимость.Кроме того, использование клея обеспечивает лучшие изоляционные свойства. Режущий комплекс позволяет шлифовать карманы, что обеспечивает удобство перемещения и установки блока.
Таким образом, внедрение процесса производства автоклавного газобетона может быть осуществлено путем замены устаревшего оборудования на существующих объектах или путем модернизации заводов по производству силикатного кирпича с использованием части оригинального оборудования: мельниц, смесительных машин, транспортных единиц, дозаторов, автоклавов и т. Д. ., что дешевле и не требует столько времени.Стоимость раскройно-формовочного оборудования составляет 30–35% от себестоимости технологических линий.
В состав оборудования газобетонных блоков входят:
· формы со съемными закалочными лотками
· манипулятор для сборки и разборки пресс-форм
· автоматический комплекс по резке газобетона
· путь для перемещения тележки
· каретка режущая
· тележка транспортная
· отрезной станок
· Станок горизонтально-отрезной
· Станок вертикально-отрезной
· вакуумное устройство
· штабелеукладчики и промышленные тележки автоклавов
· тележки автоклавов
· приспособление для демонтажа газобетонных изделий
· конвейер возврата закалочных лотков
· конвейер готовой продукции
Все части оборудования для резки и формования TMP управляются автоматически.