Допуски
Размеры соединяемых деталей должны быть достаточно точными, чтобы они удовлетворяли трем основным требованиям:
- детали должны функционировать надлежащим образом;
- детали должны подходить друг к другу, чтобы изделие можно было собрать;
- детали должны быть заменяемыми, например, для выполнения последующего технического обслуживания и ремонта.
Выполнение этих требований достигается путем применения в процессе изготовления допустимых изменений размеров, т. е. допусков.
Основные требования к геометрическим размерам и допускам, приведены:
- на крепеж, выполненный в соответствии с ГОСТ в ГОСТ 1759.1-82 «Болты, винты, шпильки, гайки и шурупы. Допуски, методы контроля размеров и отклонений форм и расположения поверхностей»;
- на болты, винты, шпильки и гайки, выполненные в соответствии с международными стандартами, в ISO 4759-1:2000 «Допуски на крепежные изделия.

- на шайбы, выполненные в соответствии с международными стандартами, в ISO 4759-3:2000 «Допуски на шайбы. Часть 3. Изделия классов точности А и С».

Суть этих требований сводится к тому, что геометрические параметры, такие как габаритная длина (высота), длина резьбовой части, диаметры резьбы (наружный, средний, внутренний), шаг резьбы, размер под ключ, фаски, радиусы и др. должны находится в поле допусков установленных для определенного класса точности. Указанные выше нормативные документы устанавливают три основных класса точности:
- A — повышенный класс точности;
- B — нормальный класс точности;
- С — грубый класс точности.
Решение о применении крепежа того или иного класса точности должно приниматься на основании произведенных расчетов с учетом эксплуатационных требований и особенностей конструкции. Важно помнить, что крепежные изделия более высокого класса точности не могут быть заменены на крепежные изделия классом точности ниже, желательно использовать крепеж только требуемого класса точности.
Метизную продукцию класса точности С устанавливают в отверстия, диаметр которых на 2—3 мм больше диаметра стержня болта или винта. В этом случае проще соединять два элемента конструкции с небольшим несовпадением отверстий крепления. При приложении к такому соединению внешнего усилия имеют место значительные перемещения, обусловленные разностью в диаметрах болта и отверстия, а также неодновременностью вступления в работу всех элементов соединения. По этой причине крепеж класса точности С ставится конструктивно без расчетов.
Метизная продукция с классом точности В устанавливают в отверстия, диаметр которых на 1—1,5 мм больше диаметра стержня болта или винта. Поэтому такие соединения менее деформативны по сравнению с соединениями из элементов крепежа класса точности С и требуют более высокой точности при образовании отверстий в соединяемых элементах конструкций.
Крепеж класса точности А устанавливают в отверстия, которые просверлены на проектный диаметр в собранных элементах и их диаметр больше диаметра стержня болта или винта на 0,25—0,30 мм. При приложении нагрузки к такому соединению все болты практически одновременно вступают в работу и поэтому соединение малодеформативно, однако требует высокой точности исполнения отверстий в соединяемых деталях.
При приложении нагрузки к такому соединению все болты практически одновременно вступают в работу и поэтому соединение малодеформативно, однако требует высокой точности исполнения отверстий в соединяемых деталях.
Отличия болта и шурупа в Екатеринбурге
Отличия болта и шурупа в Екатеринбурге | ПКФ Тандем- Метизная продукция
- Статьи
Болты и шурупы – одна из самых распространенных групп крепежной продукции. Часто потребители путают эти виды соединительных изделий, но между ними существует значительная разница, и понимание всех технических аспектов продукции поможет подобрать наиболее эффективный крепеж для любой области использования.
Внешние различия и назначение
Болт является крепежным изделием, у которого имеется головка и стержень с резьбой. Данные элементы соединения могут обладать разными габаритными параметрами, полнотой стержня и длиной рабочей соединительной поверхности. Болты используются для скрепления отдельных компонентов, где имеется открытый доступ к конструкции. С обратной стороны болт крепится гайкой, а внешний конец крепежного изделия выходит за границу собираемой конструкции. Традиционная сфера использования болтов – это соединение железобетонных, металлических и деревянных конструкций.
Шуруп в отличие от болта представляет собой стержень с головкой, а во время установки используется отвертка специального типа. Вся поверхность такого изделия покрыта резьбой, а сфера применения намного шире.
Технологические различия продукции
Несмотря на то, что болты и шурупы обладают визуальной схожестью, они отличаются друг от друга, и понимание всех технологических аспектов поможет правильно подобрать соединительное изделие:
- Наконечник рабочей части.
- Назначение продукции. Шурупы используются для небольших конструкций, их главное предназначение заключается в выполнении более мелких работ, а предел прочности болтов намного выше, и их можно использовать для более габаритных конструкций.
- Обработка. Различие между технологиями изготовления является причиной того, что шурупы не подвергаются дополнительной обработке, а болты должны обладать специальной антикоррозионной защитой.

Крепежная продукция – это гарантия безопасности и длительности использования, а правильный выбор является главным аспектом качества. По этой причине все крепежные изделия подбираются по строго установленным стандартам, а от качества всех элементов зависит долговечность конструкции.
По этой причине все крепежные изделия подбираются по строго установленным стандартам, а от качества всех элементов зависит долговечность конструкции.
Заказать звонок
X
Оставить заявку
Сроки поставки напрямую зависят от типа продукции.
Отгрузка метизов, которые есть в наличии на нашем складе,
может осуществляться в день заказа.
Сроки изготовления составляют от 1-го дня и определяются типом крепежа,
объемом заказанной партии, загруженностью нашего производственного цеха.
Минимальный заказ крепежных изделий у нашей компании составляет от 1 шт.
По ряду товарных категорий выпуск таких партий является нерентабельным,
поэтому объем минимального заказа может увеличиваться. Чтобы уточнить
данный момент, обратитесь к менеджерам метизной компании «Тандем».
Мы отправляем метизную продукцию во все регионы России, используя транспортные компании, удобные для клиента (данный вопрос оговаривается на стадии оформления заказа).
Доставка крепежа до транспортной компании осуществляется нами бесплатно.
Наши специалисты выполнят качественную упаковку метизов согласно всем
правилам и требованиям.
Компания «Тандем» также оказывает услугу доставки крепежа по Екатеринбургу.
По договоренности с клиентом мы можем сами привезти метизы на его объект.
Сроки отгрузки зависят от наличия товара на складе и/или времени, необходимого
Метизная компания «Тандем» имеет полный цикл собственного производства по выпуску крепежных изделий. Он включает в себя следующие операции по металлообработке:
-
• резку металлических заготовок различной толщины;
• токарную обработку, осуществляемую на станках с ЧПУ;
• нанесение резьбы посредством нарезки либо накатки;
• фрезерную обработку;
• термическую обработку;
• сверление отверстий различного диаметра;
• нанесение покрытий посредством цинкования, кадмирования, химического окисления и др.
• внутренний контроль. -
Это позволяет клиентам компании «Тандем» заказать все необходимые операции по металлообработке в одном месте, с обеспечением оперативности и качества выполнения.

| Стандарт ГОСТ | Наименование | Стандарт DIN | Стандарт ISO |
| ГОСТ 397-79 | Шплинты | DIN 94 | ISO 1234 |
| ГОСТ 1144-80 | Шурупы с полукруглой головкой | DIN 96 DIN 7981 |
ISO 7049 |
| ГОСТ 1145-80 | Шурупы с потайной головкой | DIN 97 DIN 7982 |
ISO 7050 |
| ГОСТ 1146-80 | Шурупы с полупотайной головкой | DIN 95 DIN 7983 |
ISO 7051 |
| ГОСТ 1476-93 | Винты установочные с коническим концом и прямым шлицем классов точности А и В | DIN 553 | ISO 7434 |
| ГОСТ 1477-93 | Винты установочные с плоским концом и прямым шлицем классов точности А и В | DIN 438 DIN 551 |
ISO 4766 ISO 7436 |
| ГОСТ 1478-93 | Винты установочные с цилиндрическим концом и прямым шлицем классов точности А и В | DIN 417 | ISO 7435 |
| ГОСТ 1481-84 | Винты установочные с шестигранной головкой и цилиндрическим концом классов точности А и В | DIN 561 | |
| ГОСТ 1482-84 | Винты установочные с квадратной головкой и цилиндрическим концом классов точности А и В | DIN 479 | |
| ГОСТ 1485-84 | Винты установочные с квадратной головкой и засверленным концом классов точности А и В | DIN 479 | |
| ГОСТ 1486-84 | Винты установочные с квадратной головкой и ступенчатым концом со сферой классов точности А и В | DIN 480 | |
| ГОСТ 1488-84 | Винты установочные с квадратной головкой и буртиком классов точности А и В | DIN 478 | |
| ГОСТ 1491-80 | Винты с цилиндрической головкой классов точности А и В | DIN 84 | ISO 1207 |
| ГОСТ 3032-76 | Гайки-барашки | DIN 315 | |
| ГОСТ 3033-79 | Болты откидные | DIN 444 | |
| ГОСТ 3057-90 | Пружины тарельчатые | DIN 2093 | |
| ГОСТ 3128-70 | Штифты цилиндрические незакаленные | DIN 7 DIN 6325 |
ISO 2338 ISO 8734 |
| ГОСТ 3129-70 | Штифты конические незакаленные | DIN 1 | ISO 2339 |
| ГОСТ 4751-73 | Рым-болты | DIN 580 | ISO 3266 |
| ГОСТ 5915-70 | Гайки шестигранные стальные класса точности В | DIN 555 DIN 934 |
ISO 4032 ISO 4033 ISO 8673 ISO 8674 |
| ГОСТ 5916-70 | Гайки шестигранные низкие класса точности В | DIN 439 DIN 936 |
ISO 4035 ISO 4036 ISO 8675 |
| ГОСТ 5918-73 | Гайки шестигранные прорезные и корончатые класса точности В | DIN 935 | EN ISO 7035 EN ISO 7036 EN ISO 7037 |
| ГОСТ 5919-73 | Гайки шестигранные прорезные и корончатые низкие класса точности В | DIN 937 | EN ISO 7038 |
| ГОСТ 5927-70 | Гайки шестигранные класса точности А | DIN 555 DIN 934 |
ISO 4032 ISO 4034 ISO 8673 |
| ГОСТ 5932-73 | Гайки шестигранные прорезные и корончатые класса точности А | DIN 935 DIN 937 |
EN ISO 7035 EN ISO 7036 EN ISO 7037 |
| ГОСТ 6393-73 | Гайки круглые с отверстиями на торце «под ключ» класса точности А | DIN 1816 | |
| ГОСТ 6402-70 | Шайбы пружинные | DIN 127 | |
| ГОСТ 6958-78 | Шайбы увеличенные. Классы точности А и С Классы точности А и С |
DIN 440 DIN 9021 |
ISO 7094 ISO 7093-1 ISO 7093-2 |
| ГОСТ 7786-81 | Болты с потайной головкой и квадратным подголовком класса точности С | DIN 608 | |
| ГОСТ 7795-70 | Болты с шестигранной уменьшенной головкой и направляющим подголовком, класс точности В | ||
| ГОСТ 7796-70 | Болты с шестигранной уменьшенной головкой, класс точности В | ||
| ГОСТ 7798-70 | Болты с шестигранной головкой класса точности В | DIN 931 DIN 933 |
ISO 4014 ISO 4017 |
| ГОСТ 7801-81 | Болты с увеличенной полукруглой головкой и усом класса точности С | DIN 607 | |
| ГОСТ 7802-81 | Болты с увеличенной полукруглой головкой и квадратным подголовком класса точности С | DIN 603 | ISO 8677 |
| ГОСТ 7805-70 | Болты с шестигранной головкой класса точности А | DIN 931 DIN 933 |
ISO 4014 ISO 4017 |
| ГОСТ 7808-70 | Болты с шестигранной уменьшенной головкой класса точности А | ||
| ГОСТ 8878-93 | Винты установочные с коническим концом и шестигранным углублением под ключ классов точности А и В | DIN 914 | ISO 4027 |
| ГОСТ 9064-75 | Гайки для фланцевых соединений с температурой среды от 0 до 650°С | ||
| ГОСТ 9464-79 | Штифты конические с внутренней резьбой незакаленные | DIN 7978 | ISO 8736 |
| ГОСТ 9649-78 | Шайбы стальные класса точности А для пальцев | DIN 125 | ISO 7089 ISO 7090 |
| ГОСТ 10299-80 | Заклёпки с полукруглой головкой классов точности В и С | DIN 660 | ISO 1051 |
| ГОСТ 10300-80 | Заклёпки с потайной головкой классов точности В и С | DIN 661 | ISO 1051 |
| ГОСТ 10301-80 | Заклёпки с полупотайной головкой классов точности В и С | DIN 662 | ISO 1051 |
| ГОСТ 10302-80 | Заклёпки с полукруглой низкой головкой классов точности В и С | DIN 674 | ISO 1051 |
| ГОСТ 10337-80 | Винты с цилиндрической головкой и сферой невыпадающие класса точности В | DIN 7964 | |
| ГОСТ 10338-80 | Винты с шестигранной головкой невыпадающие класса точности В | DIN 7964 | |
| ГОСТ 10450-78 | Шайбы уменьшенные. Классы точности А и С Классы точности А и С |
DIN 433 | ISO 7092 |
| ГОСТ 10462-81 | Шайбы стопорные с внутренними зубьями | DIN 6798 J DIN 6797 I |
|
| ГОСТ 10463-81 | Шайбы стопорные с наружными зубьями | DIN 6798 A | |
| ГОСТ 10464-81 | Шайбы стопорные с наружными зубьями под винты с потайной и полупотайной головкой с углом 90° | DIN 6797 V DIN 6798 V |
|
| ГОСТ 10605-94 | Гайки шестигранные с диаметром резьбы свыше 48 мм класса точности В | DIN 934 DIN 555 |
ISO 4032 ISO 4034 |
| ГОСТ 10619-80 | Винты самонарезающие с потайной головкой для металла и пластмассы | DIN 7982 | ISO 7050 |
| ГОСТ 10620-80 | Винты самонарезающие с полупотайной головкой для металла и пластмассы | DIN 7983 | ISO 7051 |
| ГОСТ 10621-80 | Винты самонарезающие с полукруглой головкой для металла и пластмассы | DIN 7516 DIN 7981 |
ISO 7049 |
| ГОСТ 10657-80 | Гайки круглые со шлицем на торце | DIN 546 | |
| ГОСТ 10906-78 | Шайбы косые | DIN 434 DIN 435 |
|
| ГОСТ 11074-93 | Винты установочные с плоским концом и шестигранным углублением под ключ классов точности А и В | DIN 913 | ISO 4026 |
| ГОСТ 11075-93 | Винты установочные с цилиндрическим концом и шестигранным углублением под ключ классов точности А и В | DIN 915 | ISO 4028 |
| ГОСТ 11371-78 | Шайбы | DIN 125 | ISO 7089 ISO 7090 |
| ГОСТ 11473-75 | Шурупы с шестигранной головкой | DIN 571 | |
| ГОСТ 11644-75 | Винты с цилиндрической скругленной головкой классов точности А и В | DIN 967 | |
| ГОСТ 11648-75 | Шайбы упорные быстросъемные | DIN 6799 | |
| ГОСТ 11738-84 | Винты с цилиндрической головкой и шестигранным углублением под ключ класса точности А | DIN 912 DIN 7984 |
ISO 4762 ISO 21269 |
| ГОСТ 11860-85 | Гайки колпачковые класса точности А | DIN 1587 | |
| ГОСТ 11871-88 | Гайки круглые шлицевые класса точности А | DIN 546 DIN 1804 |
|
| ГОСТ 11872-89 | Шайбы стопорные многолапчатые | DIN 5406 | |
| ГОСТ 13152-67 | Болты к пазам станочным обработанным | DIN 186 | |
| ГОСТ 13438-68 | Шайбы сферические для станочных приспособлений | DIN 6319 | |
| ГОСТ 13439-68 | Шайбы конические для станочных приспособлений | DIN 6796 | |
| ГОСТ 13463-77 | Шайбы стопорные с лапкой | DIN 93 DIN 463 |
|
| ГОСТ 13464-77 | Шайбы стопорные с лапкой уменьшенные | DIN 93 DIN 463 |
|
| ГОСТ 13942-86 | Кольца пружинные упорные плоские наружные эксцентрические и канавки для них | DIN 471 | |
| ГОСТ 13943-86 | Кольца пружинные упорные плоские внутренние эксцентрические и канавки для них | DIN 472 | |
| ГОСТ 14229-93 | Штифты цилиндрические пружинные с прорезью | DIN 1481 | ISO 8752 |
| ГОСТ 14724-69 | Болты откидные | DIN 444 | |
| ГОСТ 14725-69 | Болты откидные с трапецеидальной резьбой | DIN 444 | |
| ГОСТ 15521-70 | Гайки шестигранные с уменьшенным размером под ключ класса точности В | ||
| ГОСТ 15522-70 | Гайки шестигранные низкие с уменьшенным размером под ключ класса точности В | DIN 431 | |
| ГОСТ 15523-70 | Гайки шестигранные высокие класса точности В | DIN 6330 | |
| ГОСТ 15526-70 | Гайки шестигранные класса точности С | DIN 934 DIN 555 |
|
| ГОСТ 15590-70 | Болты с шестигранной уменьшенной головкой и направляющим подголовком | ||
| ГОСТ 17473-80 | Винты с полукруглой головкой классов точности А и В | DIN 7985 | ISO 7045 |
| ГОСТ 17474-80 | Винты с полупотайной головкой классов точности А и В | DIN 964 DIN 966 |
ISO 2010 ISO 7047 |
| ГОСТ 17475-80 | Винты с потайной головкой классов точности А и В | DIN 963 DIN 965 |
ISO 2009 ISO 7046-1 ISO 7046-2 |
| ГОСТ 17673-81 | Болты с увеличенной потайной головкой и квадратным подголовком класса точности С | DIN 605 | |
| ГОСТ 18746-80 | Шпильки упорные | DIN 427 | EN ISO 2342 |
| ГОСТ 22033-76 | Шпильки с ввинчиваемым концом длиной 1d. Класс точности А Класс точности А |
DIN 938 | |
| ГОСТ 22034-76 | Шпильки с ввинчиваемым концом длиной 1,25d. Класс точности В | DIN 939 | |
| ГОСТ 22035-76 | Шпильки с ввинчиваемым концом длиной 1,25d. Класс точности А | DIN 939 | |
| ГОСТ 22038-76 | Шпильки с ввинчиваемым концом длиной 2d | DIN 835 | |
| ГОСТ 22353-77 | Болты высокопрочные класса точности В | DIN 6914 | ISO 7412 |
| ГОСТ 23360-78 | Соединения шпоночные с призматическими шпонками. Размеры шпонок и сечений пазов | DIN 6885-1 | |
| ГОСТ 24071-97 | Сегментные шпонки и шпоночные пазы | DIN 6888 | ISO 3912 |
| ГОСТ 28964-91 | Винты установочные с шестигранным углублением и засверленным концом | DIN 916 | ISO 4029 |
| ГОСТ Р 52644-2006 | Болты высокопрочные с шестигранной головкой с увеличенным размером под ключ | DIN 6914 | ISO 7411 ISO 7412 |
| ГОСТ Р 52645-2006 | Гайки высокопрочные шестигранные с увеличенным размером под ключ для металлических конструкций | DIN 6915 | ISO 4775 |
Изготовление по чертежам (класс точности А,В,С)
Класс точности болты, гайки, высокопрочный крепеж
Крепеж изготовливают грубой, нормальной и повышенной точности или классов точности С, В и А соответственно.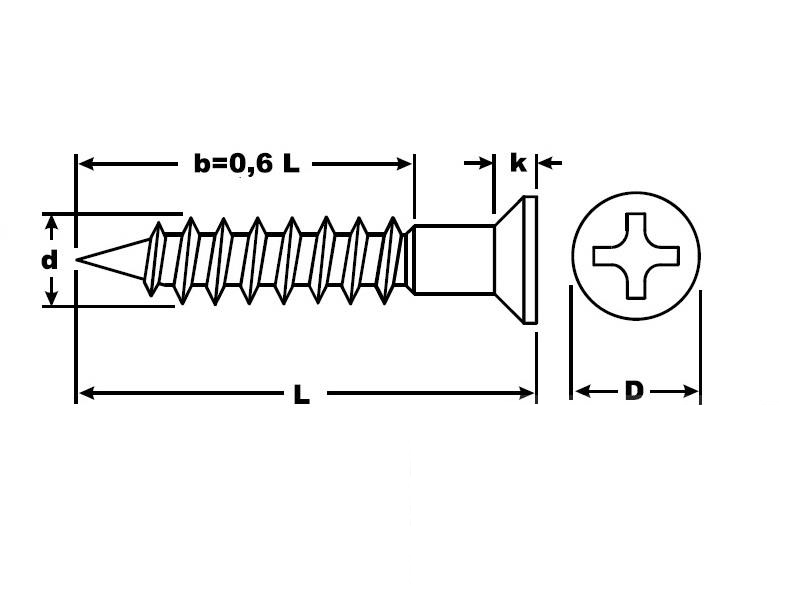
Каждый класс точности имеет свои допуска изготовления.
Для нерасчетных монтажных соединений следует применять крепеж класса точности С, а для соединений, воспринимающих расчетные усилия, — крепеж класса точности В и А.
Крепеж класс точности С
Болты, гайки класса точности С ставят в отверстия, диаметр которых на 2…3 мм больше диаметра стержня болта. При этом достигается легкость постановки болтов в отверстия с некоторым несовпадением стенок отверстий смежных соединяемых элементов конструкции.
При приложении к такому соединению внешнего усилия имеют место значительные перемещения, обусловленные разностью в диаметрах болта и отверстия, а также неодновременностью вступления в работу всех болтов соединения.
По этой причине болты класса точности С ставятся конструктивно без расчетов.
Крепеж класс точности В
Болты, гайки класса точности В устанавливают в отверстия, диаметр которых на 1- 1,5 мм больше диаметра стержня болта. Поэтому такие соединения менее деформативны по сравнению с соединениями на болтах класса точности С и требуют более высокой точности при образовании отверстий в соединяемых элементах конструкций.
Крепеж класс точности А
Болты, гайки класса точности А устанавливают в отверстия, которые просверлены на проектный диаметр в собранных элементах и их диаметр больше диаметра стержня болта на 0,25 — 0,30 мм, а сами болты имеют только минусовой допуск на диаметр стержня. Такие болты и гайки изготовляют точением и поэтому имеют высокую стоимость.
При приложении нагрузки к такому соединению все болты практически одновременно вступают в работу и поэтому соединение малодеформативно, однако требует высокой точности исполнения отверстий в соединяемых деталях.
DIN 84 винт с цилиндрической головкой
DIN 84 Винт с цилиндрической головкой с прямым шлицем, размеры резьбы от М1 до М10, класс точности А.
Материалы:
- Сталь: 4.8 (класс прочности).
- Сталь с покрытием: гальваническая оцинковка, гальваническое никелирование, жёлтый цинк.
- Нержавеющая сталь А1, А2, А4.
- Латунь.
- Пластик.
| d | M1 | M1. 2 2 | M1.4 | M1.6 | M1.8 | M2 | M2.5 | M3 | M3.5 | M4 | M5 | M6 | M8 | M10 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| P | 0,25 | 0,25 | 0,3 | 0,35 | 0,35 | 0,4 | 0,45 | 0,5 | 0,6 | 0,7 | 0,8 | 1 | 1,25 | 1,5 | |
| d2 | 2 | 2,3 | 2,6 | 3 | 3,4 | 3,8 | 4,5 | 5,5 | 6 | 7 | 8,5 | 10 | 13 | 16 | |
| k | 0,7 | 0,8 | 0,9 | 1,1 | 1,2 | 1,3 | 1,6 | 2 | 2,4 | 2,6 | 3,3 | 3,9 | 5 | 6 | |
| n | 0,25 | 0,3 | 0,3 | 0,4 | 0,4 | 0,5 | 0,6 | 0,8 | 1 | 1,2 | 1,2 | 1,6 | 2 | 2,5 | |
| l | мин. | 2 | 2 | 2 | 2 | 3 | 3 | 4 | 4 | 5 | 5 | 6 | 8 | 10 | 12 |
| макс. | 16 | 16 | 16 | 16 | 20 | 20 | 25 | 30 | 35 | 40 | 50 | 60 | 80 | 80 | |
Обозначения:
d — номинальный диаметр резьбы
P — шаг резьбы
d2 — диаметр цилиндрической головки винта
k — высота головки
n — ширина шлица винта
l — длина винта
Аналоги DIN 84:
ГОСТ 1491-80 — винты с цилиндрической головкой классов точности А и В с номинальным диаметром резьбы от 1 до 20 мм. Сравнение стандартов DIN 84 и ГОСТ 1491-80.
ISO 1207 — винты с цилиндрической головкой с прямым шлицем класса точности А.
Винты с цилиндрической головкой и комбинированным крестовым шлицем поставляются под заказ.
Вы можете заказать и купить винты с цилиндрической головкой DIN 84 оптом по договорным ценам.
Болт с шестигранной головкой DIN 933 с полной резьбой. WikiСтатья.
Болт с шестигранной головкой DIN 933 или просто болт шестигранник — самый используемый болт в строительстве и обязательный в ассортименте магазинов по продаже крепления. Его классическую форму все знают с детства: длинный стержень с резьбой и высокая головка с шестью гранями.
Аналоги 933 DIN
Прямые аналоги 933 дин — болт, выполненный по российскому стандарту ГОСТ 7805-70 или 7798-70, а также болт DIN 931.
На то они и аналоги, что являются неполной копией друг друга. Ниже приведены конструктивные различия:
| Неполная резьба | DIN 931 |
| ГОСТ 7798-70 |
Незначительные отличия в размерах головки для некоторых типоразмеров |
|
|
ГОСТ 7805-70 |
Таблица по подбору ключа при установке болта DIN 933
| Стандарт | М3 | М4 | М5 | М6 | М8 | М10 | М12 | М14 | М16 | М18 | М20 | М22 | М24 | М27 | М30 | М36 | М42 | М48 |
| DIN 933 | 5,5 | 7 | 8 | 10 | 13 | 17 | 19 | 22 | 24 | 27 | 30 | 32 | 36 | 41 | 46 | 55 | 65 | 75 |
| ГОСТ 7805-70 | 5,5 | 7 | 8 | 10 | 13 | 16 | 18 | 21 | 24 | 27 | 30 | 34 | 36 | 41 | 46 | 55 | 65 | 75 |
Класс точности при изготовлении болта DIN 933
Различают болты, класс точности которого обозначают литерами А, В, С. Болт в исполнении класса точности А является наиболее соответствующий заданным стандартам. Этот фактор сказывается на диаметре отверстия, куда устанавливается крепеж.
Болт в исполнении класса точности А является наиболее соответствующий заданным стандартам. Этот фактор сказывается на диаметре отверстия, куда устанавливается крепеж.
Класс точности А требует высокого исполнения отверстия под болт. Допустимая погрешность составляет 0,25-0,3 мм. То есть при фиксации конструкции болтом М8 DIN 933 необходимо отверстие диаметром 8,25-8,3 мм. Класс В подразумевает погрешность 1,0-1,5 мм; класс С — 2,0-3,0.
Соединение с болтом исполнения класса точности А будет малодеформативно; класса В — более деформативно нежели класса А. Соединение с болтами исполнения класса точности С выполняется быстро с некоторыми несовпадениями стенок соединяемых креплений. При отсутствии значительных нагрузок на узел эти допуски приемлемы. Расчетов перед установкой таких болтов не требуется.
Помимо прочего класс точности сказывается на подборе рожкового ключа при монтаже. Так, например, при установке на болт М8 DIN 933 исполнения класса точности В подбирают рожковый ключ №13, а на тот же болт класса С, возможно, уже лучше применить ключ №12 или накидной №13. Это происходит от того, что грани головки могут быть чуть меньше. В результате рожковый ключ №13 будет слетать при монтаже.
Это происходит от того, что грани головки могут быть чуть меньше. В результате рожковый ключ №13 будет слетать при монтаже.
На практике болт DIN 933 исполняют в классе В и С. Высокоточные изделия выполняются в классах А и В по ГОСТам 7805 и 7798
Болт с полной резьбой DIN 933 или с неполной DIN 931?
Болт DIN 933 с полной резьбой применяется в легких конструкциях либо, где действует нагрузка, направленная вдоль стержня крепежа. В противном случае статическая нагрузка тяжелой конструкции расплющит резьбу, а динамическая сделает со временем строительный узел непрочным.
Полная резьба болта позволяет применять его при различных размерах скрепляемых элементов. Главное, чтобы хватило длины самого болта, а гайку можно всегда накрутить!
Материалы, которые возможно скрепить 933 DIN
Болтовое соединение является очень надежным, что особенно важно при скреплении металлических конструкций. На практике 90% случаев использования болтового соединения приходится на металлические элементы, около 8% — деревянные и 2% из прочих материалов.
Болтовое соединение
Болтовое соединение — это узел, где наружная метрическая резьба одного элемента вкручивается во внутреннюю резьбу с тем же метрическим шагом. Таким образом, болт DIN 933 (с наружной метрической резьбой) устанавливается в одну конструкцию и фиксирует другую за счет плотно насаженной гайки DIN 934 (с внутренней метрической резьбой). В соединении участвует и шайба DIN 125, которая позволяет распределять нагрузку.
В зависимости от особенностей крепления комбинацию болтового соединения могут сформировать
| Болт DIN 933 | Шайба DIN 125 | Гайка DIN 934 |
| Шайба DIN 127 пружинная | Гайка DIN 985 самоконтрящаяся | |
| Шайба DIN 9021 увеличенная | Гайка DIN 6923 с фланцем |
Установка болта шестигранника
Болт дин 933 применяется повсеместно и в огромных объемах. Время на его установку в промышленных масштабах сводится к секундам, т.к. выполняется с помощью торцевых головок на электроинструменте.
Время на его установку в промышленных масштабах сводится к секундам, т.к. выполняется с помощью торцевых головок на электроинструменте.
В бытовых условиях также используют ручной инструмент — ключи гаечные, накидные, трещотки с торцевыми головками.
Усилия при ручном монтаже зачастую достаточно, чтобы надежно зафиксировать соединение.
Применение в зависимости от покрытия и материалов изготовления болтов дин 933
Болты изготовляют в основном из стали марки 20 и 35, как и многие другие металлические крепежные изделия.
Болт оцинкованный DIN 933 имеет широкое применение так как имеет достаточный антикоррозионный защитный слой. В условиях повышенной влажности или при особых условиях эксплуатации следует применять соответствующий крепеж.
Болты с гальваническим покрытием| Высокопрочные болты | ⇒ | мосто- и метростроение, дорожные конструкции, высотное строительство |
| Нержавеющие болты | ⇒ |
А2: прибрежные сооружения; А4: кислотосодержащие среды (пищевая отрасль, медицинские объекты) |
| Болты с гальваническим покрытием | ⇒ | кадмий при повышенной влажности «море, река» |
| ⇒ |
латунь сантехнические, электротехнические конструкции; требования по декоративным качествам |
|
| ⇒ | хром требования по декоративным качествам | |
| ⇒ | медь любые нагревательные устройства (баки, котлы) | |
| Болты с горячим цинкованием | ⇒ | при внутренних и наружных строительных работах |
| Болты с термодиффузионным цинковым покрытием | ⇒ | эксплуатация промышленных объектов |
Класс прочности болтов шестигранных DIN 933
5. 8; 8.8; 10.9 — основные обозначения класса прочности, применяемые к болтам дин 933.
8; 8.8; 10.9 — основные обозначения класса прочности, применяемые к болтам дин 933.
Что кроется за этими цифрами?
|
Х * 100 = величина предела прочности материала на растяжение, Н/мм2 |
Х*Y 5.8 8.8 10.9 |
Y * 10 = величина предела текучести материала к пределу прочности на растяжение, % |
Предел текучести — важная характеристика метиза, т.к. она отражает значение предельной нагрузки, превышение которой влечет необратимую деформацию материала.
Болт DIN 933, класс прочности которого 8.8, 10.9 или 12.9 относится к высокопрочным изделиям.
Геометрические характеристики болта DIN 933
Представленные ниже типоразмеры болта дин 933 можно приобрести на сайте ГОСКРЕП. Самые ходовые из них всегда есть в наличии на складах; более редкие всегда можно купить, связавшись с менеджерами компании
Самые ходовые из них всегда есть в наличии на складах; более редкие всегда можно купить, связавшись с менеджерами компании
|
Номинальный диаметр резьбы |
D, мм | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Высота головки | K, мм | 2,8 | 3,5 | 4,0 | 5,3 | 6,4 | 7,5 | 8,8 | 10,0 | 12,0 | 12,5 | 14,5 | 15,0 |
| Диаметр описанной окружности, не менее | e, мм | 7,66 | 8,79 | 11,05 | 14,38 | 18,9 | 21,1 | 24,49 | 26,75 | 30,1 | 33,53 | 35,98 | 39,55 |
| Размер под ключ | S, мм | 6,64-7 | 7,64-8 | 9,64-10 | 12,57-13 | 16,57-17 | 18,48-19 | 21,16-22 | 23,16-24 | 26,15-27 | 29,16-30 | 31-32 | 35-36 |
| Шаг резьбы | мм | 0,7 | 0,8 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2 | 2,5 | 2,5 | 3 | 3 |
| Класс прочности | 5,8: 8,8 | ||||||||||||
В таблице ниже представлены значения минимальных разрушающих нагрузок (kH) в зависимости от диаметра болта дин 933
| Класс прочности | Диаметр резьбы D | |||||||||||
| 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | |
5. 8 8
|
4,57 | 7,38 | 10,4 | 19,0 | 30,2 | 43,8 | 59,8 | 81,6 | 99,8 | 127 | 158 | 184 |
| 8.8 | 7,02 | 11,35 | 16,1 | 29,2 | 46,4 | 67,4 | 92,0 | 125 | 159 | 203 | 252 | 293 |
10. 9 9
|
9,13 | 14,8 | 20,9 | 38,1 | 60,3 | 87,7 | 120 | 163 | 200 | 255 | 315 | 367 |
| 12.9 | 10,7 | 17,3 | 24,5 | 44,6 | 70,8 | 103 | 140 | 192 | 234 | 299 | 370 | 431 |
Таблица соответствия ГОСТ — DIN, ISO
Стандарт ГОСТ;Наименование;Аналог DIN;Аналог ISO
ГОСТ 397-79;Шплинты;DIN 94;ISO 1234
ГОСТ 1144-80;Шурупы с полукруглой головкой;DIN 96, DIN 7981;ISO 7049
ГОСТ 1145-80;Шурупы с потайной головкой;DIN 97, DIN 7982;ISO 7050
ГОСТ 1146-80;Шурупы с полупотайной головкой;DIN 95, DIN 7983;ISO 7051
ГОСТ 1476-93;Винты установочные с коническим концом и прямым шлицем классов точности А и В;DIN 553;ISO 7434
ГОСТ 1477-93;Винты установочные с плоским концом и прямым шлицем классов точности А и В;DIN 438,DIN 551;ISO 4766, ISO 7436
ГОСТ 1478-93;Винты установочные с цилиндрическим концом и прямым шлицем классов точности А и В;DIN 417;ISO 7435
ГОСТ 1481-84;Винты установочные с шестигранной головкой и цилиндрическим концом классов точности А и В;DIN 561;
ГОСТ 1482-84;Винты установочные с квадратной головкой и цилиндрическим концом классов точности А и В;DIN 479;
ГОСТ 1485-84;Винты установочные с квадратной головкой и засверленным концом классов точности А и В;DIN 479;
ГОСТ 1486-84;Винты установочные с квадратной головкой и ступенчатым концом со сферой классов точности А и В;DIN 480;
ГОСТ 1488-84;Винты установочные с квадратной головкой и буртиком классов точности А и В;DIN 478;
ГОСТ 1491-80;Винты с цилиндрической головкой классов точности А и В;DIN 84;ISO 1207
ГОСТ 3032-76;Гайки-барашки;DIN 315;
ГОСТ 3033-79;Болты откидные;DIN 444;
ГОСТ 3057-90;Пружины тарельчатые;DIN 2093;
ГОСТ 3070-88;Канат стальной двойной свивки типа ТК конструкции 6х19 (1+6+12)+1 о. с.;DIN 3060;
ГОСТ 3128-70;Штифты цилиндрические незакаленные;DIN 7, DIN 6325;ISO 2338, ISO 8734
ГОСТ 3129-70;Штифты конические незакаленные;DIN 1;ISO 2339
ГОСТ 4751-73;Рым-болты;DIN 580;ISO 3266
ГОСТ 5915-70;Гайки шестигранные стальные класса точности В;DIN 555, DIN 934;ISO 4032, ISO 4033, ISO 8673, ISO 8674
ГОСТ 5916-70;Гайки шестигранные низкие класса точности В;DIN 439, DIN 936; ISO 4035, ISO 4036, ISO 8675
ГОСТ 5918-73; Гайки шестигранные прорезные и корончатые класса точности В; DIN 935;
ГОСТ 5919-73;Гайки шестигранные прорезные и корончатые низкие класса точности В;DIN 937;
ГОСТ 5927-70;Гайки шестигранные класса точности А;DIN 555, DIN 934;ISO 4032, ISO 4034, ISO 8673
ГОСТ 5932-73;Гайки шестигранные прорезные и корончатые класса точности А;DIN 935, DIN 937;
ГОСТ 5933-73;Гайки шестигранные низкие прорезные и корончатые класса точности А;DIN 937;
ГОСТ 6393-73;Гайки круглые с отверстиями на торце «под ключ» класса точности А
ГОСТ 6402-70;Шайбы гровер пружинные;DIN 127;
ГОСТ 6958-78;Шайбы увеличенные классов точности А и С;DIN 440,DIN 9021;ISO 7094 ,ISO 7093-1, ISO 7093-2
ГОСТ 7786-81; Болты с потайной головкой и квадратным подголовком класса точности С;DIN 605, DIN 608;
ГОСТ 7795-70;Болты с шестигранной уменьшенной головкой и направляющим подголовком, класс точности В; ;
ГОСТ 7796-70;Болты с шестигранной уменьшенной головкой, класс точности В; ;
ГОСТ 7798-70;Болты с шестигранной головкой класса точности В;DIN 931, DIN 933;ISO 4014, ISO 4017
ГОСТ 7801-81;Болты мебельные с увеличенной полукруглой головкой и усом класса точности С;DIN 607;
ГОСТ 7802-81;Болты с увеличенной полукруглой головкой и квадратным подголовком класса точности С DIN 603;ISO 8677
ГОСТ 7805-70;Болты с шестигранной головкой класса точности А;DIN 931, DIN 933;ISO 4014, ISO 4017
ГОСТ 7808-70;Болты с шестигранной уменьшенной головкой класса точности А; ;
ГОСТ 8381-73;Гайки круглые с радиально расположенными отверстиями класса точности А;DIN 548;
ГОСТ 8878-93;Винты установочные с коническим концом и шестигранным углублением под ключ классов точности А и В;DIN 914;ISO 4027
ГОСТ 8968-75;Контргайки с цилиндрической резьбой, служащие для соединения водогазопроводных труб;DIN 431;
ГОСТ 9064-75;Гайки для фланцевых соединений с температурой среды от 0 до 650°С; ;
ГОСТ 9464-79;Штифты конические с внутренней резьбой незакаленные;DIN 7978;ISO 8736
ГОСТ 9649-78;Шайбы стальные класса точности А для пальцев;DIN 125;ISO 7089, ISO 7090
ГОСТ 10299-80;Заклёпки с полукруглой головкой классов точности В и С;DIN 660;ISO 1051
ГОСТ 10300-80;Заклёпки с потайной головкой классов точности В и С;DIN 661;ISO 1051
ГОСТ 10301-80;Заклёпки с полупотайной головкой классов точности В и С;DIN 662;ISO 1051
ГОСТ 10302-80;Заклёпки с полукруглой низкой головкой классов точности В и С;DIN 674 ;ISO 1051
ГОСТ 10337-80;Винты с цилиндрической головкой и сферой невыпадающие класса точности В;DIN 7964;
ГОСТ 10338-80;Винты с шестигранной головкой невыпадающие класса точности В;DIN 7964;
ГОСТ 10450-78;Шайбы уменьшенные.
с.;DIN 3060;
ГОСТ 3128-70;Штифты цилиндрические незакаленные;DIN 7, DIN 6325;ISO 2338, ISO 8734
ГОСТ 3129-70;Штифты конические незакаленные;DIN 1;ISO 2339
ГОСТ 4751-73;Рым-болты;DIN 580;ISO 3266
ГОСТ 5915-70;Гайки шестигранные стальные класса точности В;DIN 555, DIN 934;ISO 4032, ISO 4033, ISO 8673, ISO 8674
ГОСТ 5916-70;Гайки шестигранные низкие класса точности В;DIN 439, DIN 936; ISO 4035, ISO 4036, ISO 8675
ГОСТ 5918-73; Гайки шестигранные прорезные и корончатые класса точности В; DIN 935;
ГОСТ 5919-73;Гайки шестигранные прорезные и корончатые низкие класса точности В;DIN 937;
ГОСТ 5927-70;Гайки шестигранные класса точности А;DIN 555, DIN 934;ISO 4032, ISO 4034, ISO 8673
ГОСТ 5932-73;Гайки шестигранные прорезные и корончатые класса точности А;DIN 935, DIN 937;
ГОСТ 5933-73;Гайки шестигранные низкие прорезные и корончатые класса точности А;DIN 937;
ГОСТ 6393-73;Гайки круглые с отверстиями на торце «под ключ» класса точности А
ГОСТ 6402-70;Шайбы гровер пружинные;DIN 127;
ГОСТ 6958-78;Шайбы увеличенные классов точности А и С;DIN 440,DIN 9021;ISO 7094 ,ISO 7093-1, ISO 7093-2
ГОСТ 7786-81; Болты с потайной головкой и квадратным подголовком класса точности С;DIN 605, DIN 608;
ГОСТ 7795-70;Болты с шестигранной уменьшенной головкой и направляющим подголовком, класс точности В; ;
ГОСТ 7796-70;Болты с шестигранной уменьшенной головкой, класс точности В; ;
ГОСТ 7798-70;Болты с шестигранной головкой класса точности В;DIN 931, DIN 933;ISO 4014, ISO 4017
ГОСТ 7801-81;Болты мебельные с увеличенной полукруглой головкой и усом класса точности С;DIN 607;
ГОСТ 7802-81;Болты с увеличенной полукруглой головкой и квадратным подголовком класса точности С DIN 603;ISO 8677
ГОСТ 7805-70;Болты с шестигранной головкой класса точности А;DIN 931, DIN 933;ISO 4014, ISO 4017
ГОСТ 7808-70;Болты с шестигранной уменьшенной головкой класса точности А; ;
ГОСТ 8381-73;Гайки круглые с радиально расположенными отверстиями класса точности А;DIN 548;
ГОСТ 8878-93;Винты установочные с коническим концом и шестигранным углублением под ключ классов точности А и В;DIN 914;ISO 4027
ГОСТ 8968-75;Контргайки с цилиндрической резьбой, служащие для соединения водогазопроводных труб;DIN 431;
ГОСТ 9064-75;Гайки для фланцевых соединений с температурой среды от 0 до 650°С; ;
ГОСТ 9464-79;Штифты конические с внутренней резьбой незакаленные;DIN 7978;ISO 8736
ГОСТ 9649-78;Шайбы стальные класса точности А для пальцев;DIN 125;ISO 7089, ISO 7090
ГОСТ 10299-80;Заклёпки с полукруглой головкой классов точности В и С;DIN 660;ISO 1051
ГОСТ 10300-80;Заклёпки с потайной головкой классов точности В и С;DIN 661;ISO 1051
ГОСТ 10301-80;Заклёпки с полупотайной головкой классов точности В и С;DIN 662;ISO 1051
ГОСТ 10302-80;Заклёпки с полукруглой низкой головкой классов точности В и С;DIN 674 ;ISO 1051
ГОСТ 10337-80;Винты с цилиндрической головкой и сферой невыпадающие класса точности В;DIN 7964;
ГОСТ 10338-80;Винты с шестигранной головкой невыпадающие класса точности В;DIN 7964;
ГОСТ 10450-78;Шайбы уменьшенные. Классы точности А и С;DIN 433;ISO 7092
ГОСТ 10462-81;Шайбы стопорные с внутренними зубьями;DIN 6797 I, DIN 6798 I;
ГОСТ 10463-81;Шайбы стопорные с наружными зубьями DIN 6797 A, DIN 6798 A;
ГОСТ 10464-81;Шайбы стопорные с наружными зубьями под винты с потайной и полупотайной головкой с углом 90°;DIN 6797 V, DIN 6798 V;
ГОСТ 10605-94;Гайки шестигранные с диаметром резьбы свыше 48 мм класса точности В DIN 934, DIN 555;ISO 4032, ISO 4034
ГОСТ 10619-80;Винты самонарезающие с потайной головкой для металла и пластмассы;DIN 7982;ISO 7050
ГОСТ 10620-80;Винты самонарезающие с полупотайной головкой для металла и пластмассы;DIN 7983;ISO 7051
ГОСТ 10621-80;Винты самонарезающие с полукруглой головкой для металла и пластмассы;DIN 7516, DIN 7981;ISO 7049
ГОСТ 10657-80;Гайки круглые со шлицем на торце;DIN 546;
ГОСТ 10906-78;Шайбы косые;DIN 434, DIN 435;
ГОСТ 11074-93;Винты установочные с плоским концом и шестигранным углублением под ключ классов точности А и В;DIN 913;ISO 4026
ГОСТ 11075-93;Винты установочные с цилиндрическим концом и шестигранным углублением под ключ классов точности А и В;DIN 915;ISO 4028
ГОСТ 11371-78;Шайбы классов точности А и С для крепежных деталей с диаметром резьбы от 1 до 48 мм;DIN 125;ISO 7089
ГОСТ 11473-75;Шурупы с шестигранной головкой;DIN 571;
ГОСТ 11644-75;Винты с цилиндрической скругленной головкой классов точности А и В;DIN 967;
ГОСТ 11648-75;Шайбы упорные быстросъемные;DIN 6799;
ГОСТ 11651-80;Винты самонарезающие с полупотайной головкой и заостренным концом для металла и пластмассы;DIN 7983;ISO 7051
ГОСТ 11652-80;Винты самонарезающие с потайной головкой и заостренным концом для металла и пластмассы;DIN 7982 ISO 7050;
ГОСТ 11738-84;Винты с цилиндрической головкой и шестигранным углублением под ключ класса точности А;DIN 912, DIN 7984; ISO 4762, ISO 21269
ГОСТ 11860-85;Гайки колпачковые класса точности А;DIN 1587;
ГОСТ 11871-88;Гайки круглые шлицевые класса точности А;DIN 1804;
ГОСТ 11872-89;Шайбы стопорные многолапчатые класса точности А;DIN 5406;
ГОСТ 13152-67;Болты к пазам станочным обработанным;DIN 186, DIN 188, DIN 261;
ГОСТ 13438-68;Шайбы сферические для станочных приспособлений;DIN 6319;
ГОСТ 13439-68;Шайбы конические для станочных приспособлений; ;
ГОСТ 13463-77;Шайбы стопорные с лапкой;DIN 93, DIN 463;
ГОСТ 13464-77;Шайбы стопорные с лапкой уменьшенные;DIN 93, DIN 463;
ГОСТ 13942-86;Кольца пружинные упорные плоские наружные эксцентрические и канавки для них;DIN 471;
ГОСТ 13943-86;Кольца пружинные упорные плоские внутренние эксцентрические и канавки для них;DIN 472;
ГОСТ 14229-93;Штифты цилиндрические пружинные с прорезью;DIN 1481;ISO 8752
ГОСТ 14724-69;Болты откидные;DIN 444;
ГОСТ 14725-69;Болты откидные с трапецеидальной резьбой;DIN 444;
ГОСТ 15521-70;Гайки шестигранные с уменьшенным размером под ключ класса точности В; ;
ГОСТ 15522-70;Гайки шестигранные низкие с уменьшенным размером под ключ класса точности В; ;
ГОСТ 15523-70;Гайки шестигранные высокие класса точности В;DIN 6330;
ГОСТ 15524-70;Гайки шестигранные высокие класса точности А; ;
ГОСТ 15525-70;Гайки шестигранные особо высокие класса точности В;DIN 6330;
ГОСТ 15526-70;Гайки шестигранные класса точности С;DIN 555, DIN 934;ISO 4032, ISO 4034
ГОСТ 15589-70;Болты с шестигранной головкой класса точности С;DIN 601;ISO 4016
ГОСТ 15590-70;Болты с шестигранной уменьшенной головкой и направляющим подголовком; ;
ГОСТ 17473-80;Винты с полукруглой головкой классов точности А и В;DIN 7985;ISO 7045
ГОСТ 17474-80;Винты с полупотайной головкой классов точности А и В;DIN 964, DIN 966;ISO 2010, ISO 7047
ГОСТ 17475-80;Винты с потайной головкой классов точности А и В;DIN 963, DIN 965;ISO 2009, ISO 7046-1, ISO 7046-2
ГОСТ 17673-81;Болты с увеличенной потайной головкой и квадратным подголовком класса точности С;DIN 605;
ГОСТ 18746-80;Шпильки упорные;DIN 427;ISO 2342
ГОСТ 22033-76;Шпильки с ввинчиваемым концом длиной 1d.
Классы точности А и С;DIN 433;ISO 7092
ГОСТ 10462-81;Шайбы стопорные с внутренними зубьями;DIN 6797 I, DIN 6798 I;
ГОСТ 10463-81;Шайбы стопорные с наружными зубьями DIN 6797 A, DIN 6798 A;
ГОСТ 10464-81;Шайбы стопорные с наружными зубьями под винты с потайной и полупотайной головкой с углом 90°;DIN 6797 V, DIN 6798 V;
ГОСТ 10605-94;Гайки шестигранные с диаметром резьбы свыше 48 мм класса точности В DIN 934, DIN 555;ISO 4032, ISO 4034
ГОСТ 10619-80;Винты самонарезающие с потайной головкой для металла и пластмассы;DIN 7982;ISO 7050
ГОСТ 10620-80;Винты самонарезающие с полупотайной головкой для металла и пластмассы;DIN 7983;ISO 7051
ГОСТ 10621-80;Винты самонарезающие с полукруглой головкой для металла и пластмассы;DIN 7516, DIN 7981;ISO 7049
ГОСТ 10657-80;Гайки круглые со шлицем на торце;DIN 546;
ГОСТ 10906-78;Шайбы косые;DIN 434, DIN 435;
ГОСТ 11074-93;Винты установочные с плоским концом и шестигранным углублением под ключ классов точности А и В;DIN 913;ISO 4026
ГОСТ 11075-93;Винты установочные с цилиндрическим концом и шестигранным углублением под ключ классов точности А и В;DIN 915;ISO 4028
ГОСТ 11371-78;Шайбы классов точности А и С для крепежных деталей с диаметром резьбы от 1 до 48 мм;DIN 125;ISO 7089
ГОСТ 11473-75;Шурупы с шестигранной головкой;DIN 571;
ГОСТ 11644-75;Винты с цилиндрической скругленной головкой классов точности А и В;DIN 967;
ГОСТ 11648-75;Шайбы упорные быстросъемные;DIN 6799;
ГОСТ 11651-80;Винты самонарезающие с полупотайной головкой и заостренным концом для металла и пластмассы;DIN 7983;ISO 7051
ГОСТ 11652-80;Винты самонарезающие с потайной головкой и заостренным концом для металла и пластмассы;DIN 7982 ISO 7050;
ГОСТ 11738-84;Винты с цилиндрической головкой и шестигранным углублением под ключ класса точности А;DIN 912, DIN 7984; ISO 4762, ISO 21269
ГОСТ 11860-85;Гайки колпачковые класса точности А;DIN 1587;
ГОСТ 11871-88;Гайки круглые шлицевые класса точности А;DIN 1804;
ГОСТ 11872-89;Шайбы стопорные многолапчатые класса точности А;DIN 5406;
ГОСТ 13152-67;Болты к пазам станочным обработанным;DIN 186, DIN 188, DIN 261;
ГОСТ 13438-68;Шайбы сферические для станочных приспособлений;DIN 6319;
ГОСТ 13439-68;Шайбы конические для станочных приспособлений; ;
ГОСТ 13463-77;Шайбы стопорные с лапкой;DIN 93, DIN 463;
ГОСТ 13464-77;Шайбы стопорные с лапкой уменьшенные;DIN 93, DIN 463;
ГОСТ 13942-86;Кольца пружинные упорные плоские наружные эксцентрические и канавки для них;DIN 471;
ГОСТ 13943-86;Кольца пружинные упорные плоские внутренние эксцентрические и канавки для них;DIN 472;
ГОСТ 14229-93;Штифты цилиндрические пружинные с прорезью;DIN 1481;ISO 8752
ГОСТ 14724-69;Болты откидные;DIN 444;
ГОСТ 14725-69;Болты откидные с трапецеидальной резьбой;DIN 444;
ГОСТ 15521-70;Гайки шестигранные с уменьшенным размером под ключ класса точности В; ;
ГОСТ 15522-70;Гайки шестигранные низкие с уменьшенным размером под ключ класса точности В; ;
ГОСТ 15523-70;Гайки шестигранные высокие класса точности В;DIN 6330;
ГОСТ 15524-70;Гайки шестигранные высокие класса точности А; ;
ГОСТ 15525-70;Гайки шестигранные особо высокие класса точности В;DIN 6330;
ГОСТ 15526-70;Гайки шестигранные класса точности С;DIN 555, DIN 934;ISO 4032, ISO 4034
ГОСТ 15589-70;Болты с шестигранной головкой класса точности С;DIN 601;ISO 4016
ГОСТ 15590-70;Болты с шестигранной уменьшенной головкой и направляющим подголовком; ;
ГОСТ 17473-80;Винты с полукруглой головкой классов точности А и В;DIN 7985;ISO 7045
ГОСТ 17474-80;Винты с полупотайной головкой классов точности А и В;DIN 964, DIN 966;ISO 2010, ISO 7047
ГОСТ 17475-80;Винты с потайной головкой классов точности А и В;DIN 963, DIN 965;ISO 2009, ISO 7046-1, ISO 7046-2
ГОСТ 17673-81;Болты с увеличенной потайной головкой и квадратным подголовком класса точности С;DIN 605;
ГОСТ 18746-80;Шпильки упорные;DIN 427;ISO 2342
ГОСТ 22033-76;Шпильки с ввинчиваемым концом длиной 1d. Класс точности А;DIN 938;
ГОСТ 22034-76;Шпильки с ввинчиваемым концом длиной 1,25d. Класс точности В;DIN 939;
ГОСТ 22035-76;Шпильки с ввинчиваемым концом длиной 1,25d. Класс точности А;DIN 939;
ГОСТ 22038-76;Шпильки с ввинчиваемым концом длиной 2d;DIN 835;
ГОСТ 22353-77;Болты высокопрочные класса точности В;DIN 6914, DIN EN 14399-4;ISO 7412
ГОСТ 23360-78;Соединения шпоночные с призматическими шпонками. Размеры шпонок и сечений пазов;DIN 6885-1;
ГОСТ 24071-97;Сегментные шпонки и шпоночные пазы;DIN 6888;ISO 3912
ГОСТ 24379.1-80;Болты фундаментные анкерные; ;
ГОСТ 28191-89;Хомуты зажимные для соединения рукавов;DIN 3017;
ГОСТ 28962-91;Винт с утолщенным стержнем, с цилиндрической головкой с внутренним шестигранником под ключ;DIN 9841;ISO 7379
ГОСТ 28964-91;Винты установочные с шестигранным углублением и засверленным концом;DIN 916;ISO 4029
ГОСТ Р 52644-2006;Болты высокопрочные с шестигранной головкой с увеличенным размером под ключ;DIN 6914;ISO 7411
ГОСТ Р 52645-2006;Гайки высокопрочные шестигранные с увеличенным размером под ключ для металлических конструкций;DIN 6915;ISO 4775
Класс точности А;DIN 938;
ГОСТ 22034-76;Шпильки с ввинчиваемым концом длиной 1,25d. Класс точности В;DIN 939;
ГОСТ 22035-76;Шпильки с ввинчиваемым концом длиной 1,25d. Класс точности А;DIN 939;
ГОСТ 22038-76;Шпильки с ввинчиваемым концом длиной 2d;DIN 835;
ГОСТ 22353-77;Болты высокопрочные класса точности В;DIN 6914, DIN EN 14399-4;ISO 7412
ГОСТ 23360-78;Соединения шпоночные с призматическими шпонками. Размеры шпонок и сечений пазов;DIN 6885-1;
ГОСТ 24071-97;Сегментные шпонки и шпоночные пазы;DIN 6888;ISO 3912
ГОСТ 24379.1-80;Болты фундаментные анкерные; ;
ГОСТ 28191-89;Хомуты зажимные для соединения рукавов;DIN 3017;
ГОСТ 28962-91;Винт с утолщенным стержнем, с цилиндрической головкой с внутренним шестигранником под ключ;DIN 9841;ISO 7379
ГОСТ 28964-91;Винты установочные с шестигранным углублением и засверленным концом;DIN 916;ISO 4029
ГОСТ Р 52644-2006;Болты высокопрочные с шестигранной головкой с увеличенным размером под ключ;DIN 6914;ISO 7411
ГОСТ Р 52645-2006;Гайки высокопрочные шестигранные с увеличенным размером под ключ для металлических конструкций;DIN 6915;ISO 4775
Основы шарико-винтовой передачи: развенчание мифов
Патрик Скотт
Менеджер по продукции, ШВП
Bosch Rexroth Corp.
Линейное движение и сборочные технологии
Шарлотта, Северная Каролина
Шарико-винтовые пары бывают самых разных типов и стилей. Обратите внимание на такие факторы, как точность, предварительная нагрузка и смазка, чтобы подобрать подходящий продукт для конкретного применения. |
С таким большим количеством различных шарико-винтовых пар на рынке и сопутствующим потоком данных от производителей, конструкторам может быть непросто определить, что действительно влияет на работу шарико-винтовой пары. Информация часто сосредотачивается на потрясающих функциях, которые приносят мало реальных преимуществ, в то время как более приземленные, но критические факторы полностью упускаются.
Чтобы избежать путаницы, рассмотрим четыре фактора, критически важных для успешного применения шарико-винтовой передачи, а также некоторые связанные с ними мифы и заблуждения.
ТОЧНОСТЬ ПОЕЗДКИ
Как правило, первоочередной задачей инженера является точность хода, поэтому, возможно, именно поэтому так много стандартов рассматривают эту единственную тему. Главными из них являются DIN 69051, ISO 3408, JIS B1191 и ANSI-B5.48, которые охватывают различные темы, от характеристик материалов до геометрических допусков.
Главными из них являются DIN 69051, ISO 3408, JIS B1191 и ANSI-B5.48, которые охватывают различные темы, от характеристик материалов до геометрических допусков.
Различные нормы могут сбивать с толку важные вопросы. Но общим для всех спецификаций является то, что погрешность опережения является наиболее важным показателем точности хода.Погрешность хода относится к погрешности хода на заданной длине при перемещении гайки вдоль винта. Он выражается в «мм на 300 мм» или «дюймах на фут» и определяет класс точности шарико-винтовой передачи.
Согласно соглашению, более низкое значение рейтинга означает меньшую ошибку опережения и, следовательно, лучшую точность. Другими словами, винт класса 1 имеет значительно более высокую точность, чем винт класса 7. Конечно, высокоточный винт класса 1 также стоит дороже, и его изготовление может занять до 10 недель.Разработчики должны использовать рейтинги точности в качестве отправной точки для общей точности слайдов, а также взвешивать требования к характеристикам в зависимости от времени и стоимости.
МИФ № 1: Точность определяет метод производства.
Это означает, что высокоточные винты необходимо шлифовать, а не катать. Фактически, хотя многие конструкторы считают, что шлифовка — это единственный способ изготовления высокоточных винтов, никакие спецификации не определяют метод производства для данного класса шарико-винтовой передачи.Однако в спецификациях делается различие между «точными» и «транспортными» винтами. Хотя погрешность хода составляет миллиметры погрешности на 300-миллиметровый сегмент хода, погрешность хода T-класса может накапливаться в нескольких сегментах. Напротив, точность P-класса контролирует ошибку хода 300 мм и ограничивает накопление на больших длинах.
Раньше катаные винты или винты холодной штамповки традиционно использовались в T-классе, и только шлифованные шариковые винты могли выдерживать допуски P-класса. Однако сегодня технический прогресс позволяет некоторым производителям производить точные прокатанные винты с точностью P-класса. Прокатка превратилась в управляемый ЧПУ процесс с жесткими допусками, обеспечивающий точность P3, почти идеальную округлость и допуски, находящиеся в пределах нормативов DIN.
Прокатка превратилась в управляемый ЧПУ процесс с жесткими допусками, обеспечивающий точность P3, почти идеальную округлость и допуски, находящиеся в пределах нормативов DIN.
Возможность изготавливать винты практически любой точности любым методом дает значительные преимущества. Машиностроителям больше не нужно платить высокие цены за максимальную производительность и терпеть чрезмерные сроки выполнения заказа. Это позволяет им предлагать машины более высокого качества по лучшей цене, при этом получая при этом справедливую прибыль.
БЕЗВИНТОВЫЕ ФАКТОРЫ
При выборе компонентов для конкретного применения разработчики также должны учитывать факторы, помимо самой шарико-винтовой передачи, такие как точность и повторяемость.
МИФ № 2: Точность шарико-винтовой передачи равна точности оси.
На первый взгляд это кажется правдой. Но точность и повторяемость — это не одно и то же, и другие компоненты машины влияют на общий набор допусков. Повторяемость — это способность винта раз за разом возвращаться в определенную точку, и большинство дизайнеров согласны с тем, что это очень важно.
Повторяемость — это способность винта раз за разом возвращаться в определенную точку, и большинство дизайнеров согласны с тем, что это очень важно.
Многие факторы способствуют воспроизводимости, включая соединения привода, направляющие механизмы, такие как рельсы или валы, и саму конструкцию машины.Кажется логичным, что плохая работа окружающих компонентов может поставить под угрозу как точность, так и воспроизводимость даже «идеальной» шарико-винтовой передачи. Тем не менее, стремление срезать углы и сэкономить деньги часто приводит к менее чем удовлетворительной работе машины после начала испытаний. В таком случае необходимость перепроектировать машину сводит на нет любую краткосрочную экономию, задерживает выход на рынок и может увеличивать затраты на техническое обслуживание или ремонт для конечных пользователей.
Предполагая, что конструкция машины спроектирована должным образом, можно сосредоточиться на компонентах, связанных с перемещением.Для оптимизации производительности критически важно исключить любую потерю движения, обычно называемую люфтом. Обычно наибольший люфт возникает между шариковой гайкой и винтом, а различные конструкции гаек помогают устранить люфт за счет предварительной нагрузки на систему. Шариковые гайки с предварительным натягом не имеют ни осевой, ни радиальной свободы. Вместо этого шариковая гайка подгоняется к винту, регулируя переменный размер. Этого можно достичь несколькими способами.
Обычно наибольший люфт возникает между шариковой гайкой и винтом, а различные конструкции гаек помогают устранить люфт за счет предварительной нагрузки на систему. Шариковые гайки с предварительным натягом не имеют ни осевой, ни радиальной свободы. Вместо этого шариковая гайка подгоняется к винту, регулируя переменный размер. Этого можно достичь несколькими способами.
В одном из методов предварительной нагрузки используется система с двумя гайками. Двойные гайки заклинивают корпуса гаек вместе с проставкой и фиксируют их на месте.(Более простым примером этого может быть контргайка, используемая на креплении с гайкой и болтом. Вторая гайка прижимается к первой и фиксирует ее на месте.)
Другой вариант предварительной нагрузки — метод смещения свинца. В нем используется искусственное смещение спирали дорожки качения, смещающее ее на несколько микрон на полпути вниз по гайке. Это изменяет угол зацепления шариков аналогично двойной гайке.
Наконец, в методе выбора шариков используются шарики, размер которых на несколько микрон больше, чем идеально подходит. Поскольку шарики больше канавки, они вынуждены контактировать со всеми дорожками качения гайки и винта. Этот четырехточечный контакт исключает люфт. Но лишь несколько производителей могут выдерживать жесткие допуски, которые требуются как для гайки, так и для винта при использовании метода выбора шариков.
Поскольку шарики больше канавки, они вынуждены контактировать со всеми дорожками качения гайки и винта. Этот четырехточечный контакт исключает люфт. Но лишь несколько производителей могут выдерживать жесткие допуски, которые требуются как для гайки, так и для винта при использовании метода выбора шариков.
МИФ № 3: Двойная гайка — лучший способ предварительной затяжки.
В то время как двойная гайка обеспечивает превосходный предварительный натяг, для многих применений предварительный натяг с шариком обеспечивает почти такую же производительность при значительно меньшей стоимости.Распространенное заблуждение относительно метода двойной гайки состоит в том, что два корпуса гайки увеличивают грузоподъемность вдвое. Фактически, каждый корпус гайки принимает нагрузку только в одном направлении. Противоположная гайка фактически отклоняется от распределения нагрузки во время работы, поэтому грузоподъемность не увеличивается вдвое. Двойные гайки также сложно собрать.
Гайки переключения передач имеют рисунок контакта шариков, аналогичный двойным гайкам, но обычно имеют меньше активных канавок. Это снижает грузоподъемность и, следовательно, продолжительность жизни.
Предварительный натяг с шариком — это компромисс между этими двумя вариантами. Большие шарики делают каждую канавку в гайке активной и воспринимают нагрузки в обоих направлениях.
Еще одно соображение по поводу потери движения — это отклонение. Диаграмма жесткости системы сравнивает двойную гайку, гайку переключения хода и гайку с шариковым переключателем, все на винтах увеличивающейся длины. Двойная гайка имеет только на 5-10% большую жесткость по сравнению с гайкой с шариковым переключателем, в то время как версия со смещением свинца резко падает.Принимая во внимание влияние длины винта, как показано на диаграмме, стили с шариковыми гайками отличаются еще меньше. Таким образом, во многих применениях одинарная гайка с предварительным натягом с шариком обеспечивает почти такие же характеристики, как двойные гайки, при значительно меньших затратах.
| Сравнение вариантов предварительной нагрузки | |||
| СТИЛЬ | ДВОЙНАЯ ГАЙКА | ПЕРЕМЕЩЕНИЕ ПЕРЕДАЧИ | ВЫБОР ШАРА |
| Вместимость | + | — — | + |
| Размерный | — — | + | + |
| Стоимость | — | + | + |
| Обработка | — | + | + |
| Жесткость | ++ | — — | + |
Краткое сравнение показывает основные преимущества и недостатки различных методов предварительной нагрузки. | |||
СМАЗКА
Даже хорошо спроектированная шариковинтовая передача, отвечающая техническим характеристикам приложения, может разочаровать в реальных условиях эксплуатации, а отказ системы смазки является основной причиной преждевременного выхода из строя.
МИФ № 4: Винтовые узлы с долговечной смазкой гарантируют пробег в 10 000 км.
Распространенное заблуждение, которое случайно подтверждается заявлениями многих производителей, состоит в том, что «смазка на всю жизнь» означает именно следующее: никакого обслуживания не требуется.
Многие публикуют данные испытаний систем, которые проехали 10 000 км. Но для пользователей критически важно знать условия испытаний и их отношение к реальной эксплуатации. В некоторых случаях результаты на расстоянии 10 000 км измеряются без приложенных нагрузок в условиях чистой комнаты.
Реальные приложения редко запускаются чистыми и выгруженными. Для шарико-винтовой передачи, работающей внутри станка, с большими нагрузками и высокими скоростями, заявления о смазке на весь срок службы в лучшем случае сомнительны.
Важно понимать, как заявления производителя относятся к приложению. Если условия тестирования не так легко понять или если утверждения кажутся слишком хорошими, чтобы быть правдой, получите дополнительную информацию, чтобы избежать разочарования в конце.
При сравнении продуктов от разных поставщиков всегда старайтесь получить достаточно данных для сравнения «яблоки с яблоками».Так называемые «смазанные на весь срок службы» конструкции действительно увеличивают интервалы обслуживания, поскольку они герметизируют и поддерживают смазку там, где это необходимо, внутри шариковой гайки. Эффективные уплотнения также защищают от загрязнений. Но для разных производителей «жизнь» означает разные вещи.
В конце концов, наиболее важным моментом является поиск наилучшего соответствия возможностей, цены и сроков выполнения приложения. Обычно конструкция машины и выбор компонентов определяют, как добиться максимальной производительности при минимальной совокупной стоимости владения. Ошибки могут дорого обойтись либо из-за потерь при перепроектировании, либо, что более важно, из-за низкой производительности машины.
Ошибки могут дорого обойтись либо из-за потерь при перепроектировании, либо, что более важно, из-за низкой производительности машины.
Эти четыре фактора являются наиболее важными, но другие соображения также могут иметь значение. Они включают концевые опорные подшипники, общую жесткость системы и условия эксплуатации, и это лишь некоторые из них. Все это потенциально может серьезно повлиять на производительность и срок службы винта. Поэтому всегда рекомендуется внимательно изучить приложение с инженерами поставщика винта. Возможно, они видели похожие приложения и могут помочь избежать ошибок, которые уже сделали другие.Они также помогут подобрать правильную комбинацию шарико-винтовой передачи и шарико-гайки.
Опции предварительной загрузки На этом рисунке показаны двухмерные изображения различных методов предварительной нагрузки. В каждом из них диагональные линии представляют направление, в котором сила прилагается к шарам. Метод показывает двойной орех нижних краев двух корпусов ореховых отделены друг от друга разделительной пластиной.Прокладка прикладывает усилие к корпусам гаек, которые, в свою очередь, прикладывают усилие к шарикам в дорожке качения вала винта. В методе смещения шага дорожка качения в самом корпусе гайки имеет искусственное смещение для приложения силы к шарикам при движении гайки вдоль винта. (Смещение показано как «шаг + a ».) В методе выбора шариков шарики немного больше канавки. |

СВЯЗАТЬСЯ:
Bosch Rexroth Corp.,
(800) 438-5983,
www.boschrexroth-us.com
— Шарико-винтовая передача промышленного класса
Barnes Industries, Inc. — лидер в отрасли по поставке новых шарико-винтовых пар с прецизионной шлифовкой, полутонами и шариковинтовой передачей коммерческого класса с внутренней или внешней системой возврата шарика. (Перейдите на вкладку «Ресурсы» и «Как работает шарико-винтовая передача» для получения дополнительной информации о внутренних и внешних системах возврата.)
(Перейдите на вкладку «Ресурсы» и «Как работает шарико-винтовая передача» для получения дополнительной информации о внутренних и внешних системах возврата.)
Большинство новых прецизионных шариковинтовых пар, производимых Barnes, доставляются в течение 5-7 недель или раньше, если это будет ускорено.Просто отправьте чертеж или эскиз вашего винта или отправьте образец шарико-винтовой передачи в сборе, и мы немедленно начнем процесс расчета цены на высококачественный блок, который подойдет для прямой замены вашего станка.
Barnes Industries производит новые шарико-винтовые пары быстрее, чем кто-либо в отрасли. Мы даже сделали сборки шарико-винтовой передачи диаметром 6 дюймов и длиной 40 футов всего за 6 недель. Это достигается за счет проверенных производственных процессов, жесткого контроля качества и обширного ассортимента валов из легированной стали с индукционной закалкой и прецизионной шлифовки, готовых к обработке.
Материал винтов всегда под рукой для всех распространенных английских и метрических размеров от 1/2 дюйма до 6 дюймов (от 12 мм до 150 мм) в диаметре и длиной до 40 футов (12 метров). Более длинные отрезки можно изготавливать путем постоянного соединения стержней с помощью специального процесса, чтобы получить винты длиной до 70 футов (21 метр). Для винтов диаметром более 6 дюймов или длиной более 70 футов обратитесь в наш отдел продаж.
Более длинные отрезки можно изготавливать путем постоянного соединения стержней с помощью специального процесса, чтобы получить винты длиной до 70 футов (21 метр). Для винтов диаметром более 6 дюймов или длиной более 70 футов обратитесь в наш отдел продаж.
Barnes производятся в соответствии с высокими стандартами качества, которые соответствуют или превосходят все применимые отраслевые стандарты, включая ANSI, ISO, DIN и JAS (ISO 3408 и DIN 69051).Точный контроль радиуса формы резьбы и шага обеспечивает повышенную несущую способность и более длительный срок службы.
Мы предлагаем техническую поддержку для новых конструкций шарико-винтовой пары и для улучшения существующих приложений, включая переоборудование и модернизацию трапецеидальных винтов на шарико-винтовые пары. Наш инженерный отдел будет работать с производителями станков, стремящимися улучшить конструкцию станков или изготовить шарико-винтовые пары для специальных применений. Они стремятся к постоянному совершенствованию каждой шарико-винтовой передачи для каждого клиента, независимо от его размера. Позвоните сегодня, чтобы узнать, как Barnes может помочь вам увеличить срок службы вашей шарико-винтовой передачи.
Позвоните сегодня, чтобы узнать, как Barnes может помочь вам увеличить срок службы вашей шарико-винтовой передачи.
Barnes Industries в последние годы вложила значительные средства в повышение эффективности обработки больших объемов заказов. Приобретя токарные станки с ЧПУ и несколько модификаций фрезерных станков с ЧПУ, мы готовы поставить множество новых прецизионных шарико-винтовых пар. Также было внесено множество усовершенствований в технологический процесс для улучшения рабочего процесса при сохранении такого же превосходного качества Barnes, которое сделало нас именем в отрасли.Позвоните сегодня, чтобы получить конкурентоспособную цену и быструю доставку вашей следующей потребности в шарико-винтовой передаче.
Особый дизайн или применение не проблема. Barnes произвел новые шарико-винтовые пары любого размера и шага, которые когда-либо производились. Вращение гаек — одна из наших специализаций. Они используются во многих тонких винтах, где вращение винта может вызвать чрезмерную вибрацию из-за критической скорости. У нас есть много конструкций вращающихся гаек, которые помогут вам в разработке.Позвоните сегодня, чтобы узнать, как Barnes может помочь вам адаптировать высококачественную конструкцию Barnes к вашему станку. Наш обширный инженерный опыт в области шарико-винтовой передачи будет к вашим услугам.
У нас есть много конструкций вращающихся гаек, которые помогут вам в разработке.Позвоните сегодня, чтобы узнать, как Barnes может помочь вам адаптировать высококачественную конструкцию Barnes к вашему станку. Наш обширный инженерный опыт в области шарико-винтовой передачи будет к вашим услугам.
Портфолио
Удлиненная шарико-винтовая передача
Ремонт большого винта-упора
Шарико-винтовая передача с высокой грузоподъемностью
Материалы и термическая обработка
Шарико-винтовая передача | Материал: легированная сталь SAE 6150 |
Гайка | Материал: авиационное качество Сталь SAE 8620 |
Мячи (класс 25 и выше) | Материал: 52100 Хромированная сталь |
Возвратная трубка | Материал: Сталь SAE 4130 |
Дефлектор | Материал: нержавеющая сталь 17-4 PH |
Винтовые узлы из нержавеющей стали | Материал: 17-4 PH или 440C |
Технические характеристики
Услуги | Шлифовка резьбы |
Специальные службы | Проверенная разработка приложений |
Приложения | Станки |
Типы винтов | ШВП |
Типы гаек | Одинарный |
Максимальный диаметр винта | 6 дюймов (большие размеры могут быть обработаны по запросу) |
Максимальная длина винта | 70 футов (по запросу возможна обработка большей длины) |
Погрешность шага винта (допуск) | ± 0. |
Допуск диаметра прецизионного шарика | +/- 0,000025 «(класс 25 или выше) |
Цена |
|
Доставка |
|
Гарантия |
|
Преимущества шарико-винтовой передачи Barnes |
|
Шлифовальное оборудование | Шлифовальные машины: MATRIX 70, Mitsui-Seiki, Excello, Jones & Lamson |
Соответствие стандартам | Шарико-винтовая передача: ANSI, ISO, DIN, JAS |
Обслуживаемые отрасли | Аэрокосмическая промышленность |
Частичный список клиентов | Baker Oil |
 0005 дюймов на фут, кумулятивное (особая точность хода по запросу)
0005 дюймов на фут, кумулятивное (особая точность хода по запросу)

 .
.Шарико-винтовая передача
Материал: легированная сталь SAE 6150
Термическая обработка: индукционная закалка
Минимальная твердость: 58Rc до требуемой глубины корпуса
Гайка
Материал: авиационное качество Сталь SAE 8620
Термическая обработка: науглероживание и закалка
Минимальная твердость: 58Rc до требуемой глубины корпуса
Звоните 248.541.2333 сегодня посетите нашу страницу часто задаваемых вопросов для получения дополнительной информации
Шарико-винтовая передачадля приложений в машиностроении, где важна точность
Конструкция шарико-винтовой передачи
Шарико-винтовые пары по существу состоят из шарико-винтовой передачи, шариковой гайки и большого количества шариков.Шарики образуют соединение между шарико-винтовой передачей и шариковой гайкой и используются в качестве элемента качения, передающего силу и движение. Катящиеся шарики катятся очень точно в нагруженных витках шарико-винтовой передачи и шариковой гайки.
Катящиеся шарики катятся очень точно в нагруженных витках шарико-винтовой передачи и шариковой гайки.
Шарико-винтовые пары в первую очередь предназначены для безопасной передачи осевых усилий. Их силовая кривая возникает через эффективное направление кривых давления через шары. При О-образном расположении шаров они движутся кончиком наружу, а при Х-образном расположении — кончиком внутрь.Эффективное направление кривых давления важно не только для распределения сил, но и для создания предварительного натяга.
Динамика и точность шарико-винтовой передачи
Шарико-винтовая передача вместе с их опорным подшипником и элементами привода образуют сверхмощные, очень динамичные и чрезвычайно точные приводные устройства, например, для создания опережающих перемещений станков. Благодаря высокой грузоподъемности и невероятной точности они отлично зарекомендовали себя на протяжении десятилетий и по сей день являются очень инновационным элементом машин с будущим.
Общая конструкция прецизионной шарико-винтовой передачи (вращающегося винта)Шары и системы рециркуляции шаров
Пространственное расположение шариков соответствует расположению бесконечной цепи. Следовательно, он образуется не только в нагруженных витках, но и в возврате шарика, через который шарики должны возвращаться в осевом направлении в начальную точку из конечной точки движения контакта между шпинделем и гайкой. Различные базовые принципы зарекомендовали себя в качестве систем рециркуляции шариков в различных вариантах конструкции (например,г. внешний и внутренний возврат с полным, одноходовым или отклонением трубы). Поскольку каждый возврат шара имеет свои преимущества и недостатки, правильный выбор для применения особенно важен для достижения максимально возможной реализации требований и наилучшей возможной функциональности.
Следовательно, он образуется не только в нагруженных витках, но и в возврате шарика, через который шарики должны возвращаться в осевом направлении в начальную точку из конечной точки движения контакта между шпинделем и гайкой. Различные базовые принципы зарекомендовали себя в качестве систем рециркуляции шариков в различных вариантах конструкции (например,г. внешний и внутренний возврат с полным, одноходовым или отклонением трубы). Поскольку каждый возврат шара имеет свои преимущества и недостатки, правильный выбор для применения особенно важен для достижения максимально возможной реализации требований и наилучшей возможной функциональности.
Шариковая направляющая двойной гайки с полным прогибом
Два основных принципа: ведомая гайка или ведомый шпиндель
Шарико-винтовые пары делятся на два основных конструктивных принципа после компонента, который инициирует вращательное движение:
Большинство шарико-винтовых пар имеют ведомый шпиндель. Затем вращение шпинделя преобразуется в линейное перемещение гайки относительно шпинделя. Такую конструкцию еще называют нормальной конфигурацией.
Затем вращение шпинделя преобразуется в линейное перемещение гайки относительно шпинделя. Такую конструкцию еще называют нормальной конфигурацией.
В зависимости от задачи вариант исполнения с ведомой гайкой может быть более выгодным при определенных обстоятельствах. При этом вращательное движение гайки преобразуется в поступательное движение шпинделя относительно гайки. По сравнению с ведомыми шпинделями, ведомые гайки обеспечивают более длительный ход, более высокие обороты и, следовательно, более высокие скорости движения.Кроме того, можно разместить несколько гаек на одном шпинделе и перемещать их по отдельности с помощью отдельных приводов.
В обоих случаях (ведомые шпиндели и ведомые гайки) обычно конструктивно возможно линейное перемещение гайки или шпинделя.
Конструкция, в которой шпиндель и гайка приводятся в движение, обычно также возможны и могут быть абсолютно полезны при определенных обстоятельствах. Что касается направления вращения обоих компонентов, тогда происходит сложение или вычитание отдельных перемещений. Однако на практике это происходит относительно редко.
Однако на практике это происходит относительно редко.
Конструкция шарико-винтовой передачи
Конструктивная конструкция шарико-винтовой передачи очень разнообразна. Это зависит от требований и, в частности, от преобладающих условий установки. Шарико-винтовые пары могут быть выполнены с одинарными или двойными гайками, цилиндрическими или с фланцевыми креплениями, с различными системами рециркуляции шариков и грязесъемниками, одноходовыми или многопроходными, а также с различными дополнительными принадлежностями. В DIN ISO 3408 проектная версия определяется с боковым фланцем.
Шарико-винтовые пары могут иметь люфт почти во всех конструкциях или могут быть предварительно нагружены без люфта. Предварительный натяг улучшает точность, жесткость и динамические характеристики. Таким образом, предварительный натяг также решающим образом определяет техническую пригодность шарико-винтовой передачи. Если, несмотря на все усилия, направленные на предотвращение этого, на шарико-винтную передачу действует поперечная сила, повышенная предварительная нагрузка на детали гайки может стабилизировать гайку, чтобы она могла выдержать недопустимую нагрузку на нее.
Поскольку предварительный натяг является базовой нагрузкой в шарико-винтовой передаче, которая с внешней рабочей нагрузкой формирует общую нагрузку, определяющую срок службы, она не должна быть максимально возможной, а всегда должна выбираться только такой высокой. как надо.
Различные конструкции гаек, некоторые с фланцевым креплением
Профили дорожек качения шарико-винтовой передачи
Геометрия профилей дорожек качения шара не подлежит никаким вышестоящим спецификациям (стандарту) и определяется производителем дорожек качения и их опытом. Вот почему шарико-винтовые пары разных производителей с одинаковой конструкцией и установочными размерами почти всегда производятся с разными профилями дорожек качения.Поэтому сочетание шпинделя и гайки от разных производителей обычно невозможно, а также не имеет смысла с точки зрения надежной функциональности.
Профиль дорожки качения шарика сильно влияет на несущую способность и качество работы шарико-винтовой пары. Для прецизионных шарико-винтовых пар, например, используемых в станках, ожижающий профиль (также называемый готическим профилем) превратился в проверенный стандарт, поскольку наиболее важные параметры, определяющие качество (такие как колебание и угол давления), очень конструктивны. предсказуемо и управляемо.
Для прецизионных шарико-винтовых пар, например, используемых в станках, ожижающий профиль (также называемый готическим профилем) превратился в проверенный стандарт, поскольку наиболее важные параметры, определяющие качество (такие как колебание и угол давления), очень конструктивны. предсказуемо и управляемо.
Гибридная шарико-винтовая передача с керамическими шариками
Другое различие возможно благодаря самим шарикам, передающим энергию. Шарики из высокопрочной закаленной стали (100Cr6) используются в большинстве шарико-винтовых пар. Они отличаются высокой грузоподъемностью и высокой износостойкостью. К тому же их можно изготавливать очень точно и экономично.
Однако шарики из нитрида кремния уже несколько лет устанавливаются в шарико-винтовые пары. В этих так называемых гибридных ШВП керамические шарики катятся по дорожкам качения стальных шариков шпинделя и гайки.Керамические шарики отличаются, в частности, высокой грузоподъемностью, низким коэффициентом трения и очень хорошими характеристиками аварийного хода в случае отсутствия смазки. Однако, поскольку несущая способность шарико-винтовой передачи зависит не только от шариков, но и от дорожек качения шариков на шпинделе и в гайке, значительно более высокая грузоподъемность гибридных шарико-винтовых пар не обязательно является заданной. Эта конструкция, без сомнения, имеет преимущества при низких скоростях движения из-за чрезвычайно благоприятных условий трения.
Однако, поскольку несущая способность шарико-винтовой передачи зависит не только от шариков, но и от дорожек качения шариков на шпинделе и в гайке, значительно более высокая грузоподъемность гибридных шарико-винтовых пар не обязательно является заданной. Эта конструкция, без сомнения, имеет преимущества при низких скоростях движения из-за чрезвычайно благоприятных условий трения.
Различные монтажные положения шарико-винтовой передачи
Монтажное положение (горизонтальное или вертикальное) шарико-винтовой передачи обычно произвольно и, в принципе, не влияет напрямую на ее работу. Однако это может повлиять на нагрузку, стратегию смазки (повышенная потеря смазки), а в некоторых случаях также на поведение вибрации и шума (падение шарика при возврате шарика).
Горизонтально установленные шарико-винтовые пары, например, обычно перемещаются на каретке между двумя точками, при этом масса каретки воспринимается направляющими.Поскольку направление движения часто не имеет значения и не имеет предпочтительного направления, горизонтально расположенные шариковинтовые пары в рабочем состоянии почти всегда нагружены практически равными силами с обеих сторон.
В случае установки в вертикальном положении, масса каретки опирается на гайку и должна подниматься или опускаться с помощью шарико-винтовой передачи. В этом случае шарико-винтовая передача обычно нагружается с одной стороны в предпочтительном направлении. Нагрузку можно уменьшить с помощью соответствующих мер по снижению веса, что увеличивает срок службы шарико-винтовой передачи.Однако для этого требуются дополнительные конструктивные усилия машины, что также отражается на стоимости производства машины.
ШВП чаще всего применяются в горизонтальном или вертикальном монтажном положении, даже если это только крайние положения общеприменимого наклонного монтажного положения.
Методы производства
При производстве шарико-винтовых пар могут использоваться различные производственные методы. Поэтому шарико-винтовые пары доступны в катаных, скрученных, закаленных или шлифованных формах.Поскольку метод производства напрямую влияет на точность и несущую способность, а, следовательно, и на удобство использования шарико-винтовой передачи, очень важно выбрать правильный метод производства.
Шлифовка резьбы, максимальная точность
Максимальная точность достигается за счет шлифования шарико-винтовой передачи в качестве окончательной чистовой обработки после термообработки. Шлифованные шарико-винтовые пары производятся на заводе AM с классами точности IT 1, IT 3 и IT 5. Средняя глубина шероховатости поверхностей дорожек качения составляет Rz1, а среднее арифметическое значение шероховатости составляет Ra0.15. Благодаря высокой точности размеров гайки и шпинделя, шлифованные ШВП характеризуются очень равномерно плавным ходом с низким уровнем вибрации. У них очень долгий срок службы, очень высокая несущая способность и долговременная точность на протяжении всего срока службы.
Шлифование — традиционный метод обработки шарико-винтовых пар с твердым покрытием. Однако эта производственная цепочка также является наиболее затратной из-за большого количества отдельных этапов обработки и необходимого обрабатывающего оборудования.Вот почему оптимальное использование и согласование современных технологий шлифования на эффективных шлифовальных станках абсолютно необходимо для экономичного производства.
Завихрение резьбы контура профиля
Обычно шлифованные шпиндели шарико-винтовой пары изготавливаются с припуском на шлифование на боковых сторонах резьбы. Эта подготовка выполняется вращением нити перед термообработкой. Вихревая обработка — это ударно-токарно-фрезерная обработка, при которой контур профиля обрабатывается вне шпинделя с помощью вихревой головки, оснащенной режущими пластинами.Узел завихрения используется в угловом шаге шарико-винтовой передачи и перемещается в осевом направлении вдоль шпинделя со скоростью подачи, соответствующей желаемому шагу. Вращающийся гироскоп, вращающийся вокруг стержня шпинделя, перемещается радиально из середины оси, так что он режет материал с очень мелкой стружкой.
За счет вихревого процесса можно достичь и без того хорошей производственной точности, так что этот производственный метод также подходит для чистовой обработки. Это особенно важно при вращении твердых материалов.Однако в результате процесса образуются поверхности с большим количеством граней, что может отрицательно сказаться на качестве работы шарико-винтовой передачи. Сильное завихрение часто называют отслаиванием ниток.
Сильное завихрение часто называют отслаиванием ниток.
Материалы и термическая обработка
Выбор материалов и термическая обработка, определяющая износ шариковых гаек (сквозная закалка) и шарико-винтовых пар (поверхностная закалка, глубокое азотирование), очень важны, когда речь идет о экономичном производстве с высоким качеством и долговечность. Высокая твердость (67 HRC) дорожек для шариков — основная предпосылка для длительного срока службы дорожек для шариков.Это делает шариковинтовые пары нечувствительными к высоким нагрузкам и внешним воздействиям, таким как металлическая стружка.
Области применения
Конструкция и способ изготовления шарико-винтовой пары в конечном итоге определяются ее использованием. В дополнение к «нормальным» областям применения шариковинтовые пары также могут использоваться в диапазоне высоких скоростей, в диапазоне тяжелых нагрузок, в диапазоне короткого хода и колебаний (микроперемещение), а также в диапазоне плавного хода. (например, шлифовальные диски). Однако шарико-винтовые пары можно безопасно использовать в особых условиях окружающей среды, например под водой или при высоких температурах.Технологические требования и установленные ожидания сильно зависят от применения в отдельных областях применения. Они очень специфичны, а иногда даже противоположны. Например, шарико-винтовая пара, способная выдерживать очень высокую нагрузку, никогда не должна будет также обеспечивать очень высокие скорости движения. Напротив, высокодинамичная шарико-винтовая пара нагружена сравнительно небольшими усилиями. Если большая масса должна перемещаться небольшими шагами, то обычно также не требуется высокая динамика, а скорее ожидается низкий момент отрыва и очень низкое трение.Поэтому необходимы специальные конструктивные решения, максимально точно соответствующие профилю применения.
(например, шлифовальные диски). Однако шарико-винтовые пары можно безопасно использовать в особых условиях окружающей среды, например под водой или при высоких температурах.Технологические требования и установленные ожидания сильно зависят от применения в отдельных областях применения. Они очень специфичны, а иногда даже противоположны. Например, шарико-винтовая пара, способная выдерживать очень высокую нагрузку, никогда не должна будет также обеспечивать очень высокие скорости движения. Напротив, высокодинамичная шарико-винтовая пара нагружена сравнительно небольшими усилиями. Если большая масса должна перемещаться небольшими шагами, то обычно также не требуется высокая динамика, а скорее ожидается низкий момент отрыва и очень низкое трение.Поэтому необходимы специальные конструктивные решения, максимально точно соответствующие профилю применения.
Шарико-винтовая передача типов P и T для позиционирования и транспортировки в соответствии с DIN ISO 3408
Еще одним отличием ШВП является цель использования, при этом в соответствии с DIN ISO 3408 делается различие между позиционирующими и транспортировочными ШВП.
Шарико-винтовые пары (тип P согласно DIN ISO 3408-1) представляют собой системы с предварительным натягом без люфта, которые обычно используются для задач позиционирования или в приложениях с повышенными требованиями (например.г. Станки). Шарико-винтовая передача, отшлифованная с очень жесткими допусками на размеры, позволяет косвенно измерять путь по углу поворота и шагу резьбы. Точность хода определяется отклонением хода шарико-винтовой передачи.
Транспортные шарико-винтовые пары (тип Т согласно DIN ISO 3408-1) используются для перемещения компонентов. Типичные применения включают, например, перемещение осей. Резьба шпинделя не всегда шлифуется, а часто скручивается или закручивается.Точность транспортной шарико-винтовой передачи намного ниже, чем у позиционной шарико-винтовой передачи. Однако, если для определения положения оси для транспортных шарико-винтовых пар используется параллельно расположенная линейная измерительная система, то точность позиционирования больше не будет определяться шарико-винтовой парой, а скорее будет определяться разрешением и, следовательно, точностью траектории. система измерения. Транспортировочные шарико-винтовые пары позволяют добиться большей точности позиционирования, чем позиционирующие ШВП.В этих случаях шпиндели шарико-винтовой передачи обычно также шлифуются из-за повышенной прочности и требуемого качества работы.
система измерения. Транспортировочные шарико-винтовые пары позволяют добиться большей точности позиционирования, чем позиционирующие ШВП.В этих случаях шпиндели шарико-винтовой передачи обычно также шлифуются из-за повышенной прочности и требуемого качества работы.
Многошпиндельное приложение
Шарико-винтовые пары также могут использоваться в качестве многошпиндельных систем, при этом передача мощности и реализация движения не осуществляются одной шариковой винтовой парой, а, скорее, реализуются несколькими (обычно двумя) параллельно расположенными системами. Производитель системы управления предлагает специальные режимы работы (например, режим ведущий-ведомый или портальный режим) с очень высоким уровнем единообразия для этой очень сложной задачи управления приводом.Отклонения шага параллельно расположенных шпинделей шарико-винтовой передачи друг относительно друга должны быть как можно меньше, чтобы не было изгиба или перекоса в направляющих движения. Также очень важно качество управления синхронными перемещениями обоих шпинделей во всех фазах движения. Распределение силы нагрузки также очень важно, поскольку, например, в случае временно изменяющейся движущейся нагрузки это не всегда влияет на одни и те же части на отдельных шарико-винтовых передачах, а скорее могут быть значительные различия.Поскольку поведение движения и распределение сил не всегда можно предсказать, на каждую шариковинтовую передачу могут быть очень большие дополнительные нагрузки.
Распределение силы нагрузки также очень важно, поскольку, например, в случае временно изменяющейся движущейся нагрузки это не всегда влияет на одни и те же части на отдельных шарико-винтовых передачах, а скорее могут быть значительные различия.Поскольку поведение движения и распределение сил не всегда можно предсказать, на каждую шариковинтовую передачу могут быть очень большие дополнительные нагрузки.
Гайки шарико-винтовой передачи — функциональные гаранты
Шариковая гайка — самый сложный компонент узла шарико-винтовой передачи. Безупречное функционирование шарико-винтовой передачи зависит, прежде всего, от шариковой гайки, поскольку она содержит шарикоподшипники, блоки возврата шариков и грязесъемники. При необходимости предварительный натяг создается с помощью гайки, что, с одной стороны, помогает избежать люфта, а с другой стороны, увеличивает жесткость.
Самые высокие требования к материалу и конструкции гаек
Поскольку шариковая гайка не только выполняет перекатывающее движение шариков по шариковой дорожке, но и при возврате шарика, она подвергается постоянной нагрузке, в отличие от винт. Следовательно, рабочая температура на поверхности гайки всегда немного выше (около 5K), чем температура на поверхности винта. Чтобы шариковая гайка могла безопасно выдерживать высокие нагрузки в течение всего срока службы, гайка обычно изготавливается из высококачественной шарикоподшипниковой стали (100Cr6) и проходит сквозную закалку.
Следовательно, рабочая температура на поверхности гайки всегда немного выше (около 5K), чем температура на поверхности винта. Чтобы шариковая гайка могла безопасно выдерживать высокие нагрузки в течение всего срока службы, гайка обычно изготавливается из высококачественной шарикоподшипниковой стали (100Cr6) и проходит сквозную закалку.
Если винты всегда изготавливаются на заказ из-за необходимой длины хода, шариковые гайки могут подлежать определенной стандартизации размеров. Это может быть выполнено в размерах согласно DIN ISO 3408 или DIN 69051, а также в зависимости от производителя. Тем не менее, некоторые шариковые гайки, отвечающие этим требованиям, являются специальными компонентами для многих областей применения.
Требования к разным конструкциям гаек
Несмотря на все усилия по стандартизации, существуют различные конструкции гаек в зависимости от требований и условий установки.Первым отличительным критерием для гаек шарико-винтовой передачи является количество частей корпуса гайки. Здесь делается различие между одинарными и двойными гайками. Однако для системы гаек может потребоваться более двух частей из-за технических производственных нужд.
Здесь делается различие между одинарными и двойными гайками. Однако для системы гаек может потребоваться более двух частей из-за технических производственных нужд.
Двойная гайка или двойная и тройная гайки
Двойная гайка — это традиционная конструкция гаек, которая очень популярна, особенно при конструировании станков, поскольку здесь почти исключительно используются системы с предварительным натягом и 2-точечным контактом.Обе части шариковой гайки установлены таким образом, что шарики зажаты между дорожками качения шариков шпинделя и гайкой. Осевое смещение обеспечивается шлифованными промежуточными шайбами или скручиванием частей гайки между собой. В обоих случаях расстояние между нагруженными витками обеих частей шариковой гайки увеличивается или уменьшается.
Двойная гайка — это традиционная гайка шарикового винта. Обычно он состоит из двух частей, при этом одна часть (как несущая шаровая гайка) поглощает внешнюю нагрузку, а другая часть шаровидной гайки (как гайка предварительного натяга) создает предварительную нагрузку. Нагрузочная гайка всегда является частью шариковой гайки, через которую осевое усилие направляется в прямое распределение сил.
Нагрузочная гайка всегда является частью шариковой гайки, через которую осевое усилие направляется в прямое распределение сил.
В зависимости от распределения усилий, в двойной гайке могут создаваться предварительные нагрузки O или X. По техническим производственным причинам детали гайки с шариковой гайкой также могут быть выполнены в виде двух частей, когда речь идет о двойных гайках, так что также возможна трех- или четырехгранная шариковая гайка.
Двойная гайка может быть выполнена как цилиндрическая гайка, так и гайка с фланцем.Обе части гайки геометрически идентичны цилиндрической гайке. Затем предварительный натяг прикладывается извне как предварительный натяг X по крайней мере к одной проставке.
В случае гайки с фланцем различают деталь с фланцем и контргайку (без фланца). В этом случае предварительный натяг всегда создается изнутри как предварительный натяг O за счет осевого смещения нагруженных витков. Это смещение может происходить как через промежуточные кольца, так и из-за деформации деталей гайки.
Двойная гайка
Одинарная гайка
Одинарная гайка — это самая компактная и недорогая конструкция гаек. Поэтому он очень распространен и состоит только из части корпуса гайки с непрерывной шариковой дорожкой. В простейшей конструкции одинарные гайки имеют небольшой осевой зазор.
Одинарные гайки с предварительным натягом без люфта также возможны за счет изменения количества оборотов под нагрузкой и / или размера шарика, а также конструкции конструкции. Из-за несовершенного поведения этих конструкций предварительная нагрузка обычно связана с повышенным трением, повышенной рабочей температурой и повышенным износом.Одиночные гайки с предварительным натягом немного более чувствительны к производственным допускам, поэтому очень длинные шпиндели обычно не оснащены отдельными гайками с предварительным натягом. Это не относится к одинарным гайкам без предварительного натяга, поскольку они всегда работают с двухточечным контактом под осевой нагрузкой. Для одинарных гаек с 4-точечным контактом не может быть разгрузки шарика во время пиков нагрузки и, следовательно, не может быть скользящих шариков, поскольку передача нагрузки и предварительная нагрузка происходят через одни и те же шарики.
Предварительный натяг посредством выбора шара
Самый простой способ устранить люфт в одной гайке — использовать выбор шара.Эти шарики больше, чем зазор между шариковой гайкой и винтом, который определяется четырьмя краями дорожки качения шарика на шпинделе и в гайке. Шарики должны быть помещены с силой в этот слишком маленький зазор. 4-точечный контакт существует благодаря упругому уплощению шариков и дорожек качения шариков. Поскольку DIN ISO 3408 не применяется в качестве основы для расчета 4-точечного контакта, величина предварительного натяга должна определяться эмпирически.
Величина предварительного натяга не может быть изменена при выборе шариков, а зависит исключительно от чрезмерного размера шариков и требует, чтобы предписанная конструкция резьбы была точно достигнута при производстве.Конструктивно заданное расположение точек опоры шара также должно быть обеспечено во время сборки. Только после этого можно определить силу предварительного натяга, которая присутствует в отдельной гайке.
Предварительный натяг через смещение шага
Для двухконтурных или многоконтурных шариковых гаек предварительный натяг также может быть достигнут с помощью отдельных гаек за счет смещения шага шага резьбы между отдельными контурами в шариковой гайке. Из-за этого смещения шарики в каждом контуре движутся независимо друг от друга по разным краям резьбы шпинделя.Предварительный натяг происходит через шарик с обеих сторон при 2-точечном контакте. Размер предварительного натяга определяется произведенным смещением шага. Предварительный натяг можно изменить с помощью дополнительного выбора шара.
Предварительный натяг за счет смещения резьбы
Смещение резьбы также возможно в гайке для предварительного натяга одноходовых шарико-винтовых пар. В этом процессе цепь со средней нагрузкой создается с постоянно увеличивающимся смещением опережения. Таким образом, шарики бегут по одному краю нити с зазором в середине, а затем переключаются на противоположный край.Предварительный натяг здесь также происходит через шарики на обоих краях при 2-точечном контакте. Величина предварительного натяга определяется изготовленным переключателем. Точная настройка предварительного натяга также может быть выполнена путем выбора шара.
Величина предварительного натяга определяется изготовленным переключателем. Точная настройка предварительного натяга также может быть выполнена путем выбора шара.
Предварительная нагрузка через шлицевые гайки
Другой способ изготовления одинарных гаек без люфта — это продольная продольная резка и скручивание корпуса гайки. Ширина прорези в корпусе гайки изменяется прижимным винтом. Это уменьшает диаметр дорожки шара, что приводит к предварительной нагрузке с 4-точечным контактом в сочетании с выбором шара.Однако, в дополнение к геометрии дорожки шара, округлость резьбы гайки также изменяется, так что предварительная нагрузка и поведение каждого шара не являются постоянными и однородными.
Различные конструкции гаек
Вторым отличительным критерием является внешний контур или тип крепления гайки. Помимо цилиндрической конструкции важна также конструкция фланца.
Две части корпуса гайки должны всегда устанавливаться в корпусе для цилиндрической конструкции с предварительным натягом с помощью двойной гайки. Затем предварительная нагрузка происходит снаружи внутрь через фланцы давления. Предварительный натяг ограничивается проставкой между деталями гайки. Здесь всегда возникает преднатяг X.
Затем предварительная нагрузка происходит снаружи внутрь через фланцы давления. Предварительный натяг ограничивается проставкой между деталями гайки. Здесь всегда возникает преднатяг X.
Монтажный фланец всегда является неподвижным элементом корпуса гайки с фланцевыми конструкциями (с боковым или средним фланцем). Предварительная нагрузка генерируется с помощью контргайки части путем скручивания обоего частей гайки по отношению друг к другу или с помощью регулируемой промежуточной шайбы с внутренней стороны к внешней стороне. Стопорная гайка удерживается в дорожках качения шариков только шариками и прилагаемой силой предварительного натяга.Регулировка переменного усилия предварительной нагрузки — это индивидуальный процесс сборки, который может быть очень хорошо адаптирован к случаю применения и создает оптимальные условия для высокой грузоподъемности и длительного срока службы.
Шарико-винтовая передача с двойной гайкой с боковым фланцем
Шпиндель шарико-винтовой передачи как несущий элемент
Шпиндель ШВП является составной частью узла ШВП, на котором крепится гайка. Это цилиндрический вал, обычно состоящий как минимум из двух секций.Одна секция несет спиральную шариковую дорожку, через которую реализуется кинематика движения шарико-винтовой передачи по всей ее длине. Резьба шпинделя всегда загружается только последовательно (частично, временно) в текущую область контакта шара. Опорный подшипник и, возможно, соединение привода расположены на другой секции (ах). Силы и крутящие моменты в шарико-винтовой передаче передаются или рассеиваются в среде машины.
Это цилиндрический вал, обычно состоящий как минимум из двух секций.Одна секция несет спиральную шариковую дорожку, через которую реализуется кинематика движения шарико-винтовой передачи по всей ее длине. Резьба шпинделя всегда загружается только последовательно (частично, временно) в текущую область контакта шара. Опорный подшипник и, возможно, соединение привода расположены на другой секции (ах). Силы и крутящие моменты в шарико-винтовой передаче передаются или рассеиваются в среде машины.
Влияние длины шпинделя и исполнения
Длина резьбы шпинделя обычно определяется активным ходом приложения, общей длиной гайки (включая систему грязесъемника и другие аксессуары) и биением резьбы.В зависимости от длины и конструкции шпиндель шарико-винтовой передачи монтируется с одной или двух сторон, так что вся длина шпинделя шарико-винтовой передачи может быть значительно больше, чем длина резьбы. Полная длина шпинделя и конструкция подшипниковой опоры имеют решающее значение для устойчивости к изгибу и вращению и, следовательно, для возможности применения шарико-винтовой передачи в зависимости от скорости и нагрузки.
Шпиндель шарико-винтовой передачи A.MANNESMANN, прецизионно заточенный с очень жесткими допусками (IT 1, IT 3, IT 5), изготовлен из высокопрочной азотированной стали, при этом вся форма шарико-винтовой передачи глубоко азотирована.Он имеет прочный сердечник шпинделя и твердость поверхности около 900 HV (= 67 HRC) при глубине закалки не менее 0,4 мм. Эта очень высокая твердость поверхности является основой высокой грузоподъемности и длительного срока службы.
Определение конструкции
Определение конструкции шпинделя обычно выполняется пользователем шарико-винтовой передачи. Это во многом зависит от его задачи и среды машины. Поэтому влияние A.MANNESMANN как производителя шарико-винтовой передачи обычно сосредоточено на оптимизации функций и производственных возможностей, а также на обеспечении качества, требуемого пользователем.
Шпиндель шарико-винтовой передачи характеризуется диаметром резьбы, шагом резьбы, направлением шага, размером шарика, длиной резьбы, классом точности, а также профилем резьбы и количеством ходов шарико-винтовой передачи. Размеры и конструкции опорного подшипника и привод связи зависят от обычных размеров типов подшипников и их монтажных нужд или на валу-концентратор соединениях элементов привода.
Размеры и конструкции опорного подшипника и привод связи зависят от обычных размеров типов подшипников и их монтажных нужд или на валу-концентратор соединениях элементов привода.
Стандартизация шпинделя практически невозможна из-за этой индивидуальной конструкции.
Различные конструкции шпинделя
Конструктивная конструкция и геометрическая реализация приводят к появлению некоторых базовых версий шпинделей, которые не только сильно отличаются друг от друга технически, но и очень отличаются друг от друга с экономической точки зрения. Индивидуальные отличительные черты иногда очень важны, но не всегда очевидны.
Независимо от того, сконструирован ли шпиндель шарико-винтовой передачи с приводом или без него, по определенным функциональным или производственным причинам может потребоваться особая конструкция, не соответствующая «нормальному» сплошному шпинделю.К ним относятся такие конструкции шпинделей, как:
- Полые шпиндели
- Шпиндели с буртиками
- Соединенные шпиндели
- Коррозионно-стойкие шпиндели
Таким образом, эти шпиндели шарико-винтовой пары могут быть произведены высокого качества, иногда требуя совсем других специфических воздействий. Это необходимо учитывать при производстве шпинделей шарико-винтовой пары в специальных конструкциях, помимо уже необходимой осторожности. При использовании таких шпинделей с шарико-винтовой парой могут возникать определенные конструктивные ограничения.
Это необходимо учитывать при производстве шпинделей шарико-винтовой пары в специальных конструкциях, помимо уже необходимой осторожности. При использовании таких шпинделей с шарико-винтовой парой могут возникать определенные конструктивные ограничения.
Цельные шпиндели
Большинство шпинделей с шарико-винтовой парой выполнены в виде цельных шпинделей. Поперечное сечение шпинделя соответствует сечению цельного шпинделя (без отверстия). Мощность передается по всей площади поперечного сечения с соответствующими растягивающими, сжимающими и крутильными напряжениями.
Поскольку требуемые усилия по обработке самые низкие, цельный шпиндель является не только самым простым с точки зрения технологии производства, но и наиболее экономичным вариантом конструкции.
Шарико-винтовая передача со сплошным валом шарико-винтовой передачи
Полые шпиндели
Если валу шарико-винтовой передачи требуется центральное отверстие, например, для охлаждения или смазки, или в этом пространстве необходимо установить различные функциональные компоненты, то шпиндель шарико-винтовой передачи может быть выполнен в виде полого шпинделя. Поперечное сечение шпинделя в этом случае соответствует трубе с соответствующей стенкой. Однако размер стенки трубы должен быть по крайней мере таким, чтобы осевая нагрузка и крутящий момент могли передаваться без деформации и безопасно с учетом глубины канавки резьбы.
Поперечное сечение шпинделя в этом случае соответствует трубе с соответствующей стенкой. Однако размер стенки трубы должен быть по крайней мере таким, чтобы осевая нагрузка и крутящий момент могли передаваться без деформации и безопасно с учетом глубины канавки резьбы.
Преимущества полых шпинделей
Использование полых шпинделей имеет различные технические преимущества. Например, критическая скорость гибки может быть дополнительно увеличена путем растачивания полостей в шпинделе. Интересно, что критическая скорость гибки постоянно изменяется при неизменных размерах шпинделя с увеличением внутреннего диаметра шпинделя. Теоретически не существует точки насыщения, от которой критическая скорость гибки больше не увеличивается. Конечно, точное изготовление таких полых шпинделей проблематично.Меньший момент инерции полых шпинделей также является преимуществом.
Если используется неподвижно-неподвижный подшипник, можно использовать отверстие полого шпинделя для охлаждающей среды, чтобы поддерживать температуру шпинделя как можно более постоянной во время процесса обработки. Здесь минимизируются необходимые растягивающие усилия и уменьшаются ошибки шага шпинделя в результате теплового расширения.
Здесь минимизируются необходимые растягивающие усилия и уменьшаются ошибки шага шпинделя в результате теплового расширения.
Если корпус шпинделя имеет неподвижно-неподвижный подшипник, а не обычный неподвижно-свободный подшипник, а также имеет полую расточку, то потеря осевой жесткости будет более чем компенсирована в результате полого растачивания через неподвижно-неподвижный подшипник.
Полые шпиндели имеют меньшие массы, меньшую жесткость и, как правило, лишь немного меньшие массовые моменты инерции по сравнению с соответствующими цельными шпинделями.
Поскольку внутренний контур полого шпинделя обычно делается уже перед термообработкой, он также соответственно твердый (азотированный). Из-за меньших масс геометрические изменения полых шпинделей, связанные с температурой, больше во время производства. Это приводит к увеличению диаметра и, прежде всего, к удлинению шпинделя, что также может повлиять на шаг резьбы.Полые шпиндели обычно намного более трудоемки в обработке и, следовательно, дороже в производстве.
Шарико-винтовая передача с полым валом шарико-винтовой передачи
Шпиндели с хомутами
Наружный диаметр вала шарико-винтовой передачи обычно является наибольшим диаметром, из которого рассчитываются все другие размеры вала. При определенных условиях может потребоваться использование большего диаметра на отдельных участках вала, чем внешний диаметр шарико-винтовой передачи.Например, это может быть желание иметь больший упорный заплечик для подшипника шпинделя и / или добиться большей жесткости и устойчивости вала шпинделя. Такие валы ШВП обозначаются как ШВП с буртиком.
Поскольку диаметр шпинделя больше с одной стороны, гайки шарико-винтовой передачи могут быть установлены только с одной стороны с валом винта с буртиками. Шарико-винтовые передачи с буртиком также могут иметь больший диаметр шпинделя в середине шпинделя. При такой конструкции шпиндель, например, обычно имеет поочередно правую и левую шариковинтовую передачу и оснащен двумя гайками. Наибольший диаметр шпинделя в середине шпинделя также используется для размещения опорного подшипника.
Наибольший диаметр шпинделя в середине шпинделя также используется для размещения опорного подшипника.
Поскольку внешний диаметр следующего большего номинального диаметра часто приходится выбирать в качестве выходной переменной по причинам планирования материалов, необходимые усилия обработки для изготовления такого шпинделя значительны. Кроме того, при заточке шарико-винтовой передачи это кольцо мешает.
Увеличение производственных затрат
Если затраты на эти дополнительные усилия превышают затраты на дополнительные материалы, то производство шпинделя большего размера обычно более экономично.Однако при использовании более крупных шпинделей необходимо учитывать, что установочные размеры гайки также должны быть увеличены, и в то же время это увеличенное пространство должно существовать в доступном месте для установки.
Втулки и кольца в качестве альтернативы
Чтобы избежать необходимости в шпинделе с воротником, в зависимости от цели могут быть предусмотрены втулки или кольца вместо кольца (например, с увеличенным контактным буртиком для подшипника). В этих случаях устойчивый контактный буртик обеспечивается этими кольцами, которые устанавливаются после шлифовки резьбы. Эти компоненты могут иметь неплотную резьбу, приклеивание или усадку.
В этих случаях устойчивый контактный буртик обеспечивается этими кольцами, которые устанавливаются после шлифовки резьбы. Эти компоненты могут иметь неплотную резьбу, приклеивание или усадку.
Преимущество приклеенных опорных колец в том, что их все еще можно точно отрегулировать до момента окончательного склеивания. Для склеивания обычно можно использовать клей Loctite 603. Связку также можно легко ослабить снова при соответствующем добавлении тепла. Во избежание попадания клея в нагруженные витки или гайку во время приклеивания необходимо следить за тем, чтобы клеем была смочена только поверхность отверстия, а не передняя поверхность.
В случае усадочных опорных колец необходимо убедиться, что кольцо полностью прилегает к монтажной кромке без зазора, поскольку в дальнейшем его нельзя будет выровнять или сместить. Разобрать кольцо можно только с применением больших усилий, и обычно это невозможно сделать без разрушения. Из-за значительно более высоких производственных затрат винтовые валы с буртиками следует использовать только тогда, когда это абсолютно технически необходимо и нет альтернативного практического решения.
Шпиндель с буртиком с резьбой и контргайкой
Спаренные шарико-винтовые пары для больших длин до 25 м.
Максимальная длина вала шарико-винтовой передачи обычно ограничена доступностью сырья и производственными возможностями (например, шлифование, азотирование). Чтобы иметь возможность изготавливать более длинные шпиндели, если это необходимо, также можно навсегда соединить два шарико-винтовых пары. Здесь совмещены два соединительных винта для чистового заземления, так что резьба точно входит друг в друга. Винты используются для соединения сопрягаемых поверхностей двух валов с шарико-винтовой передачей. Жесткость соединения дополнительно усиливается за счет противоположного шага двух соединительных винтов (правого и левого).
Выровненные таким образом шпиндели подгоняются по форме с помощью специально разработанной для этой цели точки соединения. Если отклонения хода обеих частей шпинделя почти идентичны, соединенные шпиндели обычно не приводят к заметному снижению качества. Теоретически шпиндель любой длины можно изготавливать за счет нескольких точек соединения.
Теоретически шпиндель любой длины можно изготавливать за счет нескольких точек соединения.
Шпиндель с шарико-винтовой парой
Точное знание использования шарико-винтовой пары и существующего распределения сил очень важно при проектировании и оценке точки сцепления.Точка сцепления обычно нагружается только осевой силой, возникающей у шарико-винтовых пар с ведомыми гайками. Если шпиндель приводится в движение, крутящий момент привода в шпинделе также добавляется как нагрузка в дополнение к осевой силе.
Пожалуйста, опишите нам вашу заявку. Наши специалисты проконсультируют вас индивидуально.
Применимость
ШВП обычно используются только в горизонтальном положении. Из-за возможной осевой растягивающей нагрузки и из соображений безопасности A.MANNESMANN не производит шарико-винтовые пары с вертикальным подвесом в сдвоенной конструкции.
Длина резьбы
Длина резьбы ШВП является решающей для общей длины вала ШВП. Он состоит из полезного хода, биений с обеих сторон и длины корпуса гайки. Полезный ход l u — это максимально возможный ход гайки, при котором достигается требуемая точность. Он должен иметь размеры больше, чем конструктивно предусмотренный номинальный ход оси, и обычно ограничивается концевыми ограничителями и / или концевыми выключателями.Биение в зависимости от шага l e не требует точности, так как обычно не перемещается. Установочную длину грязесъемника также необходимо учитывать для длины гайки l 2.
Полезный ход l u — это максимально возможный ход гайки, при котором достигается требуемая точность. Он должен иметь размеры больше, чем конструктивно предусмотренный номинальный ход оси, и обычно ограничивается концевыми ограничителями и / или концевыми выключателями.Биение в зависимости от шага l e не требует точности, так как обычно не перемещается. Установочную длину грязесъемника также необходимо учитывать для длины гайки l 2.
Детали шпинделя
Для того, чтобы полностью гарантировать функциональность и качество шарико-винтовой передачи, необходимо учитывать различные детали во время производство валов с шарико-винтовой передачей, которые можно только частично или не отнести к шариковинтовой передаче. К ним относятся, например:
- Подшипники jpurnals
- Опорные шейки для компонентов привода
- Биения резьбы
- Выточки
- Центрирование
- Монтажная резьба
- Концевые резьбовые отверстия
- Торцевые отверстия для гаечного ключа 905 Точность 9026 Точность вращения датчика
- Количество винтов
Точность шарико-винтовой передачи определяется шагом резьбы и соответствующим отклонением траектории в зависимости от хода.
Отклонение хода гайки всегда меньше, чем погрешность шага вала шарико-винтовой передачи, поскольку допуск гайки по шагу несколько смягчает влияние погрешности шага шпинделя. Эта точность в конечном итоге определяет возможность использования шарико-винтовой передачи в качестве позиционной или транспортировочной шарико-винтовой передачи.Ходовых винтов и шарико-винтовых передач: все о применении
Современная среда автоматизации, управляемая движением, требует эффективных систем линейного управления движением, таких как ходовые винты и шарико-винтовые пары.Хотя ходовые винты часто рассматриваются как менее дорогие заменители шарико-винтовой передачи, принять решение о том, какой тип винта использовать, намного сложнее, чем сосредоточиться исключительно на стоимости.
Среда автоматизации, управляемая движением
Современная среда автоматизации, управляемая движением, требует эффективных систем линейного управления движением, таких как ходовые винты и шарико-винтовые пары.
Хотя ходовые винты часто рассматриваются как менее дорогие заменители шарико-винтовой передачи, принять решение о том, какой тип винта использовать, намного сложнее, чем сосредоточиться исключительно на стоимости.Основное различие между ходовыми винтами и шариковыми винтами состоит в том, что в шариковых винтах используются шариковые подшипники для устранения трения между гайкой и винтом, а ходовые винты — нет. Винт и гайка шарико-винтовой передачи имеют совпадающие винтовые канавки, которые позволяют шарикоподшипникам рециркулировать в этих дорожках качения, и обычно имеют полукруглую форму, чтобы принять сферический шарикоподшипник. В ходовых винтах используется более глубокая спиральная резьба и ответная гайка, которая обычно изготавливается из полимерного композита или бронзы. Катящийся характер шарико-винтовых пар исключает трение скольжения, связанное с ходовыми винтами.
У каждого типа привода есть свои преимущества и недостатки. Прежде чем вы сможете решить, какой тип винта использовать, вам необходимо понять, как различные характеристики каждого из них соответствуют вашему конкретному применению.
Каковы преимущества / недостатки ходовых винтов?
- Ходовые винты дешевле.
- Ходовые винты самоблокирующиеся и не требуют тормозной системы.
- Ходовые винты лучше подходят для вертикального применения.
- Ходовые винты обычно менее эффективны, требуют большего крутящего момента и большего двигателя и привода.
- Ходовые винты имеют более высокое трение и работают при более высоких температурах.
- Большинство ходовых винтов плохо подходят для высокопроизводительных, высокоскоростных приложений, а также для непрерывного или длительного цикла.
- Ходовые винты необходимо заменять чаще.
Каковы преимущества / недостатки ШВП?
- Шарико-винтовые пары требуют тормозной системы.
- Шарико-винтовые пары могут иметь проблемы при использовании в вертикальном положении.
- Шарико-винтовые пары более эффективны и требуют меньшего крутящего момента.
- Шарико-винтовые пары имеют меньшее трение и работают при более низких температурах.
- Для достижения расчетного срока службы шарико-винтовой пары требуется консистентная или масляная смазка.
- Шарико-винтовые передачи необходимо заменять реже.
- Шарико-винтовые передачи издают шум.
- Шарико-винтовые передачи требуют тормозных механизмов для предотвращения обратного хода.
- Шарико-винтовые пары дороже ходовых.
Как мое приложение определяет, какое из них использовать?
В целом шарико-винтовые пары лучше подходят для приложений, требующих плавного движения, эффективности, точности, точности и продолжительного непрерывного или высокоскоростного движения. Традиционные ходовые винты больше подходят для простых приложений передачи, для которых скорость, точность, прецизионность и жесткость не так важны.
Однако новое поколение прецизионных ходовых винтов — например, предлагаемых HELIX ™ Linear Technologies — значительно повышает точность ходовых винтов.
Используя передовые процессы накатки резьбы и технологии состава материалов, HELIX предлагает ходовые винты для точного машиностроения, которые так же точны и воспроизводимы, как шарико-винтовые пары. Главный вопрос, который нужно задать себе о своем приложении, — насколько важна точность? Если точность является приоритетом, вы можете выбрать шариковый винт или ходовой винт точной конструкции.Конечно, в зависимости от вашего приложения всегда приходится идти на компромисс. Помимо материалов, конструкции сборки и точности, следует учитывать такие важные переменные, как погрешность вобуляции, шум, техническое обслуживание, эффективность и долговечность.В большинстве случаев оценка нагрузки, точности и шага для вашего приложения обычно дает ответ на вопрос о шарико-винтовой передаче или ходовом винте. Если нагрузка вашего приложения оказывается слишком большой для ходового винта, используйте вместо этого шариковую винт или ходовой винт точной конструкции.
Обратитесь к HELIX за качественными ходовыми винтами нового поколения
Чтобы помочь вам оценить, использовать ли ходовой винт или шариковую винт для вашего приложения линейного перемещения, свяжитесь с HELIX Linear Technologies.
Мы производим широчайший ассортимент продукции любого мирового производителя ходовых винтов.Загрузите полную PDF-версию нашего Руководства для инженера: ходовые винты и шарико-винтовые передачи здесь:
Шарико-винтовая передача с накатанной головкой и шлифованная — преимущества и недостатки
На высоком уровне шлифованные и катанные шарико-винтовые пары работают практически одинаково в широком диапазоне механических применений. Однако поверхности дорожек качения, которые очень похожи на резьбу традиционных машинных винтов в типичной системе винт / гайка, отличаются производственным процессом, используемым для создания этих элементов.Помимо закаленных шарикоподшипников, которые делают возможным вращательное движение, система шарико-винтовой передачи состоит из двух основных компонентов: ходового винта с внешней резьбой и шариковой гайки с внутренней резьбой. Знание двух различных производственных процессов, используемых для изготовления этих компонентов, является ключом к пониманию как сильных сторон, так и ограничений катанных и шлифованных шарико-винтовых пар.
Прокатка и шлифование
Резьба катаной шарико-винтовой передачи создается путем проталкивания каждой неразрезанной заготовки прутка через вращающиеся матрицы инструмента за одну операцию.Движущим принципом этого процесса является процесс холодной деформации, при котором материалу заготовки буквально придают форму путем прокатки штампов, которые предназначены для формирования как внутренней, так и внешней резьбы ходового винта и шариковой гайки. Хотя прокатные штампы бывают самых разнообразных форм и размеров, необходимых для накатывания резьбы различных размеров, принцип деформации одинаков как для внутренней, так и для внешней резьбы. Процесс прокатки очень эффективен, потому что физически с вырезанных заготовок не удаляется материал, как в любом процессе резки или шлифования.Этот процесс широко используется в промышленности, поскольку его можно легко автоматизировать для достижения высоких темпов производства.
Резьба катаной шарико-винтовой передачи создается путем проталкивания каждой неразрезанной заготовки прутка через вращающиеся матрицы инструмента за одну операцию.
И наоборот, шлифованные винтовые резьбы изготавливаются посредством процесса истирания, который обычно происходит в горизонтальной установке, когда заготовки материала вращаются по своей длинной оси между двумя обрабатывающими центрами, в то время как чрезвычайно твердые абразивные резцы, которые предназначены для нарезания нескольких резьб за раз, нарезают вытащить нитки из вырезанных заготовок.Аналогичный процесс используется для нарезания внутренней и внешней резьбы ходового винта и шариковой гайки. Этот прогрессивный процесс абразивной обработки требует, чтобы заготовки материала были обрезаны до окончательной длины перед шлифовкой. Разные размеры и стили фрезы используются для заточки внутренней и внешней резьбы, но концептуальный процесс тот же.
Шлифованная резьба винта изготавливается посредством процесса истирания, который обычно происходит в горизонтальной установке, когда заготовки материала вращаются по своей длинной оси между двумя обрабатывающими центрами.
Сильные стороны и ограничения
Накатанная винтовая резьба обычно обладает большей прочностью, чем шлифованная винтовая резьба из-за значительного упрочнения материала, которое достигается в результате большой пластической деформации, вызываемой в материале для создания резьбы в процессе прокатки. Накатанная резьба является более экономичным вариантом, поскольку ее можно быстро изготовить на автоматизированных установках прокатного станка. Поскольку процесс прокатки считается «однократным» процессом, любые производственные ошибки в накрученной резьбе почти невозможно исправить.Накатанная резьба также имеет тенденцию иметь более шероховатую поверхность, чем шлифованная резьба, и это может быть особенно проблематичным, поскольку резьба с шероховатой поверхностью может привести к снижению механической эффективности из-за более высокого трения качения, встречающегося в шарикоподшипниках качения. Шероховатая поверхность также может способствовать общему снижению износостойкости шарико-винтовой передачи.
Наконец, системы с катанной шарико-винтовой передачей особенно уязвимы к искажениям размеров в результате износа штампа.Эти источники ошибок могут привести к тому, что система шарик / гайка обладает чрезмерным люфтом, который возникает из-за несоответствия между диаметром подшипника и резьбой вала винта, а также резко снижает точность позиционирования, которую можно достичь.
И наоборот, процесс шлифования резьбы по своей природе требует больше времени, чем процесс накатки, отчасти из-за наличия специальных шлифовальных инструментов, необходимых для операции резания. Это означает значительно более высокую «готовую» цену на шлифованные шарико-винтовые пары по сравнению с катанными шариковинтовой парой.Тем не менее, существует значительная выгода, достигаемая для более дорогостоящего процесса, потому что шлифованные резьбы могут удерживаться с более жесткими допусками по отношению к центральной линии заготовки материала, поскольку каждая резьба шлифуется по одной. По этим причинам шлифованные шарико-винтовые пары используются почти исключительно в приложениях, где требуется высокая точность и повторяемость.
Профили катаных (слева) и шлифованных (справа) ШВП
Наконец, необходимо упомянуть еще одно последнее замечание, касающееся методов термообработки и / или упрочнения, обычно используемых для двух типов шарико-винтовых пар.При шлифовании винтовой резьбы заготовки материала обычно подвергаются упрочнению перед притиркой резьбы на заготовки. Накатанные винтовые резьбы подвергаются аналогичному процессу поверхностного упрочнения только после накатки резьбы из-за того, что закаленные поверхности слишком трудно пройти через операцию прокатки. Основным недостатком этого типа термообработки после прокатки является то, что она может привести к деформации накатанной резьбы из-за непредсказуемой скорости расширения материала в геометрической форме резьбы.
Заключение
Системы шарико-винтовой передачи с роликом обычно будут стоить значительно меньше, чем шарико-винтовые пары с шлифовальной головкой, и их следует более чем обслуживать для использования в большинстве приложений.
Доступны как катаные, так и шлифованные шарико-винтовые передачи различной длины, диаметра и грузоподъемности, чтобы соответствовать широкому спектру применений. Однако, если требуется очень высокая точность позиционирования с высокой степенью повторяемости, выбор прецизионной системы шарико-винтовой передачи может быть более чем оправдан.Инженер должен внимательно учитывать эти различия, когда ему нужно выбрать одно из двух для любого конкретного применения машины.дюймов по сравнению с метрическими шарико-винтовой передачей: правильные ли вопросы вы задаете?
Поскольку шарико-винтовые пары доступны как с дюймовыми, так и с метрическими размерами, дизайнеры иногда начинают процесс спецификации с выбора семейства продуктов на основе единиц измерения. Это решение может преждевременно исключить идеальный продукт для применения и привести к значительным потерям времени, труда и средств.В этой статье объясняется, как вопросы определения размеров и выбора, сосредоточенные на производительности, а не на прозвищах, могут привести к более эффективным проектам линейного движения.
дюймов обеспечивают надежную точность и повторяемость и идеально подходят для узлов, предназначенных для недорогих транспортных средств. Шариковые гайки серииОпределение вопроса
Шаг шарикового винта — это линейный ход шариковой гайки за один оборот винта. Единица измерения, используемая для определения этого движения, обычно назначается шариковой гайке как серия продукта.Шаг 1.000 дюймов на шарико-винтовой передаче дюймовой серии означает, что нагрузка, прикрепленная к гайке, будет перемещаться на 1.000 дюймов при каждом обороте винта. Точно так же шарико-винтовая передача с шагом 25000 мм будет означать, что один оборот винта переводит нагрузку на 25000 мм. С функциональной точки зрения, независимо от того, указывается ли шаг в дюймах или миллиметрах, оба винта передают нагрузку одинаково. При прочих равных, единица измерения — это не что иное, как вариант меню параметров на экране конфигурации движения и, следовательно, мало что делает для того, чтобы действительно дифференцировать продукт.
Шариковые гайки сериидюймов и шариковые гайки метрической серии имеют традиционные различия в характеристиках и конфигурации, которые гораздо важнее, чем гайка. Оба являются отличными продуктами для тех приложений, для решения которых они были разработаны. Узлы серии Inch были разработаны как рабочие лошадки для недорогих транспортных приложений: «Мне нужно переместить большой груз из точки A в точку B эффективно и с минимальными затратами». Сборки серии Metric эволюционировали как прецизионное решение: «Мне нужно эффективно перемещать большой груз, сохраняя точное местоположение на протяжении всего хода.Поэтому вопрос должен быть не о «дюймах или метрических единицах», а скорее о «транспортировке или точности».
Правильный ответ
Этот график иллюстрирует типичные выходные данные динамического анализа лидов.Точность позиционирования — гораздо более ценный показатель, и есть две классификации (транспортная или прецизионная) с несколькими градациями (P0, P3, P5, T5 и T7, чтобы назвать несколько).
Приложения, в которых требуется просто переносить нагрузку из одной точки в другую, используют классификацию с более низкой точностью, известную как «транспортная степень» (обычно ± 23 мкм / 300 мм или выше).Приложения, требующие знания абсолютного положения этой нагрузки в каждой точке хода без внешней обратной связи, используют более высокую точность «класса точности» (обычно ± 23 мкм / 300 мм или ниже). Обозначение точности не только обеспечивает численное отклонение, но также определяет общее накопление позиционной ошибки. Ошибка транспортного класса является кумулятивной и линейной, тогда как ошибка класса точности контролируется и ограничивается.Шарико-винтовые пары были изобретены и популяризированы в США.С. для автомобильной промышленности. Таким образом, серия продуктов сохранила ключевые характеристики, критически важные для этого приложения: низкая стоимость, высокая производительность (эффективность, грузоподъемность и ожидаемый срок службы) и некритичная точность позиционирования.
Метрическая серия шарико-винтовых пар изначально была разработана для станков, которые требовали точного, воспроизводимого и жесткого продукта. Точность позиционирования каждой серии по-прежнему является основным определяющим фактором различия между продуктами сегодня, хотя, безусловно, можно производить продукт, который пересекает или перекрывает ценностное предложение (т.е., дюймовая серия с прецизионной точностью или метрическая серия с транспортной точностью). Thomson продолжает поставлять и поддерживать обе серии продуктов, поскольку мы учли различия и понимаем, что каждый продукт решает уникальное приложение.Почему следует выбирать ШВП для транспортировки? Когда инженеры-конструкторы выбирают шарико-винтовые пары, разница в характеристиках и цене между транспортным классом и узлом шарико-винтовой передачи прецизионного класса минимальна, что делает окончательный выбор продукта еще более сложной задачей.Решение транспортного уровня может предложить некоторые преимущества при выборе для надлежащего применения.
Metric обеспечивают тихую, плавную и эффективную работу с высочайшей точностью. Шариковые гайки серииПомимо точности хода, в сборках транспортного класса обычно используются внешние системы возврата шариков для рециркуляции шариковых подшипников, что упрощает визуальную идентификацию этого продукта. Системы внешней рециркуляции обычно более шумные, менее плавные и занимают больше места, чем системы внутренней рециркуляции.Однако они дешевле для производителя и позволяют использовать больше шарикоподшипников, увеличивая их несущую способность или ожидаемый срок службы. Для тех приложений, в которых критическими факторами являются стоимость, нагрузка или ожидаемый срок службы, проектировщикам следует искать производителей, которые специализируются на продукции транспортного уровня.
Почему следует выбирать шарико-винтовые пары прецизионного класса? Когда точность и повторяемость критически важны для работы системы, важно выбрать правильный продукт для получения желаемых результатов.
Узлы прецизионного класса имеют тенденцию быть тише, плавнее и имеют меньший установленный профиль, чем узлы транспортного уровня. Таким образом, этот продукт идеально подходит для приложений, критичных к точности, или там, где клиентам требуется более высокий уровень рабочих характеристик. Высокоточные винты с шариковой гайкой с предварительным натягом могут устранить необходимость в системе позиционной обратной связи, что может снизить общую стоимость системы.Как измерительные шкалы определяют жизненный цикл продукта: Еще одно различие между продуктами дюймовой и метрической серий заключается в том, как каждая шкала описывает динамическую нагрузку — или срок службы — винта.Продукты дюймовой серии описывают срок службы в миллионах дюймов линейного хода, тогда как метрическая серия определяет срок службы в миллионах оборотов. Шарико-винтовая пара дюймовой серии, имеющая динамическую нагрузку 2000 Н, например, означает, что она выдержит нагрузку 2000 Н на 1 миллион дюймов, прежде чем достигнет расчетного конца срока службы L10.
Аналогично, метрический продукт с динамической нагрузкой 2000 Н означает, что он будет выдерживать нагрузку 2000 Н на один миллион оборотов, чтобы достичь ожидаемого срока службы L10. Поскольку метрическая серия включает в себя шаг винта в уравнении, динамическую грузоподъемность нельзя напрямую сравнивать и использовать в качестве точки дифференциации, если не преобразовать в аналогичные единицы.Что указывать
Самый важный вопрос, который следует задать себе при определении точности шарико-винтовой передачи, — это то, нужно ли вам решение для транспортировки или прецизионного класса. Учет различий между сериями продуктов — это только второстепенные соображения, которые затем могут быть использованы, чтобы повлиять на окончательный выбор продукта.
Шарико-винтовые пары как дюймовой, так и метрической серии являются отличным продуктом, если используются в правильном применении. Как и в случае любого бизнес-решения, при окончательном выборе продукта важно проанализировать соотношение производительности и затрат.
Выберите шариковинтовую передачу транспортного класса для приложений, в которых требуется винт транспортного уровня. Выбирайте шарико-винтовые пары прецизионного класса для приложений, в которых требуется винт прецизионного класса. Не позволяйте названиям продукта влиять на решение, когда важны только параметры производительности. Начните процесс выбора шарико-винтовой передачи с создания технических характеристик на основе таких важных параметров, как нагрузка, скорость и срок службы. Тогда подходящим продуктом может быть шариковая винтовая пара дюймовой или метрической серии.Эта статья написана Джеффом Джонсоном, менеджером глобальной линейки продуктов — винты, Thomson Industries, Inc., Рэдфорд, Вирджиния. Для получения дополнительной информации щелкните здесь .
Motion Design Magazine
Эта статья впервые появилась в выпуске журнала Motion Design за октябрь 2017 года.
Читать статьи в этом выпуске Вот.
Другие статьи из архивов читайте здесь.
ПОДПИСАТЬСЯ
.PMI-GROUP // PMI PRECISION MOTION INDUSTRIES, INC. — ШВП
Прецизионные шлифованные шарико-винтовые передачи PMI контролируются в соответствии с JIS B 1192.
Допустимые значения и каждая часть определений показаны ниже.Технические условия, касающиеся свинца Условия T + E
Совокупный представительский лид.
Прямая линия, показывающая тенденцию кумулятивного фактического лидерства.
Это получается методом наименьших квадратов и измеряется лазерной системой.п. Допустимое значение.
a Фактическое значение.
т Указанный проезд.
Это значение определяется покупателем и производителем, так как оно зависит от другого приложения.
требования.E Накопленного отклонение опорного свинца.
Это допустимое отклонение от указанного хода. Это определяется как классом точности, так и
эффективная длина резьбы.e Общая относительная вариация свинца
Максимальная ширина отклонения по длине хода.e 300 Отклонение шага случайным образом 300 мм.
e 2π Отклонение отведения случайным образом 1 оборот 2π рад. Накопленное отклонение эталонного провода (± E) и общее относительное отклонение (e) Эффективная длина резьбы (мм) МАРКА Co C1 C2 C3 C4 C5 БОЛЕЕ ДО E e E e E e E e E e E e 315 4 3. 56 5 8 7 12 8 12 12 23 18 315 400 5 3. 57 5 9 7 13 10 14 12 25 20 400 500 6 4 8 5 10 7 15 10 16 12 27 20 500 630 6 4 9 6 11 8 16 12 18 14 30 23 630 800 7 5 10 7 13 9 18 13 20 14 35 25 800 1000 8 6 11 8 15 10 21 15 22 16 40 27 1000 1250 9 6 13 9 18 11 24 16 25 18 46 30 1250 1600 11 7 15 10 21 13 29 18 29 20 54 35 1600 2000 18 11 25 15 35 21 35 22 65 40 2000 2500 22 13 30 18 41 24 41 25 77 46 2500 3150 26 15 36 21 50 29 50 29 93 54 3150 4000 32 18 44 25 60 35 62 35 115 65 4000 5000 52 30 72 41 76 41 140 77 5000 6300 65 36 90 50 95 50 170 93 6300 8000 110 62 120 62 210 115 8000 10000 157 75 260 140 Случайное отклонение 300 мм (e 300 ) и колебание (e 2π ) КРЕЙД Co C1 C2 C3 C4 C5 C6 C7 C10 JIS 3. 55 8 18 50 210 PMI 3,5 5 7 8 12 18 25 50 210 КРЕЙД Co C1 C2 C3 C4 C5 JIS 3 4 6 8 PMI 3 4 4 6 8 8
 Отклонение хода гайки всегда меньше, чем погрешность шага вала шарико-винтовой передачи, поскольку допуск гайки по шагу несколько смягчает влияние погрешности шага шпинделя. Эта точность в конечном итоге определяет возможность использования шарико-винтовой передачи в качестве позиционной или транспортировочной шарико-винтовой передачи.
Отклонение хода гайки всегда меньше, чем погрешность шага вала шарико-винтовой передачи, поскольку допуск гайки по шагу несколько смягчает влияние погрешности шага шпинделя. Эта точность в конечном итоге определяет возможность использования шарико-винтовой передачи в качестве позиционной или транспортировочной шарико-винтовой передачи. Хотя ходовые винты часто рассматриваются как менее дорогие заменители шарико-винтовой передачи, принять решение о том, какой тип винта использовать, намного сложнее, чем сосредоточиться исключительно на стоимости.
Хотя ходовые винты часто рассматриваются как менее дорогие заменители шарико-винтовой передачи, принять решение о том, какой тип винта использовать, намного сложнее, чем сосредоточиться исключительно на стоимости.

 Используя передовые процессы накатки резьбы и технологии состава материалов, HELIX предлагает ходовые винты для точного машиностроения, которые так же точны и воспроизводимы, как шарико-винтовые пары. Главный вопрос, который нужно задать себе о своем приложении, — насколько важна точность? Если точность является приоритетом, вы можете выбрать шариковый винт или ходовой винт точной конструкции.
Используя передовые процессы накатки резьбы и технологии состава материалов, HELIX предлагает ходовые винты для точного машиностроения, которые так же точны и воспроизводимы, как шарико-винтовые пары. Главный вопрос, который нужно задать себе о своем приложении, — насколько важна точность? Если точность является приоритетом, вы можете выбрать шариковый винт или ходовой винт точной конструкции. Мы производим широчайший ассортимент продукции любого мирового производителя ходовых винтов.
Мы производим широчайший ассортимент продукции любого мирового производителя ходовых винтов.



 Доступны как катаные, так и шлифованные шарико-винтовые передачи различной длины, диаметра и грузоподъемности, чтобы соответствовать широкому спектру применений. Однако, если требуется очень высокая точность позиционирования с высокой степенью повторяемости, выбор прецизионной системы шарико-винтовой передачи может быть более чем оправдан.Инженер должен внимательно учитывать эти различия, когда ему нужно выбрать одно из двух для любого конкретного применения машины.
Доступны как катаные, так и шлифованные шарико-винтовые передачи различной длины, диаметра и грузоподъемности, чтобы соответствовать широкому спектру применений. Однако, если требуется очень высокая точность позиционирования с высокой степенью повторяемости, выбор прецизионной системы шарико-винтовой передачи может быть более чем оправдан.Инженер должен внимательно учитывать эти различия, когда ему нужно выбрать одно из двух для любого конкретного применения машины. Шариковые гайки серии
Шариковые гайки серии
 Приложения, в которых требуется просто переносить нагрузку из одной точки в другую, используют классификацию с более низкой точностью, известную как «транспортная степень» (обычно ± 23 мкм / 300 мм или выше).Приложения, требующие знания абсолютного положения этой нагрузки в каждой точке хода без внешней обратной связи, используют более высокую точность «класса точности» (обычно ± 23 мкм / 300 мм или ниже). Обозначение точности не только обеспечивает численное отклонение, но также определяет общее накопление позиционной ошибки. Ошибка транспортного класса является кумулятивной и линейной, тогда как ошибка класса точности контролируется и ограничивается.
Приложения, в которых требуется просто переносить нагрузку из одной точки в другую, используют классификацию с более низкой точностью, известную как «транспортная степень» (обычно ± 23 мкм / 300 мм или выше).Приложения, требующие знания абсолютного положения этой нагрузки в каждой точке хода без внешней обратной связи, используют более высокую точность «класса точности» (обычно ± 23 мкм / 300 мм или ниже). Обозначение точности не только обеспечивает численное отклонение, но также определяет общее накопление позиционной ошибки. Ошибка транспортного класса является кумулятивной и линейной, тогда как ошибка класса точности контролируется и ограничивается. Метрическая серия шарико-винтовых пар изначально была разработана для станков, которые требовали точного, воспроизводимого и жесткого продукта. Точность позиционирования каждой серии по-прежнему является основным определяющим фактором различия между продуктами сегодня, хотя, безусловно, можно производить продукт, который пересекает или перекрывает ценностное предложение (т.е., дюймовая серия с прецизионной точностью или метрическая серия с транспортной точностью). Thomson продолжает поставлять и поддерживать обе серии продуктов, поскольку мы учли различия и понимаем, что каждый продукт решает уникальное приложение.
Метрическая серия шарико-винтовых пар изначально была разработана для станков, которые требовали точного, воспроизводимого и жесткого продукта. Точность позиционирования каждой серии по-прежнему является основным определяющим фактором различия между продуктами сегодня, хотя, безусловно, можно производить продукт, который пересекает или перекрывает ценностное предложение (т.е., дюймовая серия с прецизионной точностью или метрическая серия с транспортной точностью). Thomson продолжает поставлять и поддерживать обе серии продуктов, поскольку мы учли различия и понимаем, что каждый продукт решает уникальное приложение. Шариковые гайки серии
Шариковые гайки серии Узлы прецизионного класса имеют тенденцию быть тише, плавнее и имеют меньший установленный профиль, чем узлы транспортного уровня. Таким образом, этот продукт идеально подходит для приложений, критичных к точности, или там, где клиентам требуется более высокий уровень рабочих характеристик. Высокоточные винты с шариковой гайкой с предварительным натягом могут устранить необходимость в системе позиционной обратной связи, что может снизить общую стоимость системы.
Узлы прецизионного класса имеют тенденцию быть тише, плавнее и имеют меньший установленный профиль, чем узлы транспортного уровня. Таким образом, этот продукт идеально подходит для приложений, критичных к точности, или там, где клиентам требуется более высокий уровень рабочих характеристик. Высокоточные винты с шариковой гайкой с предварительным натягом могут устранить необходимость в системе позиционной обратной связи, что может снизить общую стоимость системы. Аналогично, метрический продукт с динамической нагрузкой 2000 Н означает, что он будет выдерживать нагрузку 2000 Н на один миллион оборотов, чтобы достичь ожидаемого срока службы L10. Поскольку метрическая серия включает в себя шаг винта в уравнении, динамическую грузоподъемность нельзя напрямую сравнивать и использовать в качестве точки дифференциации, если не преобразовать в аналогичные единицы.
Аналогично, метрический продукт с динамической нагрузкой 2000 Н означает, что он будет выдерживать нагрузку 2000 Н на один миллион оборотов, чтобы достичь ожидаемого срока службы L10. Поскольку метрическая серия включает в себя шаг винта в уравнении, динамическую грузоподъемность нельзя напрямую сравнивать и использовать в качестве точки дифференциации, если не преобразовать в аналогичные единицы. Выберите шариковинтовую передачу транспортного класса для приложений, в которых требуется винт транспортного уровня. Выбирайте шарико-винтовые пары прецизионного класса для приложений, в которых требуется винт прецизионного класса. Не позволяйте названиям продукта влиять на решение, когда важны только параметры производительности. Начните процесс выбора шарико-винтовой передачи с создания технических характеристик на основе таких важных параметров, как нагрузка, скорость и срок службы. Тогда подходящим продуктом может быть шариковая винтовая пара дюймовой или метрической серии.
Выберите шариковинтовую передачу транспортного класса для приложений, в которых требуется винт транспортного уровня. Выбирайте шарико-винтовые пары прецизионного класса для приложений, в которых требуется винт прецизионного класса. Не позволяйте названиям продукта влиять на решение, когда важны только параметры производительности. Начните процесс выбора шарико-винтовой передачи с создания технических характеристик на основе таких важных параметров, как нагрузка, скорость и срок службы. Тогда подходящим продуктом может быть шариковая винтовая пара дюймовой или метрической серии.



 5
5 5
5 5
5