Способы соединения стальной арматуры.
- Механический способ соединения арматуры
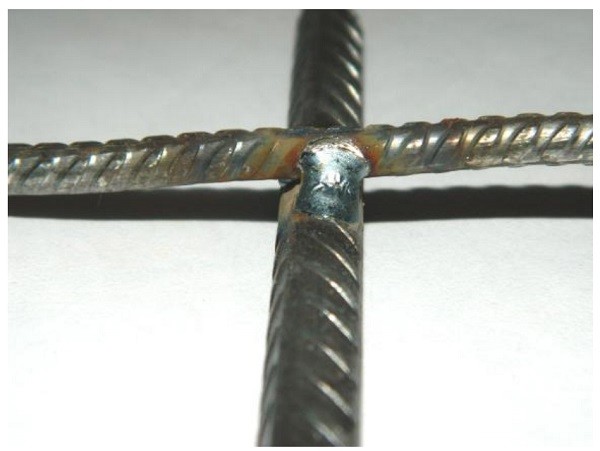
- Соединение арматуры сваркой
- Особенности вязки арматурных стержней
Современные технологии строительства предусматривают несколько способов соединения арматуры: механический с использованием сварочного аппарата, с применением вязальной проволоки или пластиковых хомутов. Рассмотрим основные особенности каждой из этих методик.
Механический способ соединения арматуры
По сравнению с другими технологиями, механическая стыковка имеет ряд преимуществ.
- Не требуется нахлеста, что обеспечивает экономию металла. Нахлест увеличивает расход арматуры на четверть.
- По сравнению со сваркой, во-первых, это более производительный процесс, во-вторых, не требуется высокая квалификация работников.
Дополнительные плюсы механических стыковых соединений – прочность полученной конструкции и возможность реализации этой технологии при любых погодных условиях.
Соединение арматуры сваркой
Сварочный способ стыкования арматурных стержней – востребованная технология. Существует несколько вариантов ее реализации.
- Сварка протяженным швом применяется для стыкования горизонтальных и вертикальных прутов. Используется сварка арматуры внахлест или с использованием накладок. Швы могут быть одно- или многопроходными, что определяется диаметром прутов.
- Сварка многослойными швами применяется в основном для вертикально расположенных стержней, используемые электроды – с фтористокальциевым покрытием.
- Для стержней 14-40 мм с предварительной сборкой в кондукторах применяют сварное соединение арматуры с формированием принудительного шва. Процесс проходит с использованием формирующих устройств.
Сварка – удобный тип соединения усиливающих стержней, но ему характерны определенные минусы:
- в области шва происходит изменение микроструктуры металла, вызывающее снижение прочности и жесткости упрочняющего каркаса;
- сварной шов слабо работает на изгиб, что может привести к разрушению каркаса уже при вибрировании бетонной смеси;
- для создания фундаментов сварные соединения рекомендованы только при строительстве объекта на устойчивых типах грунтов, не склонных к сильному оседанию.
Правила, как соединять арматуру в углах ленточного фундамента, изложены в СП 52-101-2003 в пункте 8.3.26, в ГОСТе 14098-2014 регламентированы основные правила соединения арматуры сваркой.
Особенности вязки арматурных стержней
Способ вязки заключается в укладке прутов с нахлестом с обвивкой отожженной проволокой из низкоуглеродистой стали диаметром 1,0-1,2 мм. Для создания прочной конструкции не рекомендуется применять проволоку, покрытую ржавчиной или уже бывшую в употреблении. Вместо проволоки производители предлагают пластиковые хомуты, но при низких температурах они становятся хрупкими и лопаются. В качестве инструмента используют кусачки, плоскогубцы, вязальные крючки или высокопроизводительные пистолеты. Пистолеты эффективны при соединении арматуры по длине, в труднодоступных местах удобны вязальные крючки.
Плюсы соединения арматуры без сварки – не нарушается структура металла, узлы обеспечивают необходимую степень подвижности арматуры, вязка может осуществляться как на строительной площадке, так и в цеху.
Группа7 —
Мы рассмотрим арматурные работы в строительстве частного дома. Опишем технологию арматурных работ при бетонировании. Разберем такие способы соединения арматуры как: сварные соедниения арматуры, механическое соединение арматуры (соединение арматуры без сварки), соединение внахлест. А так же расскажем, как делать укладку арматуры в опалубку.
Арматурные работы: аспекты и важные моменты
Здесь описаны такие важные этапы изготовление арматурных конструкций, как:
покупка и складирование арматуры
способы соединения арматуры, отгиб арматуры
укладка арматурных изделий в опалубку
Покупка и складирование арматуры
О покупке арматуры необходимо подумать заранее, желательно сделать небольшое исследование (мониторинг) цен на арматурный прокат. В зависимости от удаления населенного пункта от завода-изготовителя стоимость увеличивается и при больших объемах закупки целесообразно покупать непосредственно у производителя. О количестве, диаметрах и весе необходимой арматуры можно узнать из спецификаций, представленных в проекте дома (спецификация материалов железобетонных изделий, ведомость расхода стали).
Перед покупкой арматуры необходимо запросить у продавца сертификат качества. Убедившись в том, что эта арматура соответствует Вашим требованиям можно заключать договор на ее покупку. В договоре должно быть указано, каким нормативным требованиям (ДСТУ, ГОСТ) должна она соответствовать. После получения арматуры на строительную площадку необходимо проверить ее качество: на поверхности арматуры не должно быть сколов, трещин, расслоений. Ржавчина не считается браком. Арматура не должна быть визуально кривой (допустимое отклонение 6 мм на 1м длины). Если выявлены дефекты арматуры, продавец обязан заменить бракованные образцы за свой счет, согласно договору.
Маркировку арматуры обычно производят на специальных ярлыках, либо же на концах арматурных стержней при помощи несмываемой краски разных цветов или точек в соответствии с ДСТУ 3760.2006. Цвета маркировки: А400С — белый; А500С — белый и синий; А600 — желтый; А600С — желтый и белый; А600К — желтый и красный; А800 — зеленый; А800К — зеленый и красный.
После приемки и проверки для удобного использования арматуру необходимо складировать под навесом (сарай, временный навес) раскладывая ее пачками в зависимости от класса и диаметра. Для исключения коррозии арматуры нельзя допускать, чтобы она соприкасалась с землей и на нее не должны попадать осадки. Для этого используют деревянные поддоны, подставки, прокладки, навес. Так в дальнейшем вы облегчите себе поиск арматуры при производстве бетонных работ, навес защитит ее от коррозии.
Способы соединения арматуры
Для армирования железобетонных конструкций используют пространственные и плоские (каркасные сетки) арматурные каркасы.
Чертежи каркасов и отдельных стержней приводят в рабочем проекте дома, там же указано количество и вес необходимой арматуры. Жесткость таких каркасов должна быть обеспечена соединением стержней между собой вязкой проволокой или сваркой.
Обычно изготовление арматурных каркасов выполняют заранее или параллельно с установкой опалубки. Изготовленные каркасы хранят под навесом, либо в защищенном от осадков месте.
К арматурным каркасам целесообразно также приваривать отрезки стержней (диаметром 10-12мм), упирающиеся в стенки и днище короба опалубки. Это позволит придать устойчивость каркасу в опалубке, придать ему неподвижность.
Вязка арматуры нужна только для фиксации армирующего скелета заливающегося, например фундамента. И не связано никак с конечной прочностью будущего фундамента. Иными словами, на будущую прочность фундамента прочность скрепления, будь то вязка арматуры или сварка, не влияет. Единственное, что имеет значение во время заливки бетона, так это то, что бы это крепление держало арматуру на месте и не искажало форму вашей будущей конструкции.
Отличаются ли сварное соединение арматуры от механического соединения арматуры?
Сварка арматуры частично изменяет структуру стали, в итоге чего, в соединениях обнаруживаются слабые места стержней арматуры. Следовательно, если работы производятся неопытным сварщиком, арматурный каркас может быть недостаточно прочен, чтобы в дальнейшем выдержать необходимую нагрузку. Вязка арматуры в свою очередь не требует от работника серьезных навыков и не отражается на структуре стали арматурного каркаса.
Итак, рассмотрим способы соединения арматуры.
А. Самым простым и поэтому часто используемым вариантом соединения арматурных стержней в пространственные и плоские каркасы является механическое соединение арматуры (соединение без сварки) или вязка арматуры, то есть соединение отдельных стержней при помощи вязальной проволоки.
Для вязки используют отожженную вязальную проволоку диаметром, как правило, 0,8-1мм (может применяться проволока и больших диаметров до 3-4 мм), длиной 40-100мм. В зависимости от диаметров связываемых стержней и расположения узлов связка бывает: простой; угловой; двухрядной; двойной; крестовой; мертвой. Вязка производится в местах пересечения арматуры, угловых узлах. Места и варианты вязки приведены на рисунке.
Основные принципы и технологии вязки арматуры хорошо видны на приведенных рисунках. Шаг вязки определяется в проектной документации.
Вязать арматуру можно при помощи таких инструментов:
Ручное приспособление для вязки. Продается в строительных супермаркетах, имеет реверсивный ход, лучший вариант для частного застройщика.
Б. Сварные соединения арматуры. При строительстве частного дома применение сварки несколько сложнее, чем вязка арматуры проволокой, но при этом повышается производительность труда.
Преимущества дуговой электросварки заключаются в том, что ее можно применять в любой точке сложного арматурного каркаса и достигать при этом различной прочности шва, в зависимости от качества электродов.
Схема дуговой сварки при помощи металлического электрода: 1- свариваемые детали; 2 — электрическая дуга; 3 — электрод; 4 — электродержатель; 5 — проводники тока; 6 — источник электрического тока.
Сварку выполняют, применяя простые стандартные виды соединений: крестообразные; стыковые; в нахлестку; тавровые.
Примечание: Для сварки каркасов из стержней диаметром до 12 мм электродуговая сварка не применяется вследствие большой трудоемкости процесса и опасности пережога стержней. Не допускается применять дуговую сварку арматуры класса А-III марки 35ГС.
Примечание: Необходимо учитывать, что сварка арматуры частично изменяет структуру стали, и в итоге в соединениях обнаруживаются слабые места стержней арматуры..
Вязка арматуры не требует от работника квалифицированных навыков, и никак не отражается на структуре стали арматурного каркаса.
В. Еще один способ механического соединения арматуры — использование для крепления арматуры скрепки (коннектор). Эта деталь изготовляется из пружинистой стали диаметром 2-4мм. и обладает упругостью. Лёгкость использования скрепки, даёт возможность фиксировать арматурные стержни в труднодоступных местах.
Метод скрепления прост и не требует специальных навыков и обучения. Одним концом коннектор заводится (крепится) на соединяемую арматуру, другим концом защелкивается на другой скрепляемой арматуре. За счет упругости коннектора происходит прижатие арматур и их фиксация. Это хорошо видно на рисунках.
Г. Также возможен вариант соединения отдельных стержней без сварки и вязки — это соединение внахлест арматуры, этот метод увеличивает расход арматуры, зато нет необходимости в дополнительном оборудовании и операциях. Нахлестка может быть применена при армировании железобетонных фундаментных плит, монолитных перекрытий и т. д.
Соединения арматуры внахлест без использования загибов применимо только для арматуры периодического профиля. Для растянутых гладких стержней следует предусматривать крюки, петли, приваренные поперечные стержни или специальные анкерные устройства.
Лапки, крюки и петли не рекомендуется применять для анкеровки сжатой арматуры, за исключением гладкой арматуры, которая может подвергаться растяжению при некоторых возможных сочетаниях нагрузки.
Величина нахлеста по длине равна 30 диаметрам арматуры, но более точные цифры указываются в проектной документации. Ниже приведены графики нахлеста арматуры в бетонных конструкциях.
Как мы видим, на оси абсцисс обозначены классы бетона, а на оси ординат величины нахлесток в зависимости от диаметра арматуры. Кривыми обозначены классы арматуры. Зная класс бетона, проводим вертикальную линию до пересечения с нужной кривой и в месте пересечения с ней проводим горизонтальную линию и определяем длину нахлестки (10d., 20d и т.д.), где d – диаметр применяемой арматуры.
Гнутые элементы.
Для производства гнутых элементов (хомуты, полухомуты, лапки, петли и т.д.) нужно специальное оборудование – станки, в частном строительстве покупка такого станка не имеет смысла. Гнутые элементы применяются для поперечных связей и анкеров в арматурных каркасах. Возможно изготовление ручного приспособления для изгиба арматуры.
Укладка арматуры в опалубку
После того как каркасы и отдельные стержни будут готовы, опалубка смонтирована можно приступать к укладке арматуры в опалубку. Для этого необходимо отчистить опалубку от мусора и грязи и разметить мелом или карандашом положение арматуры, согласно проекту. В частном строительстве из-за сравнительно небольшого веса арматурных каркасов (до 100 кг) укладку их в опалубку можно выполнять вручную, без применения крана. Арматура должна быть установлена так, чтобы она не соприкасалась с опалубкой. Обязательно необходимо оставлять расстояние между арматурным стержнем и плоскостью опалубки, это называется защитный слой. Защитный слой защищает арматуру от атмосферных и температурных воздействий, коррозии и обеспечивает совместную работу арматуры и бетона.
Рекомендуемая толщина защитного слоя показывается в проектной документации и обычно составляет:
в плитах и стенах толщиной до 100мм — 10мм;
в плитах и стенах толщиной более 100мм, в балках и ребрах высотой 250мм и более, в колоннах — 20мм;
в монолитных фундаментах при наличии бетонной подготовки — 35мм;
в монолитных фундаментах без бетонной подготовки — 70мм.
Для обеспечения защитного слоя бетона необходимы специальные приспособления называемые «бобышки», пластиковыми подставками, фиксаторами. Их можно купить в строительных супермаркетах, в одном фиксаторе обычно несколько размеров защитного слоя (от 15мм до 35м).
Иногда для экономии используют кусочки кирпича, гравия, бетонные подставки, но это они не дают такой точности как заводские подставки. Для вертикальных стержней можно использовать круглые фиксаторы, которые одеваются непосредственно на арматурные стержени.
При армировании отдельными стержнями плитных конструкций используют зигзагообразные поддерживающие каркасы или каркасы — «лягушки». Они обычно делаются из арматуры класса Аlll диаметром 8-10мм. Такие поддерживающие каркасы укладывают на нижний слой арматуры и по ним укладывают верхний слой.
После окончания установки арматуры в проектное положение прораб должен предоставить заказчику возможность осмотреть работу. При этом необходимо обратить внимание на соответствие каркаса проектной документации: геометрии, шагу вязки (сварки), соответствии примененного материала, правильности установки его в опалубке. После чего подписывают акты о скрытых работах.
Способы соединения стальной арматуры | Вязка арматурных стержней
Современные технологии строительства предусматривают несколько видов соединения арматуры: механический с использованием сварочного аппарата, с применением вязальной проволоки или пластиковых хомутов. Рассмотрим основные особенности каждой из этих методик.
Механический способ соединения арматуры
По сравнению с другими технологиями, механическая стыковка имеет ряд преимуществ.
- Не требуется нахлеста, что обеспечивает экономию металла. Нахлест увеличивает расход арматуры на четверть.
- По сравнению со сваркой, во-первых, это более производительный процесс, во-вторых, не требуется высокая квалификация работников.
Дополнительные плюсы механических стыковых соединений – прочность полученной конструкции и возможность реализации этой технологии при любых погодных условиях.
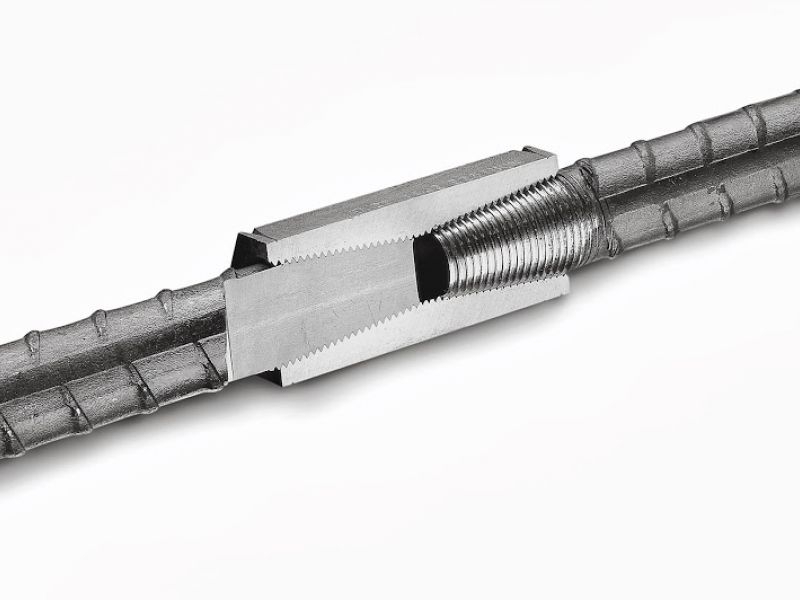
Для осуществления механической стыковки применяют в качестве оборудования гидравлический пресс, в качестве расходных материалов – стальные муфты. Ускорить механическое соединение стержней арматуры можно с помощью муфт с центральной перегородкой. Пруты вставляются в муфту, которую обжимают с помощью пресса. Наличие сменных штампов в прессе обеспечивает возможность работы с арматурой разного диаметра. Процесс осуществляют два человека.
Соединение арматуры сваркой
Сварочный способ стыкования арматурных стержней – востребованная технология. Существует несколько вариантов ее реализации.

- Сварка протяженным швом применяется для стыкования горизонтальных и вертикальных прутов. Используется сварка арматуры внахлест или с использованием накладок. Швы могут быть одно- или многопроходными, что определяется диаметром прутов.
- Сварка многослойными швами применяется в основном для вертикально расположенных стержней, используемые электроды – с фтористокальциевым покрытием.
- Для стержней 14-40 мм с предварительной сборкой в кондукторах применяют сварное соединение арматуры с формированием принудительного шва. Процесс проходит с использованием формирующих устройств.
Сварка – удобный тип соединения усиливающих стержней, но ему характерны определенные минусы:
- в области шва происходит изменение микроструктуры металла, вызывающее снижение прочности и жесткости упрочняющего каркаса;
- сварной шов слабо работает на изгиб, что может привести к разрушению каркаса уже при вибрировании бетонной смеси;
- для создания фундаментов сварные соединения рекомендованы только при строительстве объекта на устойчивых типах грунтов, не склонных к сильному оседанию.
Правила, как соединять арматуру в углах ленточного фундамента, изложены в СП 52-101-2003 в пункте 8.3.26, в ГОСТе 14098-2014 регламентированы основные правила соединения арматуры сваркой.
Особенности вязки арматурных стержней
 Способ вязки заключается в укладке прутов с нахлестом с обвивкой отожженной проволокой из низкоуглеродистой стали диаметром 1,0-1,2 мм. Для создания прочной конструкции не рекомендуется применять проволоку, покрытую ржавчиной или уже бывшую в употреблении. Вместо проволоки производители предлагают пластиковые хомуты, но при низких температурах они становятся хрупкими и лопаются. В качестве инструмента используют кусачки, плоскогубцы, вязальные крючки или высокопроизводительные пистолеты. Пистолеты эффективны при соединении арматуры по длине, в труднодоступных местах удобны вязальные крючки.
Способ вязки заключается в укладке прутов с нахлестом с обвивкой отожженной проволокой из низкоуглеродистой стали диаметром 1,0-1,2 мм. Для создания прочной конструкции не рекомендуется применять проволоку, покрытую ржавчиной или уже бывшую в употреблении. Вместо проволоки производители предлагают пластиковые хомуты, но при низких температурах они становятся хрупкими и лопаются. В качестве инструмента используют кусачки, плоскогубцы, вязальные крючки или высокопроизводительные пистолеты. Пистолеты эффективны при соединении арматуры по длине, в труднодоступных местах удобны вязальные крючки.
Плюсы соединения арматуры без сварки – не нарушается структура металла, узлы обеспечивают необходимую степень подвижности арматуры, вязка может осуществляться как на строительной площадке, так и в цеху.
Как правильно вязать арматуру для ленточного фундамента

Соединение арматурных стержней в единую каркасную конструкцию под заливку фундамента осуществляется различными способами. Например, в частном домостроении строители применяют технологию вязки арматуры, тогда как при возведении многоквартирного дома предпочтительнее технология сварки. В статье описаны способы соединения арматуры, схемы вязки смотрите тут.
Содержание статьи
Способы соединения арматуры для фундамента
Армирование бетона в фундаментных каркасах частных застроек проводят стальной арматурой номинальным диаметром 12-16 мм. Арматура профильного сечения предпочтительней гладких прутьев благодаря более высокой степени сцепки с бетоном. Рассмотрим основные виды соединений арматуры в ленточном фундаменте.
Соединение сваркой
Сварочное соединение выполняется электродуговой или контактной сваркой. Преимуществами сварки при сборке каркаса фундамента считаются:
- Высокая производительность;
- Низкая трудоемкость;
- Возможность правильно соединять арматурные стержни больших диаметров, которые соединять другими способами довольно сложно.
К недостаткам сварки стержневой системы фундамента относят следующие факторы:
- Не всякий тип металлической арматуры допущен ГОСТами для соединения сваркой;
- Потеря прочностных свойств стали в рабочей зоне сварки;
- Подверженность сварных швов коррозии;
- Отсутствие люфта в жестких сварочных соединениях не допускает возможности смещений прутьев в каркасе при меняющихся нагрузках, свойственным сложным грунтам. При повышенных нагрузках, вызванными смещениями фундамента в грунте, сварные точки лопаются, нарушая целостность системы.
В силу сказанного, сварной метод соединения арматуры для индивидуального строительства практически непригоден, уступая лидерство вязке проволокой.
Резьбовое соединение

Резьбовое соединение с использованием соединительных резьбовых муфт.
Наиболее распространена технология с применением конических резьбовых соединений. Основными преимуществами резьбовых соединений в муфтах являются:
- Упрощение монтажа арматурного каркаса и ускорение работ по установке стержневой системы. Стыковка двух сопрягаемых стержней занимает максимум 5-10 минут;
- Упрощен контроль качества стыков арматуры;
- Равнопрочность соединения с основным материалом.
К недостаткам резьбовой технологии, делающих ее нецелесообразной в частном домостроении, относятся:
- Задействование специального оборудования для подготовки резьбы;
- Повышенные требования к квалификации персонала.
Соединение специальными скрепками

Внимание! Не соединяйте стальную арматуру с помощью пластиковых (нейлоновых) хомутов, как советуют некоторые “мастера”. Пластиковый хомут не выдержит нагрузки при заливке, особенно при низкой температуре.
Проволочные скрепки изготавливают из пружинной проволоки марок П1 и П2 диаметром 1,6-1,8 мм.
Данные способы соединения по стоимости материалов и степени надежности соединения до заливки проигрывают способу вязки проволокой.
Вязка проволокой

Вязка проволокой арматуры ленточного монолита наиболее популярна в частном строительстве по сравнению с другими способами соединения. Суть технологии вязки заключается в проволочной фиксации взаимно-перпендикулярных (крестообразных) и параллельных соединений стержней каркаса фундамента. Преимущество проволочной технологии заключается в следующем:
- Отсутствие высокотемпературного воздействия на арматуру позволяет сохранить структуру материала;
- Обеспечена жесткость конструкции при одновременной эластичности и гибкости каркаса;
- Возможность применения стальной арматуры, не предназначенной к сварочному соединению;
- Простота и доступность специального инструмента;
- Отсутствие специальных требований к квалификации арматурщика;
- Возможность вязать прутки непосредственно на стройплощадке, а не только в специализированных цехах.
К недостаткам связочной технологии относятся:
- Чрезвычайно низкая производительность;
- Непостоянство качества исполнения каждого узла;
- Возможность смещения узла вязки.
Каждый из названных недостатков по-своему решается. Применение специальных пистолетов способствует повышению интенсивности работы и унификации результатов затяжки поволоки. Правильно примененная арматура кольцевого и серповидного профилей препятствует смещению узлов.
Чтобы правильно изготовить армированный каркас ленточного основания, его необходимо вязать с использованием вязальной проволоки ГОСТ 3282-74 «Проволока стальная низкоуглеродистая общего назначения. Технические условия», прошедшей термообработку обжигом. Отожженная проволока отличается мягкостью на изгиб, но достаточно прочная для растягивающих усилий.
Оптимальными размерами проволоки для вязки арматуры каркаса частного дома (диаметр до 16 мм) специалисты-практики считают диаметр 1,2-1,4 мм. Более толстая проволока уже будет плохо гнуться, при использовании материала диаметром менее 1,2 мм рекомендуется тонкую проволоку сложить в несколько раз.
Инструмент для ручной вязки
Ручная вязка стержневых элементов каркаса ленточного фундамента производится в точках их крестообразного пересечения и выполняется крючком или арматурными кусачками.
В качестве инструмента используется либо самодельный крюк, либо крючок заводского исполнения, позволяющий затрачивать минимум физических усилий одного человека при выполнении скрутки вокруг крестообразного узла арматуры. Умельцы умудряются правильно вязать каркас даже при помощи загнутого буквой Г длинного гвоздя или сварочного электрода – «четвертки».
Вязать арматуру «помогают» такие инструменты:
Самодельные крюки — ручные приспособления, изготавливаемые «умельцами» из подручных материалов непосредственно в цехе или на стройплощадке.

Материалы изготовления – гвозди, электроды, арматура.
Крюки вязальные заводского исполнения, нашедшие широкое применение при подготовке ленточных фундаментов. Крюки отличаются углом изгиба крючка и формой ручки. Встречаются механические крючки со встроенной в ручку спиралью. При вязке вращать их не нужно, достаточно крючок тянуть вверх. Ручка начнет скользить по винтовой канавке и провернет крючок.

Арматурные кусачки.

Профессиональный инструмент – пистолет для вязки арматуры.

Порядок выполнения вязки арматуры проволокой
Арматурный каркас вяжется либо в траншее, либо снаружи и затем опускается в траншею. Второй способ предпочтительнее. Чтобы повысить производительность работ при ручной вязке каркаса и обеспечить точность сборки, используются несложные шаблоны по типу козелков или верстаков. Чаще всего шаблонами служат деревянные подставки, в которых просверлены специальные отверстия и пазы для размещения и фиксации в них продольных и поперечных арматурных стержней. По уложенным стержням раскладывают нарезанные заранее проволочные хомутики, которыми выполняется вязка каркаса. Ширина шаблонов для ручной вязки составляет от 30 до 50 см, длина – не более 3 метров. Соответственно, арматурные прутья для сборки подготавливаются двух типоразмеров с припусками 10-15 см для выхода свободных концов из отверстий на шаблонах.
Более подробно смотрите в видео:
Для ускорения заготовки проволочных хомутов можно порезать бухту болгаркой поперек на хомуты нужной длины. Самодельные верстаки-шаблоны позволяют правильно вязать как горизонтальные плоские арматурные сетки из 3-4 продольных прутьев, так и пространственные двухрядные каркасы. В этом случае для сборки горизонтальных сеток в двухрядную конструкцию используются самодельные подставки квадратного или прямоугольного сечения, в обиходе называемые «лягушками». Соединение подставок с горизонтальными сетками выполняется также вязкой проволокой.
Пошагово процесс ручной вязки двух прутьев выглядит следующим образом.
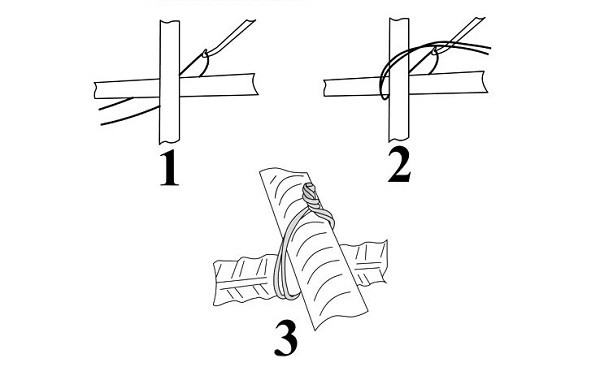
Схема вязки арматуры
- Проволочный хомутик складывается пополам.
- Левой рукой берется проволока, в правую руку берется вязальный крючок.
- Проволока диагонально проводится под крестообразным соединением стержней.
- Вязальный крючок вставляется в петлю хомутика (поз. 1 на рисунке).
- Проволокой полностью на один оборот огибается соединение.
- Свободный кончик хомута накладывается на крючок (поз. 2).
- Крючок начинают вращать по часовой стрелке, заматывая концы хомута и петлю в единую скрутку (поз. 3). Для надежного скрепления арматуры достаточно трех оборотов крючка.
- Крючок вынимается из петли. Соединение завершено.
При выполнении вязки на шаблоне удобно работать двум арматурщикам, стоящим напротив друг друга и одновременно соединяющих выставленные в размер поперечные стержни каркаса.
Практика применения ручной вязки арматуры ленточного фундамента в частном домостроении показала надежность этого способа при возведении индивидуальных застроек. С учетом сравнительно невысоких затрат на материалы и достаточности элементарных навыков исполнителей вязка арматуры имеет более высокий рейтинг у частных застройщиков, чем другие технологии подготовки фундамента.
Совет! Если вам нужны строители для возведения фундамента, есть очень удобный сервис по подбору спецов от PROFI.RU. Просто заполните детали заказа, мастера сами откликнутся и вы сможете выбрать с кем сотрудничать. У каждого специалиста в системе есть рейтинг, отзывы и примеры работ, что поможет с выбором. Похоже на мини тендер. Размещение заявки БЕСПЛАТНО и ни к чему не обязывает. Работает почти во всех городах России.
Если вы являетесь мастером, то перейдите по этой ссылке, зарегистрируйтесь в системе и сможете принимать заказы.
Хорошая реклама
Читайте также
Соединения арматуры — Студопедия
По длине стержни горячекатаной арматуры в обычном железобетоне соединяются, как правило, с помощью сварки независимо от способа образования каркаса.
Все сварные соединения в зависимости от места их выполнения делятся на:
— сварные соединения, выполняемые в заводских условиях;
— сварные соединения, выполняемые в условиях стройплощадки.
Сварные соединения, выполняемые в заводских условиях. Различают два основных их типа:
А. Контактная электросварка встык (или контактная стыковая электросварка) предназначена для соединения заготовок арматурных стержней, приварки к стержням коротышей большего диаметра и т. п. Выполняется на специальных сварочных машинах. Прочность такого соединения получается даже выше, чем прочность самих стыкуемых стержней. Этим способом может производиться соединение стержней диаметром от 10 до 80 мм.
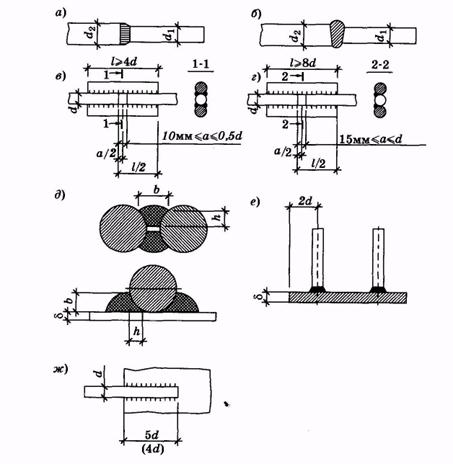
Рис. 3.5. Сварные стыковые соединения арматуры: а — контактная электросварка встык; б — дуговая ванная сварка в инвентарной форме; в — дуговая сварка с накладками с четырьмя фланговыми швами; г — то же, с двумя фланговыми швами; д — размеры сварного шва; е — сварное соединение в тавр стержней с пластиной; ж — сварное соединение внахлёстку стержня с пластиной
При соединении стержней арматуры классов A240, А300, A400, А500, A600, А800, A1000 разных диаметров должно соблюдаться условие d1 /d2 ≥0,85.
Б. Контактная точечная электросварка используется для соединения отдельных стержней в местах их пересечения при изготовлении сеток и каркасов, В этих случаях применяют стержневую арматуру классов A240, A300, A400 и проволочную класса В500. Качество точечной электросварки зависит от соотношения диаметров свариваемых поперечных и продольных стержней. Оно должно быть в пределах d1 /d2 = 0,25…1.
Сварные соединения, выполняемые в условиях стройплощадки.Ограничимся рассмотрением двух типов таких соединений.
А. При монтаже арматурных изделий и сборных железобетонных конструкций для соединения встык как горизонтальных, так и вертикальных стержней (или выпусков) арматуры классов A240, A300, A400 диаметром 20 мм и более применяют электродуговую ванную сварку в съёмных инвентарных медных формах или на стальной скобе-подкладке (рис. 3.5б). Принцип электродуговой сварки основан на образовании электрической дуги между свариваемым металлом и электродом. В зазор 10… 15 мм между свариваемыми стержнями помещается гребёнка электродов. При прохождении электрического тока между гребёнкой и формой возникает электрическая дуга. В результате этого образуется ванна расплавленного металла, которая разогревает и плавит торцы стыкуемых стержней. При этом расплавленный металл электродов и стержней образует сварной шов.
Б. Если диаметр соединяемых стержней менее 20 мм, то применяют дуговую сварку стержней четырьмя фланговыми швами с использованием круглых накладок (рис. 3.5 в). Этим способом могут соединяться стержни диаметром от 10 до 80 мм, начиная от класса A240 до класса A500 включительно. Допускается применять и односторонние сварные швы с удлинёнными накладками (рис. 3.5. г). При этом должны быть соблюдены следующие требования к размерам сварного шва: b≥ 10 мм и b≥ 0,5d; h ≥ 4 мм и h ≥ 0,25d, где b — ширина шва; h — глубина шва (рис. 3.5д).
Соединение стержней в тавр с пластиной толщиной δ = 0,75d (из листовой или полосой стали) выполняют автоматической дуговой сваркой под флюсом (рис. 3.5е). Соединение внахлёстку арматурных стержней диаметром 8…40 мм с пластиной или плоскими элементами проката выполняют дуговой сваркой фланговыми швами (рис. 3.5 ж).
Сварные соединения способствуют рациональному расходу стали и использованию отходов арматуры.
Стыки арматуры внахлёстку без сварки. Стержневую арматуру классов A240, А300, A400 допускается соединять внахлёстку без сварки с перепуском концов стержней на 20…50 диаметров в тех местах железобетонных элементов, где прочность арматуры используется не полностью. Однако такой вид соединения стержневой арматуры вследствие излишнего расхода стали, и несовершенства конструкции стыка применять не рекомендуется.
Внахлёстку можно выполнять стыки сварных и вязаных каркасов и сеток в направлении рабочей арматуры (рис. 3.6).
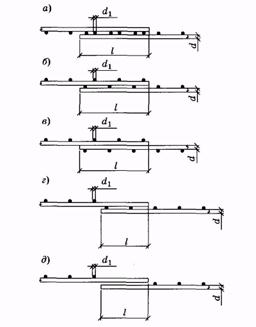
Рис. 3.6. Стыки сварных сеток в направлении рабочей арматуры: а — при гладких стержнях, когда поперечные стержни расположены в одной плоскости; б, в — то же, когда поперечные стержни расположены в разных плоскостях; г — при стержнях периодического профиля, когда в пределах стыка поперечные стержни отсутствуют в одной из стыкуемых сеток; д — то же, когда в пределах стыка поперечные стержни отсутствуют в обеих стыкуемых сетках; l — длина перепуска сеток; d, d1 — соответственно диаметры рабочей и распределительной арматуры
При этом диаметр рабочей арматуры должен быть не более 36 мм. Длина перепуска (нахлёстки) стыкуемых стержней, каркасов, сеток в рабочем направлении определяется расчётным путём.
Поперечные стержни соединяемых сеток могут располагаться в разных плоскостях (рис. 3.6б, в) или в одной плоскости (рис. 3.6а). В каждой из соединяемых в растянутой зоне сеток на длине нахлёстки должно быть расположено не менее двух поперечных стержней, приваренных ко всем продольным стержням сеток. Такие же типы стыков применяются и для стыковки внахлёстку сварных каркасов с односторонним расположением рабочих стержней из всех видов арматуры; при этом на длине стыка устанавливают дополнительные хомуты или поперечные стержни с шагом не более 5 диаметров продольной арматуры. Если рабочей арматурой сеток являются стержни периодического профиля, то одна из стыкуемых сеток или обе сетки в пределах стыка выполняются без приваренных поперечных стержней (рис. 3.6г, д).
В вязаных сетках и каркасах соединение стержней между собой осуществляется с помощью вязальной (отожжённой) проволоки диаметром 0,8…1 мм.
Как грамотно сделать нахлест арматуры при вязке и сварке
Соединяя стальные пруты, армируя ленточный фундамент, у многих возникает естественный вопрос: как грамотно выполнить нахлест арматуры, и какова должна быть его длинна. Ведь правильная сборка металлического силового каркаса, позволит предотвратить деформацию и разрушение монолитной бетонной конструкции от воздействующих на нее нагрузок и увеличить безаварийный срок ее эксплуатации. Каковы технические особенности выполнения стыковых соединений, рассмотрим в данной статье.

Типы соединения арматуры внахлест
Согласно требованиям СНиП бетонное основание должно иметь не менее двух сплошных безразрывных контуров арматуры. Выполнить данное условие на практике позволяет стыковка армирующих прутов внахлест. При этом соединения в стыках могут быть нескольких типов:
- Внахлестку без сварки
- Сварные и механические соединения.
Первый вариант соединения широко используется в частном домостроении благодаря простоте исполнения, доступности и невысокой стоимости материалов. В данном случае применяется распространенный класс арматуры A400 AIII. Стыковка нахлеста арматурных стержней без использования сварки может осуществляться как с применением вязальной проволоки, так и без нее. Второй вариант чаще всего используется в промышленном домостроении.
Согласно строительным нормам и правилам соединение арматуры нахлестом при вязке и сварке предусматривает использование прутов диаметром до 40мм. Американский институт цемента ACI допускает использование стержней с максимальным сечением 36мм. Для армирующих прутьев, диаметр которых превышает указанные значения, использовать соединения внахлест не рекомендуется, по причине отсутствия экспериментальных данных.
Согласно строительной нормативной документации запрещено выполнять нахлест арматуры при вязке и сварке на участках максимального сосредоточения нагрузки и местах максимального напряжения металлических прутов.
Соединение нахлеста арматурных стержней сваркой
Для дачного строительства сварка нахлеста арматуры считается дорогим удовольствием, по причине высокой стоимости металлических стержней марки А400С или А500С. Они относятся к свариваемому классу. Что существенно повышает стоимость материалов. Использовать пруты без индекса «С», например: распространенный класс A400 AIII, недопустимо, так как при нагревании металл значительно теряет свою прочность и коррозионную стойкость.
Тем не менее, если Вы решили использовать стержни свариваемого класса (А400С, А500С, В500С), их соединения следует сваривать электродами 4…5 миллиметрового диаметра. Протяженность сварочного шва и самого нахлеста зависит от используемого класса арматуры.
| Протяженность сварочного шва при нахлесте | |
|---|---|
| Класс арматурных стержней | Протяженность сварного шва нахлеста в диаметрах соединяемой арматуры |
| А400С | 8 ᴓ |
| А500С | 10 ᴓ |
| В500С | 10 ᴓ |
Исходя из приведенных данных видно, что при использовании при вязке стальных прутов класса В400С величина нахлеста, соответственно и сварного шва, составит 10 диаметров свариваемой арматуры. Если для силового каркаса фундамента взяты стержни ᴓ12 мм, то протяженность шва составит 120 мм, что, по сути, будет соответствовать ГОСТу 14098 и 10922.
Согласно американским нормам нельзя сваривать перекрестия арматурных стержней. Действующие нагрузки на основание могут вызвать возможные разрывы, как самих прутьев, так и мест их соединения.
Соединение арматуры внахлест при вязке
В случаях использования распространенных прутов марки А400 АIII, что бы передать расчетные усилия от одного стержня другому используют способ соединения без сварки. При этом места нахлеста арматуры связывают специальной проволокой. Такой метод имеет свои особенности и к нему предъявляются особые требования.

Варианты нахлеста арматуры
В соответствие с действующим СНиП безсварочное соединение стержней при монтаже силового каркаса ЖБИ может производиться одним из следующих вариантов:
- Накладка профильных стержней с прямыми концами;
- Нахлест арматурного профиля с прямым окончанием с приваркой или монтажом на протяжении всего перепуска поперечно расположенных прутов;
- С загнутыми окончаниями в виде крюков, петель и лапок.
Вязать такими соединениями можно профилированную арматуру диаметром до 40 миллиметров, хотя американский стандарт ACI-318-05 допускает к использованию стержни диаметром не более 36 мм.
Использование стержней с гладким профилем требует применять варианты нахлестного соединения либо путем приварки поперечной арматуры, либо использовать стержни с крюками и лапками.
Основные требования к выполнению соединений нахлестом
При выполнении вязки стыков арматуры нахлестом существуют определенные строительной документацией правила. Они определяют следующие параметры:
- Величину накладки стержней;
- Особенности расположения самих соединений в теле бетонируемой конструкции;
- Местонахождение соседних перепусков относительно друг друга.
Учет этих правил позволяет создавать надежные железобетонные конструкции, и увеличивать срок их безаварийной работы. Теперь обо всем подробнее.
Где располагать при вязке нахлестные соединения арматуры
СНиП не допускает расположение мест вязки арматуры нахлестом в областях наибольшей нагрузки на них. Не рекомендуется располагать стыки и в местах, где стальные стержни испытывают максимальное напряжение. Все стыковочные соединения прутов лучше всего размещать в ненагруженных участках ЖБИ, где конструкция не испытывает напряжения. При заливке ленточного фундамента перепуски окончаний арматуры разносят в места с минимальным крутящим моментом и с минимальным изгибающим моментом.
В случае отсутствия технологической возможности выполнить данные условия, протяженность нахлеста армирующих стержней берется из расчета 90 диаметров стыкуемых прутов.
Какую делать величину нахлеста арматуры при вязке
Поскольку вязка арматуры внахлест определяется технической документацией, то там четко указана протяженность стыковочных соединений. При этом величины могут колебаться не только от диаметра используемых прутов, но и от таких показателей как:
- Характер нагрузки;
- Марка бетона;
- Класс арматурной стали;
- Мест соединения;
- Назначения ЖБИ (горизонтальные плиты, балки или вертикальные колонны, пилоны и монолитные стены).

Сращивание арматурных стержней при выполнении нахлеста
В целом же протяженность нахлеста прутов арматуры при вязке определяется влиянием усилий, возникающих в стержнях, воспринимаемых сил сцеплением с бетоном, воздействующими по всей длине стыка, и силами, оказывающими сопротивления в анкеровке армирующих прутов.
Основополагающим критерием при определении длинны напуска арматуры при вязке, берется ее диаметр.
Для удобства расчетов нахлеста армирующих стержней при вязке силового каркаса монолитного фундамента предлагаем воспользоваться таблицей с указанными величинами диаметра и их напуска. Практически все величины сводятся к 30-ти кратному диаметру применяемых стержней.
| Величина напуска арматуры в диаметрах | ||
|---|---|---|
| Диаметр арматурной стали А400, мм | Величина нахлеста | |
| в диаметрах | в мм | |
| 10 | 30 | 300 мм |
| 12 | 31,6 | 380 мм |
| 16 | 30 | 480 мм |
| 18 | 32,2 | 580 мм |
| 22 | 30,9 | 680 мм |
| 25 | 30,4 | 760 мм |
| 28 | 30,7 | 860 мм |
| 32 | 30 | 960 мм |
| 36 | 30,3 | 1090 мм |
В зависимости от нагрузок и назначения железобетонных изделий длина нахлестных соединений стержневой стали изменяется в сторону увеличения:
| Напуск арматуры в зависимости от назначения ЖБИ | ||
|---|---|---|
| Вид нагрузки | Назначение ЖБИ | |
| Горизонтальное использование, в диаметрах | Вертикальное использование, в диаметрах | |
| В сжатом бетоне | 33,8 ᴓ | 48,3 ᴓ |
| В растянутом бетоне | 47,3 ᴓ | 67,6 ᴓ |
В зависимости от марки бетона и характера нагрузки, применяемого для заливки монолитной ленты фундамента и прочих железобетонных элементов, минимальные рекомендуемые величины перепуска арматуры в процессе вязки будут следующими:
| Для сжатого бетона | ||||
|---|---|---|---|---|
| Диаметр армирующей стали А400 используемой в сжатом бетоне, мм | Длина нахлеста армирующих стержней для марок бетона (класс прочности бетона), в мм | |||
| М250 (В20) | М350 (В25) | М400 (В30) | М450 (В35) | |
| 10 | 355 | 305 | 280 | 250 |
| 12 | 430 | 365 | 335 | 295 |
| 16 | 570 | 490 | 445 | 395 |
| 18 | 640 | 550 | 500 | 445 |
| 22 | 785 | 670 | 560 | 545 |
| 25 | 890 | 765 | 695 | 615 |
| 28 | 995 | 855 | 780 | 690 |
| 32 | 1140 | 975 | 890 | 790 |
| 36 | 1420 | 1220 | 1155 | 985 |
| Для растянутого бетона | ||||
|---|---|---|---|---|
| Диаметр армирующей стали А400 используемой в растянутом бетоне, мм | Длина нахлеста армирующих стержней для марок бетона (класс прочности бетона), в мм | |||
| М250 (В20) | М350 (В25) | М400 (В30) | М450 (В35) | |
| 10 | 475 | 410 | 370 | 330 |
| 12 | 570 | 490 | 445 | 395 |
| 16 | 760 | 650 | 595 | 525 |
| 18 | 855 | 730 | 745 | 590 |
| 22 | 1045 | 895 | 895 | 275 |
| 25 | 1185 | 1015 | 930 | 820 |
| 28 | 1325 | 1140 | 1040 | 920 |
| 32 | 1515 | 1300 | 1185 | 1050 |
| 36 | 1895 | 1625 | 1485 | 1315 |
Как расположить друг относительно друга арматурные перепуски
Для увеличения прочности силового каркаса фундамента очень важно правильно располагать нахлесты арматуры относительно друг друга в обеих плоскостях тела бетона. СНиП и ACI рекомендуют разносить соединения, таким образом, чтоб в одном сечении было не более 50% перепусков. При этом расстояние разбежки, как определено в нормативных документах, должно быть не менее 130% длинны стыковочного соединения стержней.

Взаимное расположение арматурных перепусков в теле бетона
Если центры нахлеста вязаной арматуры находятся в пределах указанной величины, то считается, что соединения стержней располагается в одном сечении.
Согласно нормам ACI 318-05 взаимное расположение стыковочных соединений должно находиться на расстоянии не менее 61 сантиметра. Если дистанция будет не соблюдена, то повышается вероятность деформации бетонного монолитного основания от нагрузок, оказываемых на него в процессе возведения здания и его последующей эксплуатации.
Стыковка арматуры: способы соединения
Процесс соединения арматуры, в результате которого получается непрерывное армирование, называется стыковкой.

Схема армирования стыков ленточного фундамента.
В современном строительстве существуют разные способы соединения арматуры:
- механический;
- при помощи сварки;
- внахлест без применения сварки.
Преимущества механической стыковки
Данный способ является наиболее выгодным, соответственно, и наиболее часто используемым. Если сравнить процесс механического соединения арматуры со стыковкой арматуры внахлест, то главное преимущество здесь заключается в том, что не происходит значительная потеря материала. Стыковка внахлест приводит к потере определенного количества арматуры (примерно 27%).
Если сравнивать механическое соединение арматуры со стыковкой при помощи сварки, то в этом случае выигрывает скорость работы, на которую затрачивается намного меньше времени. К тому же, сварку должны выполнять только профессиональные сварщики, чтобы избежать некачественной работы, которая в будущем способна привести к негативным последствиям. В итоге, если проводить механическую стыковку, можно значительно сэкономить на оплате труда квалифицированных мастеров.
Еще в результате такого способа соединения получается достаточно прочная конструкция. Получить равнопрочное соединение, используя этот метод, можно при различных погодных условиях и в любое время года.
Вернуться к оглавлению
Процесс механического соединения арматуры

Схема армирования фундамента с ребрами жесткости: 1 – Сетка из рабочей арматуры, 2 – Вертикальная арматура.
Для осуществления стыковки арматуры механическим способом понадобится соответствующий инструмент – гидравлический пресс.
Из материалов потребуется:
- прессованная и резьбовая муфта;
- прутья арматуры.
Технология механического соединения достаточно простая и заключается в следующем:
- на арматурный стержень надевается стальная муфта;
- она обжимается гидравлическим прессом;
- для второго стержня процесс снова повторяется.
В результате времени на создание механического соединения уходит очень мало. Вместо соединительных муфт допускается использование толстостенных стальных труб или муфт, которые имеют перегородку по центру, что значительно упрощает монтаж.
Прочная механическая стыковка возможна для арматурных прутьев разного диаметра. Это осуществляется благодаря наличию сменных штампов в гидравлическом прессе.
Для выполнения данного вида стыковки не нужна помощь профессионалов, справиться с задачей сможет практически каждый. Но существует одно важное условие: работу должны выполнять сразу два человека.
Вернуться к оглавлению
Стыковка арматуры при помощи сварки

Схема поперечного армирования фундамента.
Несмотря на популярность механической стыковки, соединение арматуры при помощи сварки тоже не менее востребовано в строительстве. Существует несколько способов дуговой сварки:
- протяженными швами;
- многослойными швами без применения других технологических элементов;
- с принудительным образованием шва;
- точечная.
Для выполнения этого вида работы понадобятся следующие инструменты:
- сварочный аппарат;
- электродержатели;
- щитки;
- защитные стекла;
- молоток, зубило;
- металлические щетки;
- шлакоотделитель;
- стальная линейка;
- отвес, клеймо.
Основной рабочий материал – арматура.
Сварка арматуры протяженными швами используется для соединения горизонтальных и вертикальных стержней. Такой вид стыковки возможен с накладками или внахлест. Внахлест соединение выполняется протяженными швами, но возможен вариант с применением и дуговых точек. Также есть возможность соединять арматурные стержни с короткой и длинной нахлесткой или двусторонним и односторонним швом.
Сварные стыки накладок с арматурными стержнями бывают короткими или длинными. При этом разрешается смещать накладки по длине. Сварка арматуры выполняется различными фланговыми швами.
В процессе сварки двусторонними швами во время наложения второго с другой стороны соединения иногда возникают горячие продольные трещины. Для предупреждения их появления необходимо тщательно подбирать тип электродов и строго выдерживать технологический режим сварки.
Сварные протяжные швы бывают многопроходными или однопроходными, это зависит от диаметра стыкуемых стержней. Ток для дуговой сварки выбирается в зависимости от вида электродов. Важно учитывать одно условие: в процессе сварки арматуры, расположенной в вертикальном положении, тока необходимо на 10-20% меньше, чем для стержней в горизонтальном расположении.
Вернуться к оглавлению
Сварка многослойными швами

Схема устройства армированного фундамента.
При наличии высококвалифицированных сварщиков или при небольших объемах работы часто используется для стыковки арматуры сварка многослойными швами без применения формующих элементов. Данный способ больше всего подходит для соединения арматуры, расположенной в вертикальном виде. Углы скосов, их направление, притупление и размеры, формы разделки, зазоры между стержнями являются стандартными.
Сварка арматуры многослойными швами выполняется при помощи одиночного электрода. Сварочный шов сначала накладывается с одной стороны разделки, а потом на всю ширину – с другой. Во время заплавления разделки необходимо периодически очищать от шлака наплавленный металл.
Режим для данного вида сварки устанавливается тот, который указан в паспортных данных электродов. В этом случае они обычно применяются с фтористокальциевым покрытием.
Вернуться к оглавлению
Точечная сварка и с принудительным формированием шва
Иногда строительный проект предусматривает проведение сварных швов крестовых соединений арматуры с формированием принудительного шва. Для подобных арматурных изделий применяются стержни из стали, имеющие диаметр 14-40 мм. Предварительно они собираются в кондукторах, что обеспечивает их плотное примыкание друг к другу. Еще можно зафиксировать стержни при помощи прихваток сваркой. Но важно учитывать, что прихватки и кондукторы не должны препятствовать установлению формующих элементов.
Но бывает так, что на многих строительных площадках в процессе возведения монолитных конструкций из железобетона в виде арматурных изделий используются каркасы и сетки, которые изготавливаются на месте. В них присутствует масса разнообразных крестовых соединений, которые соединяются при помощи точечной дуговой сварки.
Использование многих марок стали ограничено по причине особенности процесса сварки. Когда она проводится точечно, в контактах крестовых соединений стержней довольно быстро от наплавленного металла отводится теплота, что провоцирует местное закаливание стали, в результате чего она становится хрупкой. К указанному термическому воздействию особенно чувствительны низкоуглеродистые и среднеуглеродистые арматурные стали.
Вернуться к оглавлению
Стыковка внахлест без сварки
Наиболее распространенную арматуру класса А400 А-III соединять, используя сварку, нельзя. Для того чтобы ее состыковать, используется еще один способ, при котором такая работа не используется. Соединение осуществляется благодаря стандартным крюкам или лапкам.
В процессе такого метода стыковки расходуется больше материала. Но, что довольно удобно, не требуется дополнительное оборудование, инструменты и материалы.
Нахлест стержней арматуры осуществляется на длину, которая способна обеспечить передачу расчетных усилий от одного стержня к другому. Стыки арматуры, соединяемые внахлест, должны быть равны длине перепуска, величина которого обозначена в СниП 52-01-2003.
В вышеуказанном пособии указаны определенные варианты соединения стержней арматуры внахлест без сварки. Возможна стыковка:
- прямых концов стержней периодических профилей;
- прямых концов стержней с установкой, которая расположена на длине нахлестки или с приваркой;
- загибов на концах (лапок, петлей, крюков).
Данные виды соединения применимы для соединения арматуры, имеющей номинальный диаметр до 40 мм. Гладкая арматура, которая работает на растяжение, соединяется при помощи крюков, петель, приваренных поперечных стержней или специальных анкерных устройств.
Типы фитинговых соединений
Фитинги подходят, это правда. Но как? Существует ряд типов соединений и стандартов, и многие из них не имеют особого смысла; Разве что-то размером 1/2 дюйма не следует называть — в физической реальности — 1/2 дюйма? Увы, сантехника — это отдельная игра со своими правилами, которые распространяются на размеры и размеры. Кажущиеся произвольными единицы являются нормой; Что вообще означает «номинальный»?
Хотя не все можно решить, следующее руководство должно помочь — как минимум — определить наиболее распространенные типы соединений, используемых в домашней сантехнике, что упростит поиск того, что вам нужно.
Резьбовой

Колено из латуни IPS
Латунные, оцинкованные, нержавеющие и другие фитинги, не содержащие меди, часто имеют резьбу, и часто используется стандарт национальной трубной резьбы (NPT). Он взаимозаменяем с IPS (размер железной трубы), который вы часто увидите на нашем сайте. Фитинги из ПВХ с резьбой также используют этот тип резьбы. При измерении трубы с использованием размеров IPS соответствующий размер фитинга совпадает с размером IPS: для трубы 3/4 дюйма потребуется фитинг IPS 3/4 дюйма.Когда вы видите MIPS или FIPS, это относится только к размеру железной трубы с наружной или внутренней резьбой.
Резьбовые фитинги говорят сами за себя — просто навинтите фитинг на трубу. Однако вам нужно следить за тем, чтобы не открутить другой конец трубы, когда вы затягиваете фитинг на этом конце.
Сжатие

Латунный компрессионный колено
Компрессионные фитинги — один из самых быстрых и простых способов соединения двух линий. Эти соединения обычно используются на жестких медных трубах и мягких трубках с внешним диаметром 3/8 дюйма или меньше (например, смесители и ледогенераторы).Размер компрессионных фитингов зависит от внешнего диаметра: для трубы с внешним диаметром 1/2 дюйма потребуется компрессионный фитинг 1/2 дюйма. На трубу надевается втулка («манжета») (используйте пластиковую втулку для пластиковой трубки), которая помещается внутри фитинга. Поверх этого помещается гайка, которая при затягивании создает уплотнение. Эти фитинги нельзя перетягивать — при обнаружении сопротивления не делайте более пол-оборота.
Хотя компрессионные соединения используются регулярно вместо пайки, их следует устанавливать только в стационарных условиях с небольшим перемещением или воздействием на водопровод.Если такая активность ожидается, рекомендуется пайка. Компрессионные фитинги предназначены только для одноразового использования и не должны использоваться в газовых системах.
Факельный

Латунный отбортованный патрубок
Раструбные соединения используются при высоком давлении воды или для распределения газа: в приложениях с более высоким давлением, чем может выдержать компрессионный фитинг. При использовании с мягкой медью специальный инструмент (называемый развальцовщиком) используется для развальцовки трубки, изменяя ее форму, чтобы облегчить герметичное соединение с конусообразной развальцовкой.Размеры развальцовочных фитингов соответствуют внешнему диаметру подсоединяемой трубы: если диаметр трубы составляет 1/2 дюйма, вам нужен фитинг 1/2 дюйма.
C / SWT (Sweat) / розетка

Медный локоть пота
Этот тип фитингов без резьбы предназначен для пайки (или «пропитки») медной трубы. «Флюс» используется для очистки и подготовки трубы, на которую наносится припой и расплавляется вокруг стыка, создавая постоянное герметичное уплотнение. Это один из самых старых и надежных способов соединения труб.Эти медные фитинги имеют номинальный размер (внутренний), что означает, что вам придется вычесть 1/8 дюйма из измерения внешнего диаметра трубы, с которой работаете. Некоторые фитинги также имеют конец FTG — этот размер соответствует размеру трубы. , что означает, что конец может быть присоединен непосредственно к другому фитингу (так же, как труба), но не больше трубы этого размера. Для несвязанных применений, таких как охлаждение, внешний диаметр может использоваться для описания как трубы / трубки, так и фитингов.
Слип / ступица

ПВХ отводной локоть
Подобно вышеупомянутому соединению с медным конденсатом, скользящие фитинги не имеют резьбы и требуют использования другого материала для уплотнения соединения.Вставные фитинги применяются с пластиковыми трубами — АБС, ХПВХ, ПВХ. Они соединяются вместе с помощью грунтовки, которая очищает и предварительно смягчает пластик, и клея, который скрепляет трубу и фитинг, образуя одну деталь из двух. Благодаря своему химическому составу, ABS не требует грунтовки.
Соединения скольжения из ПВХ и АБС соответствуют размерам IPS, в то время как в большинстве CPVC используется размер медных трубок (CTS), что означает, что типы не взаимозаменяемы.
Нажимай и устанавливай (SharkBite, ProBite, John Guest)

Отвод SharkBite Push-Fit
Эти фитинги нацелены на легкость и простоту, требуя от пользователя просто вставить трубу или трубку в фитинг для обеспечения водонепроницаемого соединения.При использовании с медными трубами (не трубками), CPVC и PEX (имеется специальная вставка для сохранения целостности PEX при использовании этих фитингов), соединение становится возможным за счет комбинации специально разработанных уплотнительных колец и металлических зубцов, которые возьмитесь за трубу или трубку и удерживайте их на месте. Это не постоянные соединения, но они требуют использования специального инструмента для отключения в случае ProBite и Sharkbite. Хотя каждое соединение имеет чистый конец без заусенцев (без острых краев или случайных мелких остатков), это особенно важно для этих фитингов: использование только уплотнительного кольца и некоторых зубцов для соединения означает, что любые острые края или мусор может содержать более разрушительную угрозу, чем обычно.
Имейте в виду, что фитинги Sharkbite требуют определенной глубины вставки в зависимости от используемого фитинга (это можно сделать вручную или с помощью специального «измерителя глубины удаления заусенцев». Для фитингов Push-to-Fit обычно используется размер CTS.
Барб

Локоть латунный заусенец
Фитинги с зазубринами используются для соединения гибких труб (включая садовые шланги) с металлическими или пластиковыми трубами. Конец фитинга с зазубринами вставляется в шланг и зажимается вокруг него, чтобы обеспечить герметичность.Зубцы имеют размер по внутреннему диаметру подсоединяемого шланга. Другой конец обычно использует IPS (MIPS или FIPS), GHT или скользящее соединение. Эти типы фитингов обычно используются в коммерческих приложениях для напитков, таких как водопроводные линии или фонтанчики с содовой.
Резьба для садового шланга

Латунный переходник для шланга
Резьба для садовых шлангов (GHT: внешняя = MHT; внутренняя = FHT) крупнее, чем стандартные трубные резьбы; еще грубее резьба для пожарного рукава (NST), которая быстро соединяется по понятным причинам.Эти фитинги обычно используются для адаптации садового шланга к другому соединению, будь то нагнетатель шланга, быстроразъемный фитинг или насадка, и используют шайбу для обеспечения плотного уплотнения.
… И это ваш ускоренный курс по наиболее распространенным типам фитингов! Многие страницы наших продуктов содержат дополнительную информацию об этих соединениях, относящихся к используемому продукту. Никто не любит возвраты (и, что еще хуже, ошибаться), поэтому, если вы не уверены в том, что вам нужно, вы всегда можете написать нам!
.Фитинги
Введите номера деталей ниже, чтобы добавить их в корзину
Необходимо заказать более 3-х позиций?
Перейти на страницу быстрого заказа
номер части Кол-во
Товар не найден.Удалите или попробуйте другой номер детали.
Минимальное количество заказа для этого товара: 1
Товар не найден.Удалите или попробуйте другой номер детали.
Минимальное количество заказа для этого товара: 1
Товар не найден.Удалите или попробуйте другой номер детали.
Минимальное количество заказа для этого товара: 1
Пожалуйста, исправьте все указанные выше ошибки перед добавлением в корзину.
добавить в корзину .