таблицы размеров стыковки всех диаметров по СНиП, правила соединения перехлеста
Армирование – ответственная часть устройства всех монолитных конструкций, от которого зависит долговечного и надежного будущего строения. Процесс заключается в создании каркаса из металлических стержней. Он размещается в опалубку и заливается бетоном. Чтобы создать этот каркас, прибегают к вязке или сварочным работам. При этом большую роль при вязке играет правильно рассчитанный нахлест для арматуры. Если он недостаточный, то соединение окажется недостаточно прочным, а это сказывается на эксплуатационных характеристиках. Поэтому важно разобраться, какой именно делать нахлест при вязке.

Виды соединений
Существует два основных метода крепления арматуры, согласно строительным нормам и правилам (СНиП), а именно пункту 8.3.26 СП 52-101-2003. В нем прописано, что соединение стержней может выполняться следующими типами стыковки:
- Стыковка прутьев арматуры без сварки, внахлест.
- внахлест с использованием деталей с загибами на концах (петли, лапки, крюки), для гладких прутьев используются исключительно петли и крючки;
- внахлест с прямыми концами арматурных прутьев периодического профиля;
- внахлест с прямыми концами арматурных прутьев с фиксацией поперечного типа.
- Механическое и сварное соединение.
- при использовании сварочного аппарата;
- с помощью профессионального механического агрегата.

Требования СНиП указывают на то, что бетонное основание нуждается в установке минимум двух неразрывных каркасов из арматуры. Их делают посредством фиксации стержней внахлест. Для частного домостроения подобный способ используется чаще всего. Это связано с тем, что он доступный и дешевый. Созданием каркаса может заняться даже новичок, так как нужны сами прутья и мягкая вязальная проволока. Не нужно быть сварщиком и иметь дорогостоящее оборудование. А в промышленном производстве чаще всего встречается метод сварки.
Обратите внимание! Пункт 8.3.27 гласит, что соединения арматуры внахлест без применения сварки, используется для стержней, рабочее сечение которых не превышает 40 мм. Места с максимальной нагрузкой, не должны фиксироваться внахлест вязкой или сваркой.
Соединение прутьев методом сварки
Нахлест стержней методом сварки используется исключительно с арматурой марки А400С и А500С. Только эти марки считаются свариваемыми. Это сказывается и на стоимости изделий, которая выше обычных. Одним из распространенных классов является класс А400. Но сращивание изделий ими недопустимо. Нагреваясь, материал становится менее прочным и теряет свою устойчивость к коррозии.

В местах, где есть перехлест арматуры, сваривание запрещается, несмотря на класс стержней. Почему? Если верить зарубежным источникам, то есть большая вероятность разрыва места соединения, если на него будут воздействовать большие нагрузки. Что касается российских правил, то мнение следующее: использовать дуговую электросварку для стыковки разрешается, если размер диаметров не будет превышать 25 мм.
Важно! Длина сварочного шва напрямую зависит от класса арматурного прута и его диаметра. Для работы используют электроды, сечение которых от 4 до 5 мм. Требования, регламентированные в ГОСТах 14098 и 10922, сообщают, что делать нахлест методом сварки можно длиной меньше 10 диаметров арматурных прутьев, используемых для работ.
Стыковка арматуры методом вязки
Это самый простой способ обеспечить надежную конструкцию из арматурных прутьев. Для этой работы используется самый популярный класс стержней, а именно, А400 AIII. Соединение арматуры внахлест без сварки выполняется посредством вязальной проволоки. Для этого два прутка приставляются друг к другу и обвязываются в нескольких местах проволокой. Как говорилось выше, согласно СНиП, есть 3 варианта фиксации арматурных прутьев вязкой. Фиксация прямыми концами периодического профиля, фиксация с прямыми концами поперечного типа, а также пользуясь деталями с загибами на концах.

Выполнять соединение прутьев арматуры внахлест абы как нельзя. Существует ряд требований к этим соединениям, чтобы они не стали слабым местом всей конструкции. И дело не только в длине нахлеста, но и других моментах.
Важные нюансы и требования для соединения вязкой
- длина накладки прута;
- местонахождение места соединения в конструкции и его особенности;
- как перехлесты расположены один к другому.
Мы упоминали, что размешать арматурный стык, сделанный внахлест, на участке с самой высокой степенью нагрузки и напряжения нельзя. К этим участкам относятся и углы здания. Получается, что нужно правильно рассчитать места соединений. Их расположение должно приходиться на участки железобетонной конструкции, где нагрузка не оказывается, или же она минимальная. А что делать, если технически соблюсти это требование невозможно? В таком случае размер нахлеста прутьев зависит от того, сколько диаметров имеет арматура. Формула следующая: размер соединения равен 90 диаметров используемых прутьев. Например, если используется арматура Ø20 мм, то размер нахлеста на участке с высокой нагрузкой составляет 1800 мм.
Однако техническими нормами четко регламентированы размеры подобных соединений. Нахлест зависит не только от диаметра прутьев, но и от других критериев:
- класс используемой для работы арматуры;
- какой марки бетон, используемый для заливки бетона;
- для чего используется железобетонное основание;
- степень оказываемой нагрузки.
Нахлест при разных условиях
Так какой же нахлест арматуры при вязке? Какие есть точные данные? Начнем с рассмотрения примеров. Первый фактор, от которого зависит нахлест – это диаметр прутьев. Наблюдается следующая закономерность: чем больше диаметр используемой арматуры, тем больше становится нахлест. Например, если используется арматура, диаметром 6 мм, то рекомендуемый нахлест составляет 250 мм. Это не означает, что для прутьев сечением в 10 мм он будет такой же. Обычно, используется 30-40 кратноя величина сечения арматуры.

Пример стыковки арматуры 25 диаметра в балке, при помощи вязки. Величина перехлеста 40d=1000 мм.
Итак, чтобы упростить задачу, используем специальную таблицу, где указан, какой нахлест используется для прутьев разного диаметра.
| Диаметр используемой арматуры А400 (мм) | Количество диаметров | Предполагаемый нахлест (мм) |
| 10 | 30 | 300 |
| 12 | 31,6 | 380 |
| 16 | 30 | 480 |
| 18 | 580 | |
| 22 | 30,9 | 680 |
| 25 | 30,4 | 760 |
| 28 | 30,7 | 860 |
| 32 | 30 | 960 |
| 36 | 30,3 | 1090 |
| 40 | 38 | 1580 |
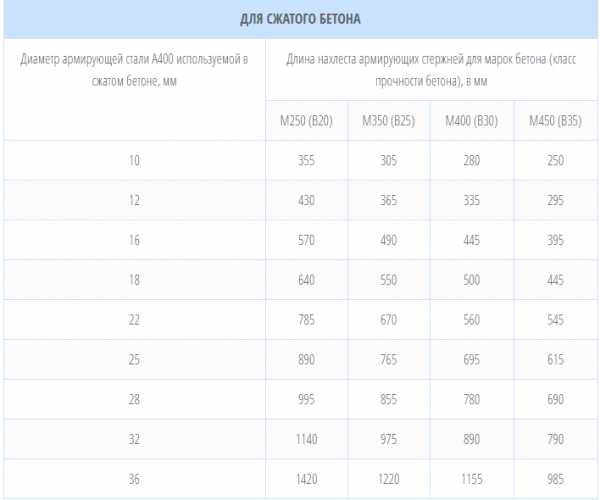
С этими данными каждый сможет выполнить работу правильно. Но есть еще одна таблица, указывающая на нахлест при использовании сжатого бетона. Он зависит от класса используемого бетона. При этом чем выше класс, тем разбежка стыков арматуры меньше.
| Сечение арматуры А400, которая используется для работы (мм) | Длина нахлеста, в зависимости от марки бетона (мм) | |||
| В20 (М250) | В25 (М350) | В30 (М400) | В35 (М450) | |
| 10 | 355 | 305 | 280 | 250 |
| 12 | 430 | 365 | 355 | 295 |
| 16 | 570 | 490 | 455 | 395 |
| 18 | 640 | 550 | 500 | 445 |
| 22 | 785 | 670 | 560 | 545 |
| 25 | 890 | 765 | 695 | 615 |
| 28 | 995 | 855 | 780 | 690 |
| 32 | 1140 | 975 | 890 | 790 |
| 36 | 1420 | 1220 | 985 | |
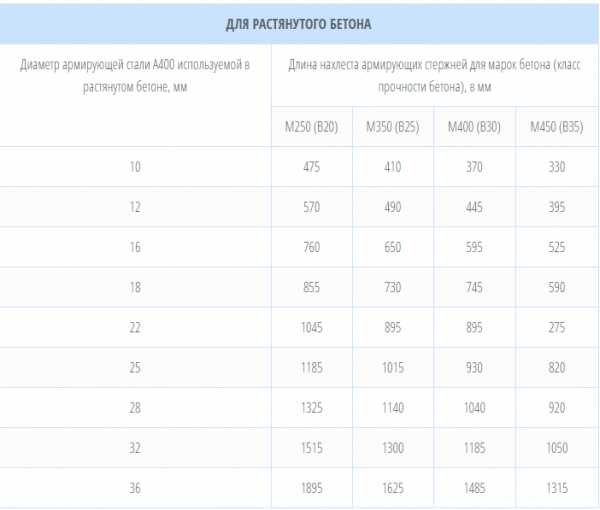
Что касается растянутой зоны бетона, то в отличие от сжатой зоны, нахлест будет еще больше. Как и в предыдущем случае, с увеличением марки раствора длина уменьшается.
| Сечение арматуры А400, которая используется для работы (мм) | Длина нахлеста, в зависимости от марки бетона (мм) | |||
| В20 (М250) | В25 (М350) | В30 (М400) | В35 (М450) | |
| 10 | 475 | 410 | 370 | 330 |
| 12 | 570 | 490 | 445 | 395 |
| 16 | 760 | 650 | 595 | 525 |
| 18 | 855 | 730 | 745 | 590 |
| 22 | 1045 | 895 | 895 | 775 |
| 25 | 1185 | 1015 | 930 | 820 |
| 28 | 1325 | 1140 | 1140 | 920 |
| 32 | 1515 | 1300 | 1185 | 1050 |
| 36 | 1895 | 1625 | 1485 | 1315 |
Если правильно расположить нахлест друг относительно друга и сделать его нужной длины, то скелет основания получит значительные увеличения прочности. Соединения равномерно распределяются по всей конструкции.
Согласно нормам и правилам (СНиП), минимальное расстояние между соединением должно составлять 61 см. Больше – лучше. Если не соблюдать эту дистанцию, то риск, что конструкция при сильных нагрузках и в ходе эксплуатации будет деформироваться, возрастает. Остается следовать рекомендациям, для создания качественного армирования.
vseoarmature.ru
Стыковка арматуры: способы соединения
Процесс соединения арматуры, в результате которого получается непрерывное армирование, называется стыковкой.
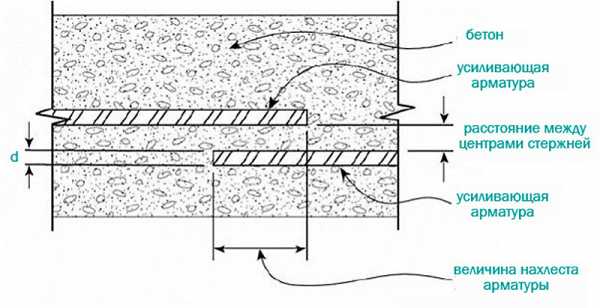
Схема армирования стыков ленточного фундамента.
В современном строительстве существуют разные способы соединения арматуры:
- механический;
- при помощи сварки;
- внахлест без применения сварки.
Преимущества механической стыковки
Данный способ является наиболее выгодным, соответственно, и наиболее часто используемым. Если сравнить процесс механического соединения арматуры со стыковкой арматуры внахлест, то главное преимущество здесь заключается в том, что не происходит значительная потеря материала. Стыковка внахлест приводит к потере определенного количества арматуры (примерно 27%).
Если сравнивать механическое соединение арматуры со стыковкой при помощи сварки, то в этом случае выигрывает скорость работы, на которую затрачивается намного меньше времени. К тому же, сварку должны выполнять только профессиональные сварщики, чтобы избежать некачественной работы, которая в будущем способна привести к негативным последствиям. В итоге, если проводить механическую стыковку, можно значительно сэкономить на оплате труда квалифицированных мастеров.
Еще в результате такого способа соединения получается достаточно прочная конструкция. Получить равнопрочное соединение, используя этот метод, можно при различных погодных условиях и в любое время года.
Вернуться к оглавлению
Процесс механического соединения арматуры
Схема армирования фундамента с ребрами жесткости: 1 — Сетка из рабочей арматуры, 2 — Вертикальная арматура.
Для осуществления стыковки арматуры механическим способом понадобится соответствующий инструмент — гидравлический пресс.
Из материалов потребуется:
- прессованная и резьбовая муфта;
- прутья арматуры.
Технология механического соединения достаточно простая и заключается в следующем:
- на арматурный стержень надевается стальная муфта;
- она обжимается гидравлическим прессом;
- для второго стержня процесс снова повторяется.
В результате времени на создание механического соединения уходит очень мало. Вместо соединительных муфт допускается использование толстостенных стальных труб или муфт, которые имеют перегородку по центру, что значительно упрощает монтаж.
Прочная механическая стыковка возможна для арматурных прутьев разного диаметра. Это осуществляется благодаря наличию сменных штампов в гидравлическом прессе.
Для выполнения данного вида стыковки не нужна помощь профессионалов, справиться с задачей сможет практически каждый. Но существует одно важное условие: работу должны выполнять сразу два человека.
Вернуться к оглавлению
Стыковка арматуры при помощи сварки
Схема поперечного армирования фундамента.
Несмотря на популярность механической стыковки, соединение арматуры при помощи сварки тоже не менее востребовано в строительстве. Существует несколько способов дуговой сварки:
- протяженными швами;
- многослойными швами без применения других технологических элементов;
- с принудительным образованием шва;
- точечная.
Для выполнения этого вида работы понадобятся следующие инструменты:
- сварочный аппарат;
- электродержатели;
- щитки;
- защитные стекла;
- молоток, зубило;
- металлические щетки;
- шлакоотделитель;
- стальная линейка;
- отвес, клеймо.
Основной рабочий материал — арматура.
Сварка арматуры протяженными швами используется для соединения горизонтальных и вертикальных стержней. Такой вид стыковки возможен с накладками или внахлест. Внахлест соединение выполняется протяженными швами, но возможен вариант с применением и дуговых точек. Также есть возможность соединять арматурные стержни с короткой и длинной нахлесткой или двусторонним и односторонним швом.
Сварные стыки накладок с арматурными стержнями бывают короткими или длинными. При этом разрешается смещать накладки по длине. Сварка арматуры выполняется различными фланговыми швами.
В процессе сварки двусторонними швами во время наложения второго с другой стороны соединения иногда возникают горячие продольные трещины. Для предупреждения их появления необходимо тщательно подбирать тип электродов и строго выдерживать технологический режим сварки.
Сварные протяжные швы бывают многопроходными или однопроходными, это зависит от диаметра стыкуемых стержней. Ток для дуговой сварки выбирается в зависимости от вида электродов. Важно учитывать одно условие: в процессе сварки арматуры, расположенной в вертикальном положении, тока необходимо на 10-20% меньше, чем для стержней в горизонтальном расположении.
Вернуться к оглавлению
Сварка многослойными швами
Схема устройства армированного фундамента.
При наличии высококвалифицированных сварщиков или при небольших объемах работы часто используется для стыковки арматуры сварка многослойными швами без применения формующих элементов. Данный способ больше всего подходит для соединения арматуры, расположенной в вертикальном виде. Углы скосов, их направление, притупление и размеры, формы разделки, зазоры между стержнями являются стандартными.
Сварка арматуры многослойными швами выполняется при помощи одиночного электрода. Сварочный шов сначала накладывается с одной стороны разделки, а потом на всю ширину — с другой. Во время заплавления разделки необходимо периодически очищать от шлака наплавленный металл.
Режим для данного вида сварки устанавливается тот, который указан в паспортных данных электродов. В этом случае они обычно применяются с фтористокальциевым покрытием.
Вернуться к оглавлению
Точечная сварка и с принудительным формированием шва
Иногда строительный проект предусматривает проведение сварных швов крестовых соединений арматуры с формированием принудительного шва. Для подобных арматурных изделий применяются стержни из стали, имеющие диаметр 14-40 мм. Предварительно они собираются в кондукторах, что обеспечивает их плотное примыкание друг к другу. Еще можно зафиксировать стержни при помощи прихваток сваркой. Но важно учитывать, что прихватки и кондукторы не должны препятствовать установлению формующих элементов.
Но бывает так, что на многих строительных площадках в процессе возведения монолитных конструкций из железобетона в виде арматурных изделий используются каркасы и сетки, которые изготавливаются на месте. В них присутствует масса разнообразных крестовых соединений, которые соединяются при помощи точечной дуговой сварки.
Использование многих марок стали ограничено по причине особенности процесса сварки. Когда она проводится точечно, в контактах крестовых соединений стержней довольно быстро от наплавленного металла отводится теплота, что провоцирует местное закаливание стали, в результате чего она становится хрупкой. К указанному термическому воздействию особенно чувствительны низкоуглеродистые и среднеуглеродистые арматурные стали.
Вернуться к оглавлению
Стыковка внахлест без сварки
Наиболее распространенную арматуру класса А400 А-III соединять, используя сварку, нельзя. Для того чтобы ее состыковать, используется еще один способ, при котором такая работа не используется. Соединение осуществляется благодаря стандартным крюкам или лапкам.
В процессе такого метода стыковки расходуется больше материала. Но, что довольно удобно, не требуется дополнительное оборудование, инструменты и материалы.
Нахлест стержней арматуры осуществляется на длину, которая способна обеспечить передачу расчетных усилий от одного стержня к другому. Стыки арматуры, соединяемые внахлест, должны быть равны длине перепуска, величина которого обозначена в СниП 52-01-2003.
В вышеуказанном пособии указаны определенные варианты соединения стержней арматуры внахлест без сварки. Возможна стыковка:
- прямых концов стержней периодических профилей;
- прямых концов стержней с установкой, которая расположена на длине нахлестки или с приваркой;
- загибов на концах (лапок, петлей, крюков).
Данные виды соединения применимы для соединения арматуры, имеющей номинальный диаметр до 40 мм. Гладкая арматура, которая работает на растяжение, соединяется при помощи крюков, петель, приваренных поперечных стержней или специальных анкерных устройств.
moifundament.ru
Нахлест арматуры при вязке таблица
Прочный и долговечный фундамент – это армированный фундамент. Но армирование – операция, требующая точности, и вязание стержней арматуры внахлест или встык требует знания длины прутьев. Лишние сантиметры арматурных прутьев способны деформировать фундамент при прикладываемых боковых нагрузках, нарушить его целостность и общую надежность. И наоборот – правильный монтаж армокаркаса позволит избежать деформирования и растрескивания бетонной ж/б плиты, увеличить срок службы и надежность фундамента. Знание технических особенностей, методов расчета длины прутьев, монтажа стыков и требований снип помогут в строительстве не единожды. Грамотный нахлест арматуры
Грамотный нахлест арматуры
Нормативное основание и типы соединений
Требования снип 52-101-2003 предполагают выполнение условий жесткости для механических и сварных соединений арматурных стержней, а также для соединений прутьев внахлест. Механические соединения арматурных стержней – это резьбовые и прессованные крепления. К строительным операциям, материалам и инструментам применяются не только российские СНИП и ГОСТ – мировая стандартизация ACI 318-05 утверждает нормативное сечение стержня для вязки ≤ 36 мм, в то время как документация внутреннего пользования на российском рынке позволяет увеличить сечение прута до 40 мм. Такое разногласие появилось из-за отсутствия соответствующих задокументированных испытаний арматуры с большим диаметром.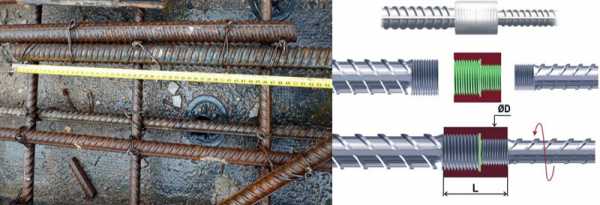 Способы вязания арматурных прутьев
Способы вязания арматурных прутьев
Соединение прутьев арматуры не допускается на локальных участках с превышением допустимых нагрузок и прикладываемых напряжений. Соединение внахлест – это традиционно вязание армостержней мягкой стальной проволокой. Если для армирования фундамента применяется арматура Ø ≤ 25 мм, то практичнее и эффективнее будет использование опрессованных креплений или резьбовых муфт, чтобы повысить безопасность самого соединения и объекта в целом. К тому же винтовые и опрессованные соединения экономят материал – нахлест прутьев при вязании вызывает перерасход материала ≈ 25%.Строительные нормы и правила № 52-101-2003 регламентируют требования к прочности основания здания – фундамент должен иметь два или более неразрывных контура из арматурных прутьев. Чтобы реализовать это требование на практике, выполняется вязка прутьев внахлест по таким типам:
- Соединение внахлест без сварного шва;
- Соединение сваркой, резьбой или опрессовкой.
 Стык внахлест без сварки
Стык внахлест без сварки
Стык без применения сварки чаще всего применяется в индивидуальном строительстве из-за доступности и дешевизны метода. Доступная и недорогая арматура для вязки каркаса – класса A400 AIII. Согласно ACI и СНиП не разрешается стыковать арматуру нахлестом в местах предельных нагрузок и на участках высокой напряженности для арматуры.
Соединение армостержней свариванием
Для частного строительства сваривание стержней арматуры нахлестом – это дорого, так как класс рекомендуется использовать свариваемый класс А400С или А500С арматуры. При применении прутьев без символа «С» в маркировке приведет к потере прочности и устойчивости к коррозии. Арматуру марки А400С – А500С следует сваривать электродами Ø 4-5 мм.
| Класс арматуры | Длина сварного шва в Ø прутьев |
| А 400 С | Ø 8 |
| А 500 С | Ø 10 |
| В 500 С | Ø 10 |
Таким образом, согласно таблице, длина сварного шва при вязании стержней марки В400С должна быть 10 Ø прута. При использовании 12-миллиметровых стержней шов будет длиной 120 мм.
 Сварной стык внахлест
Сварной стык внахлест
Соединение внахлест вязанием
Дешевый и распространенный класс арматуры для соединений без сварки – А400 АIII. Стыки скрепляются вязальной проволокой, к местам вязки предъявляются особые требования.
Анкеровка или нахлест арматуры при вязке таблица значений которого приведена ниже для вязки в бетоне марки BIO с прочностью 560 кг/см2, предполагает использование определенных марок и классов армостержней с определенным типом металлообработки для определенных диаметров: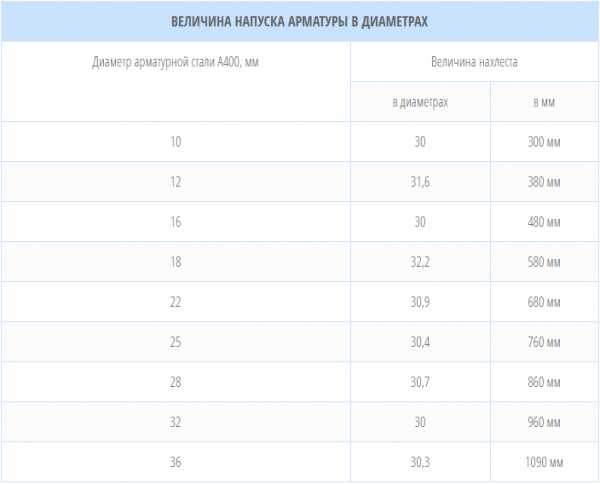
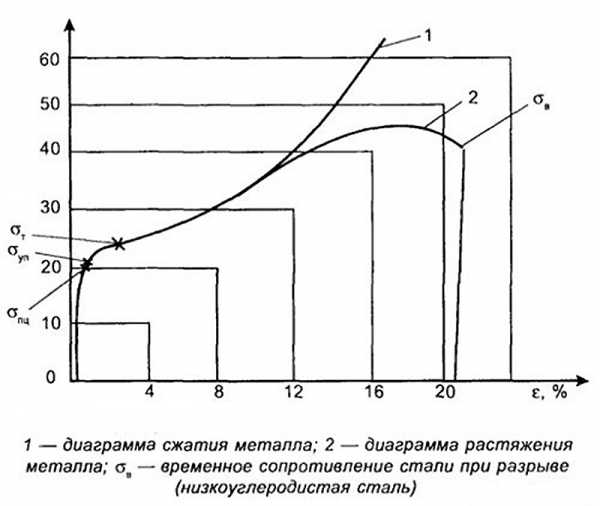
 Работа арматуры при сжатии и растяжении
Работа арматуры при сжатии и растяжении
Механическая стыковка прутьев в каркасе для ж/б изделий проводится один из следующих способов:
- Наложением прямых стержней друг на друга;
- Нахлест прута с прямым концом со сваркой или механическим креплением на всем перепуске поперечных стержней;
- Механическое и сварное крепление стержней с загнутыми в виде крючков, петель и лап законцовками.
Применение гладкой арматуры требует вязать ее внахлест или сваривать с поперечными прутьями каркаса.
Требования к вязке прутьев внахлест:
- Необходимо вязать стержни с соблюдением длины наложения прутьев;
- Соблюдать нахождение мест вязки в бетоне и перепусков арматуры по отношению друг к другу;
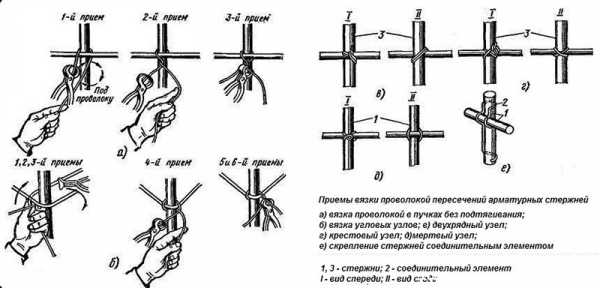
Соблюдение требований СНиП позволит эксплуатировать прочные ж/ плиты в фундаментах с большим и гарантированным сроком службы.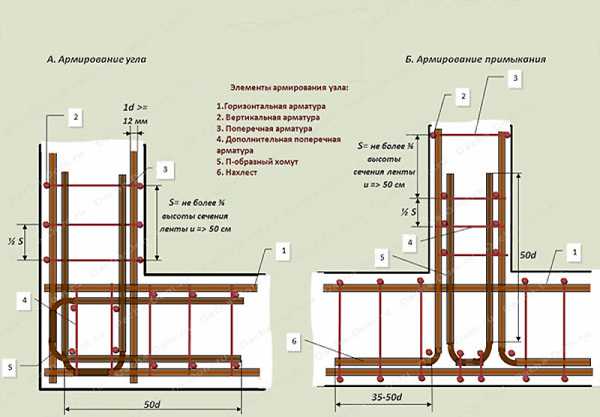 Способы ручной вязки арматуры
Способы ручной вязки арматуры
Местонахождение соединений арматуры внахлест
Нормативные документы не разрешают располагать участки соединения арматуры ввязкой в местах предельных нагрузок и напряжений. Все стыки стержней рекомендуется располагать в железобетонных конструкциях с ненагруженными участками и без приложения напряжений. Для ленточных монолитных фундаментов участки перепуска концов прутьев нужно размещать в локальных участках с без приложения крутящих и изгибающих сил, или с минимальным их вектором. При невозможности выполнения этих требований, длина перепуска армостержней принимается как 90 Ø соединяемой арматуры. Расположение арматуры при вязке
Расположение арматуры при вязке
Общая длина всех вязаных перепусков в каркасе зависит от приложенных усилий к прутьям, уровня сцепления с бетоном и напряжений, возникающих по протяженности соединения, а также сил сопротивления в перехлестах армопрутьев. Главный параметр при расчете длины перепуска соединяемой арматуры – диаметр стержня.
Калькулятор
Таблица ниже позволяет без сложных расчетов определить нахлест армирующих прутьев при монтаже армирующего фундаментного каркаса. Почти все значения в таблице приводятся к Ø 30 связываемых армирующих стержней.
| Перепуск стержней в Ø | ||
| Ø стали класса А 400, мм | Перепуск | |
| в Ø | в мм | |
| 10 | 30 | 300 |
| 12 | 31,6 | 380 |
| 16 | 30 | 480 |
| 18 | 32,2 | 580 |
| 22 | 30,9 | 680 |
| 25 | 30,4 | 760 |
| 28 | 30,7 | 860 |
| 32 | 30 | 960 |
| 36 | 30,3 | 1090 |
Чтобы повысить прочность армокаркаса основания дома, нахлесты в арматуре необходимо правильно располагать по отношению друг к другу. причем контролировать размещение и в горизонтальной, и в вертикальной плоскости в бетоне. Российские и международные нормы и правила рекомендуют по этому поводу делать разнос связок, чтобы в одном разрезе находилось не более 50% нахлестов. Расстояние разнесения, определенное СНиП и ACI, не должно быть больше 130% всей длины стыков армирующих прутьев.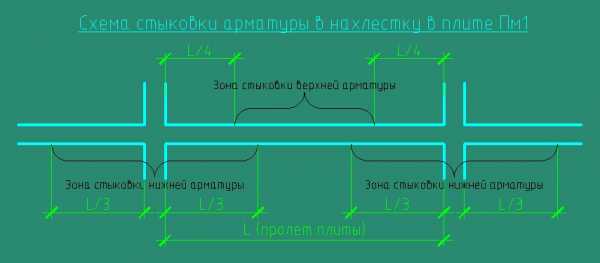 Как располагать нахлесты прутьев
Как располагать нахлесты прутьев
Международные требования ACI 318-05 определяют разнесение стыков на расстояние ≥ 61 см. При превышении этого значения вероятность деформирования бетонного фундамента от напряжений и нагрузок значительно возрастает.
jsnip.ru
1.2.6. Соединения арматуры
По длине стержни горячекатаной арматуры в обычном железобетоне соединяются, как правило, с помощью сварки, независимо от способа образования каркаса.
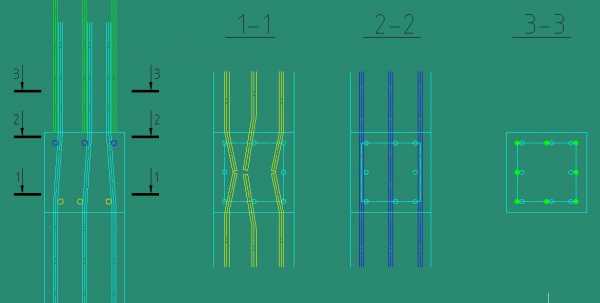
Стержни отдельных позиций сварного каркаса могут быть простыми, состоящими из цельного стержня одного диаметра, или, в целях экономии арматурной стали, составными, состоящими по длине из стержней двух-трёх различных диаметров (рис. 22), соединённых контактной стыковой сваркой. Составными могут быть только стержни из горячекатаной арматуры периодического профиля. Составные стержни часто применяют при армировании ригелей, колонн, подпорных стенок и т.п.
Все сварные соединения в зависимости от места их выполнения делятся на:
сварные соединения, выполняемые в заводских условиях;
сварные соединения, выполняемые в условиях стройплощадки.
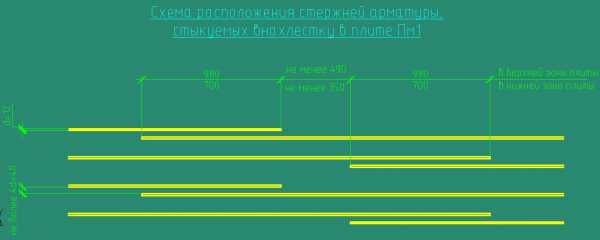
Рис. 22. Составные отдельные стержни:
а – для применения в балках; б – для применения в колоннах, подпорных стенках и т.п.; 1 – контактная стыковая электросварка
Сварные соединения, выполняемые в заводских условиях. Различают два основных их типа:
А. Контактная электросварка встык (или контактная стыковая электросварка) предназначена для соединения заготовок арматурных стержней, приварки к стержням коротышей большего диаметра и т. п. Выполняется на специальных сварочных машинах. Процесс сварки состоит в том, что концы стержней в месте их контакта под действием электрического тока большой силы (до 100 кА) разогреваются до пластического или жидкого состояния с одновременным или последующим сильным сжатием, обеспечивающим взаимодействие атомов металла. В зоне сварки металл оплавляется, образуя небольшое утолщение (рис. 23, а). Прочность такого соединения получается даже выше, чем прочность самих стыкуемых стержней. Этим способом может производиться соединение стержней диаметром от 10 до 80 мм.
При соединении стержней арматуры классов A240, А300, A400, А500, A600, А800, A1000 разных диаметров должно соблюдаться условие d1 /d2 ≥ 0,85 (соотношение 0,3 допускается при использовании специальной технологии сварки), а наименьший диаметр стержня d1 = 10 мм.
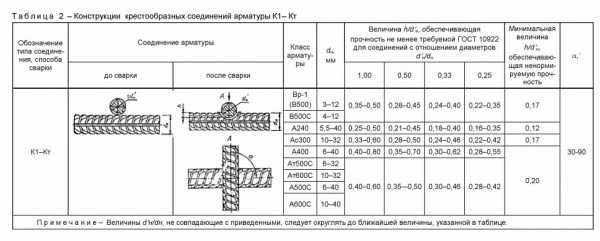
Б. Контактная точечная электросварка используется для соединения отдельных стержней в местах их пересечения при изготовлении сеток и каркасов, В этих случаях применяют стержневую арматуру классов A240, A300, A400 и проволочную класса В500. Перекрещивающиеся стержни сдавливают с большой силой в зажимах сварочной машины, затем включают ток, который доводит металл между зажимами до оплавления, а прилегающую зону – до пластического состояния.
Качество точечной электросварки зависит от соотношения диаметров свариваемых поперечных и продольных стержней. Оно должно быть в пределах d1 /d2 = 0,25…1.
Сварные соединения, выполняемые в условиях стройплощадки. Ограничимся рассмотрением двух типов таких соединений.
А. При монтаже арматурных изделий и сборных железобетонных конструкций для соединения встык как горизонтальных, так и вертикальных стержней (или выпусков) арматуры классов A240, A300, A400 диаметром 20 мм и более применяют электродуговую ванную сварку в съёмных инвентарных медных формах или на стальной скобе-подкладке (рис. 23, б). Принцип электродуговой сварки основан на образовании электрической дуги между свариваемым металлом и электродом. В зазор 10… 15 мм между свариваемыми стержнями помещается гребёнка электродов. При прохождении электрического тока между гребёнкой и формой возникает электрическая дуга. В результате этого образуется ванна расплавленного металла, которая разогревает и плавит торцы стыкуемых стержней. При этом расплавленный металл электродов и стержней образует сварной шов.
Б. Если диаметр соединяемых стержней менее 20 мм, то применяют дуговую сварку стержней четырьмя фланговыми швами с использованием круглых накладок (рис. 23, в). Этим способом могут соединяться стержни диаметром от 10 до 80 мм, начиная от класса A240 до класса A500 включительно. Допускается применять и односторонние сварные швы с удлинёнными накладками (рис. 23, г). При этом должны быть соблюдены следующие требования к размерам сварного шва: b≥ 10 мм и b≥ 0,5d; h ≥ 4 мм и h ≥ 0,25d, где b – ширина шва; h – глубина шва (рис. 23, д).
Соединение стержней в тавр с пластиной толщиной δ = 0,75d (из листовой или полосовой стали) выполняют автоматической дуговой сваркой под флюсом (рис. 23, е). Соединение внахлёстку арматурных стержней диаметром 8…40 мм с пластиной или плоскими элементами проката выполняют дуговой сваркой фланговыми швами (рис. 23, ж).
Сварные соединения способствуют рациональному расходу стали и использованию отходов арматуры.
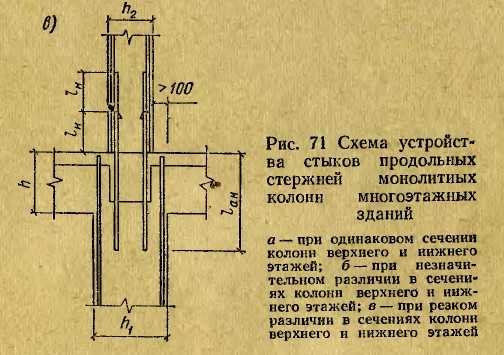
Рис. 23. Сварные стыковые соединения арматуры:
а – контактная электросварка встык; б – дуговая ванная сварка в инвентарной форме; в – дуговая сварка с накладками с четырьмя фланговыми швами; г – то же, с двумя фланговыми швами; д – размеры сварного шва; е – сварное соединение в тавр стержней с пластиной; ж – сварное соединение внахлёстку стержня с пластиной
Стыки арматуры внахлёстку без сварки. Стержневую арматуру классов A240, А300, A400 допускается соединять внахлёстку без сварки с перепуском концов стержней на 20…50 диаметров в тех местах железобетонных элементов, где прочность арматуры используется не полностью. Однако такой вид соединения стержневой арматуры вследствие излишнего расхода стали и несовершенства конструкции стыка применять не рекомендуется.
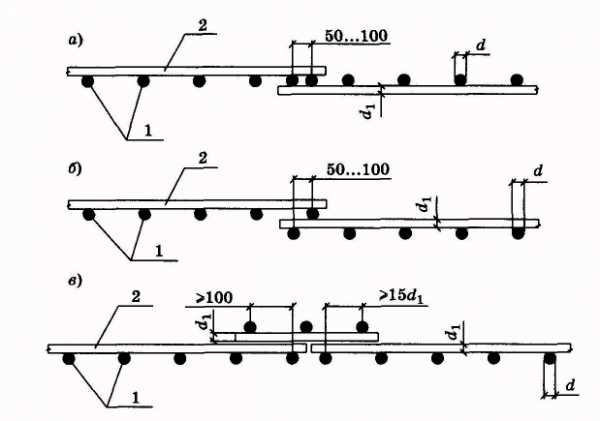
Внахлёстку можно выполнять стыки сварных и вязаных каркасов и сеток в направлении рабочей арматуры (рис. 24).
При этом диаметр рабочей арматуры должен быть не более 36 мм. Длина перепуска (нахлёстки) стыкуемых стержней, каркасов, сеток в рабочем направлении определяется расчётным путём по формуле (1.25).

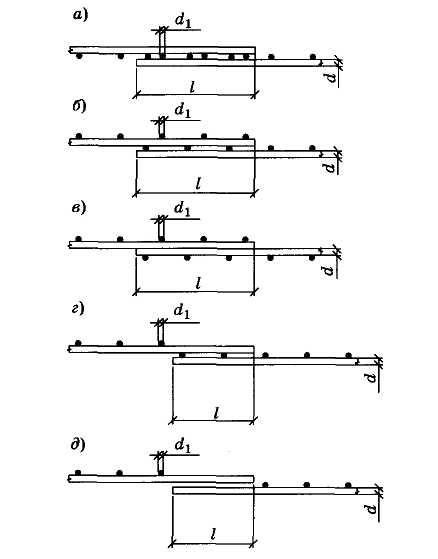
Рис. 24. Стыки сварных сеток в направлении рабочей арматуры:
а – при гладких стержнях, когда поперечные стержни расположены в одной плоскости; б, в – то же, но поперечные стержни расположены в разных плоскостях; г – при стержнях периодического профиля, когда в пределах стыка поперечные стержни отсутствуют в одной из стыкуемых сеток; д – то же, когда в пределах стыка поперечные стержни отсутствуют в обеих стыкуемых сетках; l – длина перепуска сеток; d, d1 – соответственно диаметры рабочей и распределительной арматуры
Поперечные стержни соединяемых сеток могут располагаться в разных плоскостях (рис. 24, б, в) или в одной плоскости (рис. 24, а). В каждой из соединяемых в растянутой зоне сеток на длине нахлёстки должно быть расположено не менее двух поперечных стержней, приваренных ко всем продольным стержням сеток. Такие же типы стыков применяются и для стыковки внахлёстку сварных каркасов с односторонним расположением рабочих стержней из всех видов арматуры; при этом на длине стыка устанавливают дополнительные хомуты или поперечные стержни с шагом не более 5 диаметров продольной арматуры. Если рабочей арматурой сеток являются стержни периодического профиля, то одна из стыкуемых или обе сетки в пределах стыка выполняются без приваренных поперечных стержней (рис. 24, г, д).
Стыки сварных сеток в нерабочем направлении (когда соединяется распределительная арматура) также выполняются внахлёстку (рис. 25).
Длину перепуска (считая между крайними рабочими стержнями сетки) принимают равной 50 мм при диаметре распределительной арматуры до 4 мм и равной 100 мм при диаметре распределительной арматуры более 4 мм. При диаметре рабочей арматуры 16 мм и более сварные сетки в нерабочем направлении допускается укладывать впритык друг к другу, перекрывая стык специальными стыковыми сетками, укладываемыми с перепуском в каждую сторону не менее 15 диаметров распределительной арматуры и не менее 100 мм (рис. 25, в). Стыки плоских каркасов, как и сеток, в конструкциях следует располагать вразбежку.
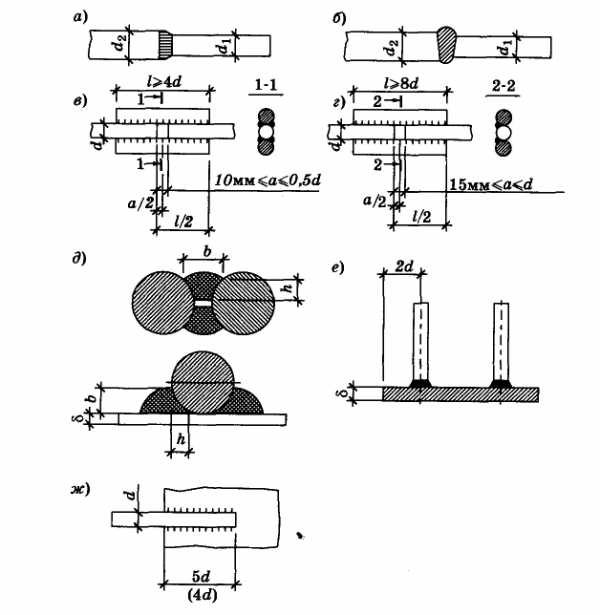
Рис. 25. Стыки сварных сеток в направлении нерабочей (распределительной) арматуры:
а – внахлёстку с расположением рабочих стержней в одной плоскости; б – то же, с расположением рабочих стержней в разных плоскостях; в – стык впритык с наложением дополнительной стыковой сетки; d, d1 – соответственно диаметры рабочей и распределительной арматуры; 1 – рабочая арматура; 2 – распределительная арматура
Вязаные каркасы и сетки в настоящее время применяют редко, так как при использовании вязаных изделий существенно повышается трудоёмкость. Однако в случае применения вязаных изделий исключается концентрация напряжений, которая при сварных изделиях возникает в зонах точечной сварки, а также устраняется опасность пережога поперечных стержней, что иногда наблюдается в сварных изделиях. В вязаных сетках и каркасах соединение стержней между собой осуществляется с помощью вязальной (отожжённой) проволоки диаметром 0,8…1 мм.
studfiles.net
Соединение арматуры без сварки: способы и типы
На сегодняшний день все нормы и правила, а также типы соединений арматуры прописаны в СНиП. Их четкое соблюдение позволяет свести на минимум риски дальнейшей эксплуатации несущих конструкций.
Различают четыре основных вида соединения арматуры: сварочный, соединения «внахлест», обжимные муфты и резьбовые механические соединения.
Виды соединений арматуры
1) Ванная и ванно-шовная сварка
Сущность ванного способа сварки заключается в том, что тепло свариваемым стержням передается не непосредственно под воздействием электрической дуги, а через ванну из жидкого металла. Эта ванна создается за счет расплавления металла электрода и частичного расплавления металла стержней у их торцов. Чтобы предупредить растекание расплавленного металла при сварке, применяют специальные стальные подкладки и накладки, а также инвентарные медные формы. Наплавленный в ванну металл соединяется с расплавленным металлом стержней и образует сварной стыковой шов; при этом стальная подкладка или накладка остается в готовом шве как часть стыка, а медную форму удаляют и используют многократно.
Ванношовная сварка, как способ равнопрочного стыкования строительной арматуры, не имеет перспектив уже в обозримом будущем ввиду наличия непреодолимых качественных ограничений по некоторым присущим ей параметрам, а именно:
- Стоимость соединения;
- Скорость подготовки соединения;
- Объем и способ контроля;
- Квалификация персонала
- Тенденция к использованию термически упрочненной арматуры;
Муфтовые механические соединения Ancon обеспечивают аналогичное качество соединения, не имеют подобных ограничений и позволяют решить строительную задачу любой степени сложности.
2) Соединения «внахлестку»
Соединения «внахлестку» не всегда являются подходящим средством связывания арматуры. Такие способы соединения арматуры (вязка арматурных перепусков) не совсем выгодны – много времени уходит на вязку, что приводит к большему насыщению в бетоне из-за увеличения количества используемых стержней. Соединения «внахлестку» зависимы от бетона при передаче нагрузки. По этой причине любое ухудшение целостности бетона может существенно повлиять на характеристику соединения.
Механические соединения Ancon могут упростить конструкцию и изготовление армированного бетона и уменьшить количество требуемой арматуры. Прочность механического соединения не зависит от бетона, в котором оно размещено, и оно будет сохранять прочность, несмотря на потерю покрытия в результате ударного повреждения или при землетрясении.
3) Обжимные муфты для соединения арматуры
Принцип работы состоит в обжатии муфты из толстостенной стальной трубы и имеют ряд значительных недостатков:Обжимное муфтовое соединение арматуры нельзя назвать технологией, которая повторяет заявленное качество вне зависимости от условий эксплуатации. Имеются случаи агрессивного поведения гидроприводов, которые норовят пробиться каску работающему персоналу и учинить травму на производстве.
4) Резьбовые механические соединения арматуры Ancon
Инновационное резьбовое соединение арматуры без сварки, благодаря множеству положительных моментов, быстро завоевала доминирующую позицию на соответствующем рынке и повсеместно используется для сооружения многоэтажных зданий, атомных и гидроэлектростанций, мостов и прочих массивных строительных объектов (I и II уровня ответственности).
В отличие от устаревших методов (сварка, вязка), резьбовое соединение продольной арматуры без сварки используется с арматурными стержнями различного диаметра.
Применение резьбовых соединений арматуры в монолитных конструкциях обеспечивает дополнительную прочность, а также экономит металлопрокат (до 20%). Технология также повышает сейсмостойкость и долговечность ЖБИ, одновременно уменьшая нагрузку на фундамент. Такие способы соединения арматуры позволяют сократить время монтажа, заметно снизив общие сроки строительства.
Виды соединения арматуры Ancon
Механическое соединение арматуры Ancon CXL с параллельной резьбой
Муфты соедетельные для арматуры Ancon CXL предназначены для поперечного соединения несущей арматуры. Имеют самые малые габаритные размеры, в тоже время обеспечивают равнопрочное соединение строительной арматуры. Диаметры соединяемой арматуры – 12; 16; 20; 25; 28; 32; 36; 40; 50. для соединения прутков металлопроката разного диаметра возможны переходные муфты для арматуры.
Стыковка арматуры Ancon TT с конической резьбой
Муфты для механического соединения арматуры с конической резьбой разработаны для использования в подавляющем большинстве случаев, в которых необходимо выполнить соединение арматурных стержней. Муфты предназначены для установки на стержни диаметром от 12 до 50мм.
Способ соединения арматуры Ancon MBT
Безрезьбовые механические муфты предназначены для соединения неподготовленной арматуры диаметром от 10 до 40 мм. Арматура закрепляется внутри муфты при помощи двух фрикционных накладок и по мере затяжки срезных болтов их конические торцы врезаются в материал стержней. Муфты для стыковки арматуры МВТ особенно удобны в тех случаях, когда арматура уже установлена в конструкции.
Технология монтажа
Как правило, установка муфт на арматурные стержни с подготовленной резьбой выполняется на арматурном участке, и стыковые соединения арматуры закрываются пластиковыми колпачками.
Нарезанные концы соединяемых арматурных стержней закрываются пластиковыми или резиновыми защитными колпачками.
После того, как стержень будет наживлён на муфту, затягивание соединения выполняется ключом с регулированием предельного момента.
ems-ancon.com
Как грамотно сделать нахлест арматуры при вязке и сварке
Соединяя стальные пруты, армируя ленточный фундамент, у многих возникает естественный вопрос: как грамотно выполнить нахлест арматуры, и какова должна быть его длинна. Ведь правильная сборка металлического силового каркаса, позволит предотвратить деформацию и разрушение монолитной бетонной конструкции от воздействующих на нее нагрузок и увеличить безаварийный срок ее эксплуатации. Каковы технические особенности выполнения стыковых соединений, рассмотрим в данной статье.
Типы соединения арматуры внахлест
Согласно требованиям СНиП бетонное основание должно иметь не менее двух сплошных безразрывных контуров арматуры. Выполнить данное условие на практике позволяет стыковка армирующих прутов внахлест. При этом соединения в стыках могут быть нескольких типов:
- Внахлестку без сварки
- Сварные и механические соединения.
Первый вариант соединения широко используется в частном домостроении благодаря простоте исполнения, доступности и невысокой стоимости материалов. В данном случае применяется распространенный класс арматуры A400 AIII. Стыковка нахлеста арматурных стержней без использования сварки может осуществляться как с применением вязальной проволоки, так и без нее. Второй вариант чаще всего используется в промышленном домостроении.
Согласно строительным нормам и правилам соединение арматуры нахлестом при вязке и сварке предусматривает использование прутов диаметром до 40мм. Американский институт цемента ACI допускает использование стержней с максимальным сечением 36мм. Для армирующих прутьев, диаметр которых превышает указанные значения, использовать соединения внахлест не рекомендуется, по причине отсутствия экспериментальных данных.
Согласно строительной нормативной документации запрещено выполнять нахлест арматуры при вязке и сварке на участках максимального сосредоточения нагрузки и местах максимального напряжения металлических прутов.
Соединение нахлеста арматурных стержней сваркой
Для дачного строительства сварка нахлеста арматуры считается дорогим удовольствием, по причине высокой стоимости металлических стержней марки А400С или А500С. Они относятся к свариваемому классу. Что существенно повышает стоимость материалов. Использовать пруты без индекса «С», например: распространенный класс A400 AIII, недопустимо, так как при нагревании металл значительно теряет свою прочность и коррозионную стойкость.
Тем не менее, если Вы решили использовать стержни свариваемого класса (А400С, А500С, В500С), их соединения следует сваривать электродами 4…5 миллиметрового диаметра. Протяженность сварочного шва и самого нахлеста зависит от используемого класса арматуры.
| Протяженность сварочного шва при нахлесте | |
|---|---|
| Класс арматурных стержней | Протяженность сварного шва нахлеста в диаметрах соединяемой арматуры |
| А400С | 8 ᴓ |
| А500С | 10 ᴓ |
| В500С | 10 ᴓ |
Исходя из приведенных данных видно, что при использовании при вязке стальных прутов класса В400С величина нахлеста, соответственно и сварного шва, составит 10 диаметров свариваемой арматуры. Если для силового каркаса фундамента взяты стержни ᴓ12 мм, то протяженность шва составит 120 мм, что, по сути, будет соответствовать ГОСТу 14098 и 10922.
Согласно американским нормам нельзя сваривать перекрестия арматурных стержней. Действующие нагрузки на основание могут вызвать возможные разрывы, как самих прутьев, так и мест их соединения.
Соединение арматуры внахлест при вязке
В случаях использования распространенных прутов марки А400 АIII, что бы передать расчетные усилия от одного стержня другому используют способ соединения без сварки. При этом места нахлеста арматуры связывают специальной проволокой. Такой метод имеет свои особенности и к нему предъявляются особые требования.

Варианты нахлеста арматуры
В соответствие с действующим СНиП безсварочное соединение стержней при монтаже силового каркаса ЖБИ может производиться одним из следующих вариантов:
- Накладка профильных стержней с прямыми концами;
- Нахлест арматурного профиля с прямым окончанием с приваркой или монтажом на протяжении всего перепуска поперечно расположенных прутов;
- С загнутыми окончаниями в виде крюков, петель и лапок.
Вязать такими соединениями можно профилированную арматуру диаметром до 40 миллиметров, хотя американский стандарт ACI-318-05 допускает к использованию стержни диаметром не более 36 мм.
Использование стержней с гладким профилем требует применять варианты нахлестного соединения либо путем приварки поперечной арматуры, либо использовать стержни с крюками и лапками.
Основные требования к выполнению соединений нахлестом
При выполнении вязки стыков арматуры нахлестом существуют определенные строительной документацией правила. Они определяют следующие параметры:
- Величину накладки стержней;
- Особенности расположения самих соединений в теле бетонируемой конструкции;
- Местонахождение соседних перепусков относительно друг друга.
Учет этих правил позволяет создавать надежные железобетонные конструкции, и увеличивать срок их безаварийной работы. Теперь обо всем подробнее.
Где располагать при вязке нахлестные соединения арматуры
СНиП не допускает расположение мест вязки арматуры нахлестом в областях наибольшей нагрузки на них. Не рекомендуется располагать стыки и в местах, где стальные стержни испытывают максимальное напряжение. Все стыковочные соединения прутов лучше всего размещать в ненагруженных участках ЖБИ, где конструкция не испытывает напряжения. При заливке ленточного фундамента перепуски окончаний арматуры разносят в места с минимальным крутящим моментом и с минимальным изгибающим моментом.
В случае отсутствия технологической возможности выполнить данные условия, протяженность нахлеста армирующих стержней берется из расчета 90 диаметров стыкуемых прутов.
Какую делать величину нахлеста арматуры при вязке
Поскольку вязка арматуры внахлест определяется технической документацией, то там четко указана протяженность стыковочных соединений. При этом величины могут колебаться не только от диаметра используемых прутов, но и от таких показателей как:
- Характер нагрузки;
- Марка бетона;
- Класс арматурной стали;
- Мест соединения;
- Назначения ЖБИ (горизонтальные плиты, балки или вертикальные колонны, пилоны и монолитные стены).

Сращивание арматурных стержней при выполнении нахлеста
В целом же протяженность нахлеста прутов арматуры при вязке определяется влиянием усилий, возникающих в стержнях, воспринимаемых сил сцеплением с бетоном, воздействующими по всей длине стыка, и силами, оказывающими сопротивления в анкеровке армирующих прутов.
Основополагающим критерием при определении длинны напуска арматуры при вязке, берется ее диаметр.
Для удобства расчетов нахлеста армирующих стержней при вязке силового каркаса монолитного фундамента предлагаем воспользоваться таблицей с указанными величинами диаметра и их напуска. Практически все величины сводятся к 30-ти кратному диаметру применяемых стержней.
| Величина напуска арматуры в диаметрах | ||
|---|---|---|
| Диаметр арматурной стали А400, мм | Величина нахлеста | |
| в диаметрах | в мм | |
| 10 | 30 | 300 мм |
| 12 | 31,6 | 380 мм |
| 16 | 30 | 480 мм |
| 18 | 32,2 | 580 мм |
| 22 | 30,9 | 680 мм |
| 25 | 30,4 | 760 мм |
| 28 | 30,7 | 860 мм |
| 32 | 30 | 960 мм |
| 36 | 30,3 | 1090 мм |
В зависимости от нагрузок и назначения железобетонных изделий длина нахлестных соединений стержневой стали изменяется в сторону увеличения:
| Напуск арматуры в зависимости от назначения ЖБИ | ||
|---|---|---|
| Вид нагрузки | Назначение ЖБИ | |
| Горизонтальное использование, в диаметрах | Вертикальное использование, в диаметрах | |
| В сжатом бетоне | 33,8 ᴓ | 48,3 ᴓ |
| В растянутом бетоне | 47,3 ᴓ | 67,6 ᴓ |
В зависимости от марки бетона и характера нагрузки, применяемого для заливки монолитной ленты фундамента и прочих железобетонных элементов, минимальные рекомендуемые величины перепуска арматуры в процессе вязки будут следующими:
| Для сжатого бетона | ||||
|---|---|---|---|---|
| Диаметр армирующей стали А400 используемой в сжатом бетоне, мм | Длина нахлеста армирующих стержней для марок бетона (класс прочности бетона), в мм | |||
| М250 (В20) | М350 (В25) | М400 (В30) | М450 (В35) | |
| 10 | 355 | 305 | 280 | 250 |
| 12 | 430 | 365 | 335 | 295 |
| 16 | 570 | 490 | 445 | 395 |
| 18 | 640 | 550 | 500 | 445 |
| 22 | 785 | 670 | 560 | 545 |
| 25 | 890 | 765 | 695 | 615 |
| 28 | 995 | 855 | 780 | 690 |
| 32 | 1140 | 975 | 890 | 790 |
| 36 | 1420 | 1220 | 1155 | 985 |
| Для растянутого бетона | ||||
|---|---|---|---|---|
| Диаметр армирующей стали А400 используемой в растянутом бетоне, мм | Длина нахлеста армирующих стержней для марок бетона (класс прочности бетона), в мм | |||
| М250 (В20) | М350 (В25) | М400 (В30) | М450 (В35) | |
| 10 | 475 | 410 | 370 | 330 |
| 12 | 570 | 490 | 445 | 395 |
| 16 | 760 | 650 | 595 | 525 |
| 18 | 855 | 730 | 745 | 590 |
| 22 | 1045 | 895 | 895 | 275 |
| 25 | 1185 | 1015 | 930 | 820 |
| 28 | 1325 | 1140 | 1040 | 920 |
| 32 | 1515 | 1300 | 1185 | 1050 |
| 36 | 1895 | 1625 | 1485 | 1315 |
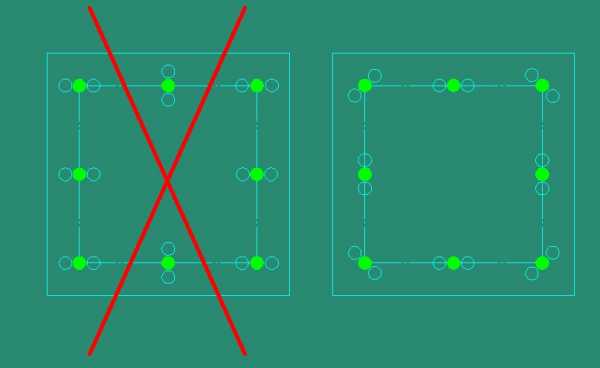
Как расположить друг относительно друга арматурные перепуски
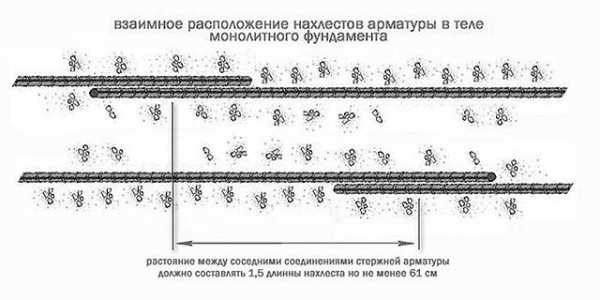
Для увеличения прочности силового каркаса фундамента очень важно правильно располагать нахлесты арматуры относительно друг друга в обеих плоскостях тела бетона. СНиП и ACI рекомендуют разносить соединения, таким образом, чтоб в одном сечении было не более 50% перепусков. При этом расстояние разбежки, как определено в нормативных документах, должно быть не менее 130% длинны стыковочного соединения стержней.

Взаимное расположение арматурных перепусков в теле бетона
Если центры нахлеста вязаной арматуры находятся в пределах указанной величины, то считается, что соединения стержней располагается в одном сечении.
Согласно нормам ACI 318-05 взаимное расположение стыковочных соединений должно находиться на расстоянии не менее 61 сантиметра. Если дистанция будет не соблюдена, то повышается вероятность деформации бетонного монолитного основания от нагрузок, оказываемых на него в процессе возведения здания и его последующей эксплуатации.
postroim-dachu.ru
|
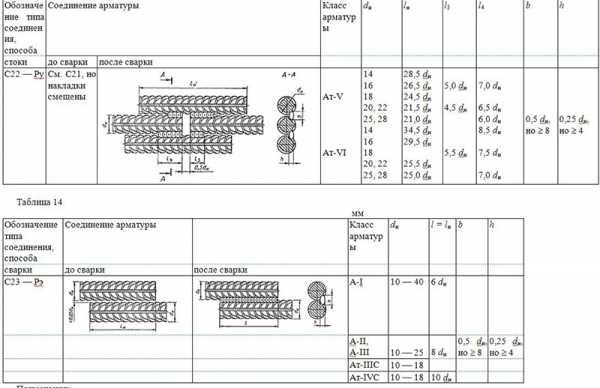
Соединение арматуры мелкозаглубленного ленточного фундамента нахлестом допустимо по разным данным для арматуры диаметром до 36 мм [пункт 12.14.21.1 ACI 318-05] или 40 мм [пункт 8.3.27 СП 52-101-2003]. Это ограничение связано с отсутствием экспериментальных данных по соединениям нахлестом для арматуры больших диаметров. Соединение арматуры мелкозаглубленного ленточного фундамента не должно размещаться в местах концентрированного приложения нагрузки и местах наибольшего напряжения. Соединение арматуры нахлестом может производиться со связкой стержней вязальной проволокой или без нее. C точки зрения экономии (перерасход арматуры на нахлесты до 27%), и безопасности здания (ограничение объема бетона в месте стыков), арматуру диаметром свыше 25 мм рекомендуется соединять механическим способом (винтовые муфты или опрессованые соединения). В случае свободного соединения с нахлестом расстояние между стыкуемыми нахлестом стержнями арматуры мелкозаглубленного ленточного фундамента по вертикали и горизонтали должно быть не менее 25 мм или 1 диаметр арматуры, если диаметр арматуры больше 25 мм для обеспечения свободного проникновения бетона. Максимальное расстояние по ширине ленты фундамента между стыкуемыми свободным нахлестом стержнями должно быть не более 8 диаметров стержней арматуры [пункт R611.7.1.4 IBC 2003]. Соединение стрежней арматуры мелкозаглубленного ленточного фундамента внахлест без сварки |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Соседние соединения арматуры мелкозаглубленного ленточного фундамента по длине должны быть разнесены в разбежку так, чтобы в одном сечении одновременно соединялось не более 50% арматуры. В качестве одного расчетного сечения элемента, рассматриваемого для определения относительного количества стыкуемой арматуры в одном сечении, принимают участок вдоль стыкуемой арматуры длиной 130% длины нахлеста стержней. Считается, что стыки арматуры расположены в одном расчетном сечении, если центры этих стыков находятся в пределах этого участка [раздел 6.1 пособия по проектированию «Армирование элементов монолитных железобетонных зданий» (Москва 2009)]. По нормам ACI 318-05 минимальное расстояние между стыками арматуры по длине составляет 61 см. Длина нахлеста стержней арматуры мелкозаглубленного ленточного фундамента при соединении (анкеровке) определяется из условий, по которым усилие, действующее в арматуре, должно быть воспринято силами сцепления арматуры с бетоном, действующими по длине анкеровки, и силами сопротивления соединения стержней арматуры. Таблица. Рекомендуемые величины нахлеста для соединяемых стрежней арматуры мелкозаглубленного ленточного фундамента, работающих на сжатие на основе требований разделов 12.3 и 12.16 ACI 318-05 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Например, для арматуры диаметром 12 мм расчетное значение длины нахлеста при максимальной нагрузке ряда на растяжение по нормам ACI 318-05 составляет 73 см при свободном соединении и 109 см при связанном соединении. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Таблица. Рекомендуемые минимальные величины нахлеста (анкеровки) для соединяемых стрежней арматуры работающих на сжатие, для различных марок бетона |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Таблица. Рекомендуемые величины нахлеста для прямых соединений стрежней арматуры работающих на растяжение на основе требований разделов 12.2.2.2 и 12.15 ACI 318-05 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Таблица. Рекомендуемые минимальные величины нахлеста (анкеровки) для соединяемых стрежней арматуры мелкозаглубленного ленточного фундамента, работающих на растяжение, для различных марок бетона |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Соединения соседних стержней арматуры должны быть разнесены минимум на 40 диаметров соединяемой арматуры или 1,5 длины нахлеста стержней, но не менее 61 см. В зоне стыковки нахлестом обязательно устанавливают дополнительную поперечную арматуру. Соединение арматуры сваркой В практическом дачном строительстве выполнить данное требование возможно, лишь приобретя арматуру свариваемого класса A400C или А500С. Обычная несвариваемая арматура А400 сильно теряет в прочности при нагревании. Перекрестия арматуры мелкозаглубленного ленточного фундамента сваривать нельзя! Нормы американского института бетона ACI 318-05 (Пункт 7.5.4) запрещают сваривать перекрестия любой арматуры, так как возможны разрывы стержней под нагрузкой. Отечественные ведомственные строительные нормы ВСН 37-96 разрешают дуговую электросварку перекрестий арматуры, только начиная с номинального диаметра 25 мм. Нахлесты арматуры мелкозаглубленного ленточного фундамента сваривается электродами диаметром 4-5 мм. Нахлест стержней при сварке арматуры класса А500С составляет 10 диаметров свариваемой арматуры [пункт 6.4.4 пособия по проектированию «Армирование элементов монолитных железобетонных зданий» (Москва 2009)]. Сварные соединения арматуры мелкозаглубленного ленточного фундамента выполняются в соответствии с ГОСТ 14098 и ГОСТ 10922. То есть, чтобы правильно сварить два стержня арматуры диаметром 14 мм, нахлест стрежней нужно задать как 140 мм. Таблица. Рекомендуемые величины длины сварного шва при сварке арматуры*
* Рекомендованные величины по данным компании поставщика металлоизделий ОАО «Инпром» и Ростовского государственного строительного университета (Ростов-на-Дону, 2010). Также при необходимости фиксированной прочности стыка стержней арматуры мелкозаглубленного ленточного фундамента их можно соединять обжимными гильзами или винтовыми муфтами. При использовании для стыков арматуры муфт на резьбе, несущая способность муфтового соединения должна быть такой же, что и стыкуемых стержней (соответственно при растяжении или сжатии). При использовании муфт на резьбе должна быть обеспечена требуемая затяжка муфт для ликвидации люфта в резьбе.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Соединение арматуры мелкозаглубленного ленточного фундамента (общие правила) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

dom.dacha-dom.ru