Радиальный тангенциальный смешанный распил – Articles – OPEN group
Чтобы лучше понимать своих поставщиков мы регулярно обращаемся к темам заготовки и обработки пиломатериалов. Радиальный, тангенциальный, смешанный — какой распил выгоднее применять в производстве обрезных пиломатериалов?
Оказывается, владея разными методами углового дискового пиления, люди повышают показатели выхода продукции, при этом начиная обходиться меньшими производственными площадями.
Можно в одно время производить пиломатериалы и радиальные, и смешанные – для этого существует зонирование по качественным характеристикам различных частей бревна и индивидуальный его раскрой.
Пиленая продукция делится по такому признаку, как расположение пластей.
Радиальная распиловка: перпендикулярность пластей кольцам годичных слоёв, приближенность к радиусу на поперечном сечении. Детерминируют 90–60° угол к наклону годичных колец, но в повсеместной практике к радиальным пиломатериалам относят и пиломатериалы с 60–45° углом наклона пластей к годичным кольцам.
Ценность: стабильно плотные стыки и очевидная эстетика текстуры – для производства и настила полов, деревянных евроокон; минимальные параметры разбухания и усушки – для облицовки зданий; особые резонансные свойства еловых заготовок – для создания музыкальных инструментов; повышенная устойчивость к износу.
Тангенциальная распиловка: линия резания проходит на определённом расстоянии от сердцевины бревна по касательной к кольцам годичных слоёв. Такой вид раскроя наиболее популярен, а получаемый пиломатериал максимально красив и текстурно изящен, но к сожалению изделия этого вида почти вдвое превышают данные таких показателей, как усушка и разбухание, по сравнению с продукцией радиального распила. Для некоторых сортов древесины повышен риск коробления в условиях влажности определённого уровня. Впрочем, есть наоборот, и такие сорта (к примеру, сибирская лиственница), изделия из коих лишь повышают свою прочность благодаря контакту с водой и паром.
В отдельно взятых случаях берётся во внимание даже локация выбранного участка древесины относительно продольной оси бревна (приводя пример, говорят обычно о клепке для винных бочек – она производится исключительно из ядровой зоны бревна по причине соответствующей плотности, которой не обладает ни одна другая часть дерева)
Ценность: долговечность и практичность – для производства паркетной доски, осуществления ряда интерьерных и фасадных решений. .
Вообще, наиболее привлекательным свойством пиломатериала радиальной и тангенциальной распиловки является, наряду с эстетичностью, невысокая истираемость.
Смешанная распиловка: не предполагает учёта расположения пластей.
Оборудование для изготовления пиломатериалов должно быть актуальным и конечно же высокотехнологичным. От того, чем будет производиться распил, зависит не только качество изделия на выходе, но и объём отходов производственного процесса.
На современных предприятиях доски, брусья и паркет производятся в основном при помощи станков для углового пиления. К слову сказать, как технология само по себе дисковое угловое пиление было когда-то веянием из области камнеобработки; это сегодня применение существующих схем распила даёт возможность получать пиломатериалы заданного вида. Чтобы использовать брёвна рационально, мастеру нужно просто знать методы распределения сырья.
К слову сказать, как технология само по себе дисковое угловое пиление было когда-то веянием из области камнеобработки; это сегодня применение существующих схем распила даёт возможность получать пиломатериалы заданного вида. Чтобы использовать брёвна рационально, мастеру нужно просто знать методы распределения сырья.
С того времени как прогресс в виде компьютеризации настиг сферу деревообрабатывающего станкостроения, широкое применение получило специализированное лесопильное оборудование — имеющее предназначением промышленный раскроя бревен в соответствии со схемой углового распила. Одна из положительных опций таких станков — возможность без затруднений раскроить бревно по собственной схеме, получая на выходе материалы хоть радиального, хоть смешанного распила, а при необходимости и иного сечения, из части бревна с нужными параметрами или же из зоны с пороками древесины.
Иными словами, есть возможности по увеличению прибыли без повышения производственных затрат, и об одной из них вы только что узнали!
Распиловка пиломатериалов | Справочник | Лесоматериалы
Пиломатериалы — материалы из древесины (брусья, доски и бруски), получаемые лесопилением.
Большие высококачественные брёвна (это бревна из нижней, комлевой части дерева) дают наиболее ценный пиломатериал. При пилении таких брёвен, надо определиться с толщиной получаемых досок, чтобы максимизировать объём и стоимость получаемого материала. Поскольку цены на пиломатериал зависят от его толщины, и кроме того, при распиловке на толстый брус получается меньше опилок, это решение серьёзно влияет на доход. Однако, если при этом качество толстого материала ниже, даже если лучшая грань почти чистая, то продать его за хорошую цену будет непросто. Распиловщик должен постараться уменьшить размер напиливаемого материала, когда увидит, что качество древесины начинает падать.
Если бревно хорошее, производить пиломатериал большого размера и железнодорожные шпалы из центральной части бревна, по меньшей мере, неразумно. Потому что цена бруса всегда меньше, чем цена доски.
Потому что цена бруса всегда меньше, чем цена доски.
| Схема распиловки, для максимального получения доски радиального и полурадиального распила |
Для брёвен высоких сортов рекомендуется пиление по кругу. Фактически, пиление с учётом конусности бревна с наклоном бревна так, чтобы пиление происходило параллельно коре, рекомендуется для всех «хороших» граней. Результатом будет получение чистой древесины по всей длине, более ценных кусочков пиломатериала, и это позволит избежать необходимости распиливать чистую древесину потом на коротыши. Когда дойдёте до низкосортной части бревна, переходите к форме бруса и минимизируйте при этом операцию обрезки бруса по бокам.
Прочные, но некачественные брёвна нужно пилить так быстро, как только возможно. От этих брёвен толку мало — прибыль очень маленькая, либо вообще никакая, значит, эти брёвна нужно вынимать из станка чем быстрее, тем лучше.
Непрочные брёвна дают такую несущественную прибыль и такой огромный риск поломать продукт, что лучше вообще не иметь с ними дела.
Брёвна среднего качества могут давать значительное количество хорошего пиломатериала, и тут уже многое зависит от распиловщика, от того, как он будет переворачивать бревно. Здесь решение о вращении бревна критично для прибыли.
Для начала надо выбрать наихудшую часть бревна и спилить её без учёта сбега. Но нельзя пилить с этой стороны слишком много. Для небольших брёвен вообще нужно спилить один пласт, то есть пропилить один раз во всей длине бревна, или пласт и короткую доску, а затем перевернуть бревно на противоположную сторону.
Другой способ состоит в том, что надо выбрать наилучшую сторону бревна и начинать распил с учётом конусности бревна. Затем долго распиливается именно эта часть, прежде чем бревно будет перевернуто.
Пиломатериал напиливается с одной грани до тех пор, пока распиловщик ожидает, что следующая доска с этой стороны бревна будет не ниже по качеству, чем доски, которые можно получить из другой грани. Существует исключение: если начать пилить с наихудшей грани бревна, то надо пилить, пока не получится абсолютно гладкая поверхность распила, чтобы перевернуть на неё бревно. Другими словами, хорошую сторону бревна нужно распиливать глубоко, а с плохой стороны просто снимается пласт или пласт и одна доска.
Если взять бревно диаметром 60 см, хотя это справедливо для всех брёвен любых размеров, при пилении с поворотом на 180° получаем 8 досок, которые нужно дополнительно обрезать по бокам, а с использованием менее эффективного метода, поворачивая всегда на соседнюю грань, получим 13 таких досок. Одно это обстоятельство уже может быть значительным доводом в пользу переворота бревна на 180°, особенно для небольших предприятий. Кроме того, такой способ пиления даёт больше широких досок, а они обычно более ценные.
Переворот на соседнюю грань может быть легче, но с экономической точки зрения и с точки зрения безопасности пиления выгоднее вращение бревна на 180°.
После того, как распилены две противоположные грани бревна, нужно переходить к третьей и четвёртой. Как обычно, первой распиливается худшая из этих граней без учёта конусности бревна. Однако грань хорошего качества всегда должна распиливаться параллельно коре, чтобы увеличить выход хороших пиломатериалов из бревна.
Ширина первого пласта при пилении со всех четырёх сторон бревна является критичной.
Если грань хорошего качества, то есть первая спиленная доска может быть отнесена к хорошему сорту, тогда минимальная ширина распиливаемого пиломатериала должна быть 15-1 см. Конечно, это зависит от размеров самого бревна. Чтобы учесть дальнейшую обработку доски, строгание или даже обрезку по бокам, рекомендуется именно 15-1 см, а не 15 см.
Если грань плохого качества, тогда имеет смысл пилить доски шириной не менее 10-1 см. Длина таких досок должна быть не меньше 1,2 м. Нужно вообще производить на своей пилораме доски не меньшей длины.
Когда дело доходит до брёвен откровенно плохого качества, имеет смысл распиливать их с «брюха» или с «ушек», а не искать хорошую грань. «Ушки» обычно снимаются за 1 или 2 прохода пилы, открывая гладкую поверхность внутри бревна. Распил с «брюшка» требует большего числа манипуляций, а в результате вы получаете несколько коротких, но чистых досок.
Брус имеет ряд преимуществ по сравнению с тонкими досками. Брус часто имеет красивый узор древесины, который нравится покупателям. При сушке он усыхает вдвое меньше, чем доски (3% против 6% у досок). Меньше растрескивания во время сушки. При изменении влажности окружающей среды брус более стабилен. Когда им покрывают пол, он почти не изнашивается.
При сушке он усыхает вдвое меньше, чем доски (3% против 6% у досок). Меньше растрескивания во время сушки. При изменении влажности окружающей среды брус более стабилен. Когда им покрывают пол, он почти не изнашивается.
Так же при пилении бруса выход полезного продукта из бревна на 20% ниже. Скорость его производства гораздо ниже. Он требует времени сушки на 15% больше. Брус усыхает по толщине в 2 раза больше, чем узкие доски. Острые сучья, которые остаются в брусе, в отличие от круглых сучьев в досках, сильно снижают прочность материала.
| Типы распила: 1 — тангенциальный распил; 2 — радиальный распил; 3 — полурадиальный распил. | |
Типы распила
Радиальным называется распил, при котором плоскость разреза проходит через сердцевину ствола. Древесина таких досок довольно однородна по цвету и текстуре, межкольцевые размеры минимальны. Доски радиального распила устойчивы к внешним воздействиям, практически не подвергаются деформации и обладают высокой износостойкостью. Доска радиального распила имеет коэффициент усушки = 0,19%, а коэффициент разбухания = 0,2%. Эти показатели у пиломатериалов радиального распила вдвое лучше, чем у доски тангенциального распила. У доски радиального распила процесс усушки и разбухания идет по ширине волокон — толщина доски, а у тангенциального распила по ширине доски т.к. волокна у «тангенса» расположены по ширине. Соответственно у доски пола, паркетной доски, имитации бруса, блок-хауса, вагонки радиального распила щелей практически нет по сравнению с аналогичными изделиями тангенциального распила. Поскольку выход досок радиального распила составляет 10 — 15% от общего объема, стоимость их довольно высока.
Доски радиального распила устойчивы к внешним воздействиям, практически не подвергаются деформации и обладают высокой износостойкостью. Доска радиального распила имеет коэффициент усушки = 0,19%, а коэффициент разбухания = 0,2%. Эти показатели у пиломатериалов радиального распила вдвое лучше, чем у доски тангенциального распила. У доски радиального распила процесс усушки и разбухания идет по ширине волокон — толщина доски, а у тангенциального распила по ширине доски т.к. волокна у «тангенса» расположены по ширине. Соответственно у доски пола, паркетной доски, имитации бруса, блок-хауса, вагонки радиального распила щелей практически нет по сравнению с аналогичными изделиями тангенциального распила. Поскольку выход досок радиального распила составляет 10 — 15% от общего объема, стоимость их довольно высока.
Радиальный распил древесины — способ распила бревна, при котором все волокна в доске идут вдоль направления годовых колец. При радиальном распиле пиломатериал обладает наилучшими физико-механическими качествами. Прочность и твердость древесины при радиальном распиле выше, чем при тангенциальном.
Прочность и твердость древесины при радиальном распиле выше, чем при тангенциальном.
Выход доски радиального распила обычно невелик (не превышает 30%). На продольно-распиловочных станках UP-700 выход доски радиального распила достигает 60%. Такой высокий показатель достигается благодаря системе оптимизации распила. Выбирая среди критериев оптимизации максимальный выход доски радиального распила, условия радиальности и полурадиальности распила, технолог определяет процент выхода радиальной доски.
Радиальный распил можно произвести и на другом оборудовании. Но процентный выход доски радиального раскроя на другом оборудовании зависит от того, как оператор раскроил бревно. Обычно этот показатель значительно меньше 50 %. За счёт микропроцессорной системы управления и системы оптимизации на UP-700 можно получить максимально возможное количество доски радиального распила.
Тангенциальным называется распил, при котором плоскость разреза проходит на расстоянии от сердцевины, по касательной к годичному слою ствола. Такие доски имеют ярко выраженную текстуру и насыщенный волнообразный рисунок годовых колец. Доски тангенциального распила имеют более высокие коэффициенты усушки и разбухания, но более доступны по цене.
Такие доски имеют ярко выраженную текстуру и насыщенный волнообразный рисунок годовых колец. Доски тангенциального распила имеют более высокие коэффициенты усушки и разбухания, но более доступны по цене.
Пиление древесины твёрдых сортов
Операция пиления включает решения о толщине доски, перевороте бревна и компенсации конусности бревна. Это зависит от многих факторов: от сорта древесины, качества бревна, его размеров, конструкции станка и сортности пиломатериала, который нужно получить. Можно выделить 3 стандартных схемы распила:
Простое пиление
Бревно распиливается до тех пор, пока не откроется его сердцевина, а затем переворачивается на 180° и допиливается до конца. Это самый быстрый и лёгкий метод пиления, всё же при этом методе каждый кусок пиломатериала нужно обрезать по бокам. Распиленный таким образом пиломатериал несколько шире и тяжелее, более низкого качества и имеет много отходов. Он чрезвычайно подвержен короблению во время сушки. Поэтому простое пиление или пиление насквозь оправдано только в случае с брёвнами очень низкого качества, когда все вышеперечисленные недостатки уже не особенно важны.
Поэтому простое пиление или пиление насквозь оправдано только в случае с брёвнами очень низкого качества, когда все вышеперечисленные недостатки уже не особенно важны.
Круговое пиление
При пилении по кругу сначала делается пропил, и бревно переворачивается на новую грань, распиливается, и переворачивается снова, до тех пор, пока не произойдет как минимум 5 переворотов. С финансовой точки зрения это наилучший способ для брёвен среднего и высокого качества, хотя в то же время на некоторых пилорамах осуществлять такой переворот бревна тяжело, а дневная производительность окажется невысокой. Разумеется, станок с гидравликой решает эту проблему.
Пиление бруса
Пиление бруса максимизирует производительность распиловочного станка (количество досок в день) и, как правило, применяется в промышленности при работе с брёвнами среднего и большого размеров. В этом случае бревно распиливается вначале как при пилении по кругу, но центральная часть бревна, которая может иметь размеры 18×23 или 25×25 и так далее либо передается в обработку на другой станок по технологической линии, либо продаётся как большой и тяжёлый брус. В основном, таким образом пилятся брёвна среднего и низкого качества, когда невозможно из центральной части бревна получить ценный пиломатериал. Таким образом, экономится время и усилия при производстве продукта не очень высокого качества и, следовательно, не очень высокой цены.
В основном, таким образом пилятся брёвна среднего и низкого качества, когда невозможно из центральной части бревна получить ценный пиломатериал. Таким образом, экономится время и усилия при производстве продукта не очень высокого качества и, следовательно, не очень высокой цены.
Решение о том, с какой стороны бревна начинать пиление, какую поверхность распила открыть первой — это самая важная часть распиловки. Делим бревно на 4 грани, каждая из которых протягивается по всей длине бревна и занимает определённую часть от его окружности. Выбор первой грани определяется положением всех других.
При пилении по кругу и пилении бруса действуют два основных правила:
Самая плохая грань бревна распиливается первой без всякого учёта конусности бревна. Учёт сбега бревна означает поднятие или наклон бревна таким образом, чтобы пила пилила параллельно коре. Поскольку это самая плохая часть бревна, это значит, что из неё получатся короткие доски и много горбыля. Так как мы не учитываем конусность бревна, это даёт нам возможность с противоположной, лучшей стороны бревна производить пиление параллельно коре, при этом не поднимая и не наклоняя бревно. Значит, из этой наилучшей части бревна выйдет больше досок высокого качества, к тому же совпадающих по длине с длиной бревна.
Значит, из этой наилучшей части бревна выйдет больше досок высокого качества, к тому же совпадающих по длине с длиной бревна.
Первой распиливать лучшую грань дерева, учитывая при этом конусность бревна. Это значит, что бревно нужно поднимать или наклонять так, чтобы первый пропил производился параллельно коре.
Конечный результат обоих методов будет примерно тот же самый, но у второго метода есть одно преимущество. В этом случае распиловщику легче вращать бревно, потому что открытая грань — самая чистая, на ней нет дефектов. В случае с первым правилом лучшая часть дерева — та часть, что противоположна открытой грани. Её не видно, и точно вращать бревно невозможно. Обычно, если древесина хорошего качества, то оба правила работают практически одинаково. Но если столкнуться с бревном похуже, лучше пользоваться вторым правилом.
Пиление древесины мягких сортов
Многие методы, используемые при пилении твёрдой древесины, подходят и для мягких сортов. Но есть и некоторые различия. Конечно, соображения безопасности должны преобладать над желанием произвести как можно больше продукта.
Конечно, соображения безопасности должны преобладать над желанием произвести как можно больше продукта.
Расположить бревно так, чтобы при пилении незначительные дефекты материала оказывались внутри пиломатериала, конечно, если эти дефекты не столь серьёзны, чтобы повлиять на прочность конечного продукта. Если возможно, надо пилить так, чтобы все сучья и дефекты располагались с одной стороны пиломатериала, в то время как другая сторона оставалась чистой. Правда, в случае со стройматериалами чистая поверхность не влияет на конечную цену продукта. А вот большие сучья или дефекты могут влиять на прочность конструкции.
Выбрать наихудшую сторону бревна и начинать пилить с неё, производя короткий пиломатериал. Первый пиломатериал будет наихудшим и, соответственно, он должен быть коротким, чтобы его можно было продать.
После того, как бревно распилено с плохой грани по всей длине бревна, надо перейти к противоположной грани, и пилить параллельно коре. С хорошей грани ширина распиливаемой доски должна быть не меньше 15 см. На меньших брёвнах — менее 30 см в диаметре, первая доска должна быть 10 см шириной. Огромные брёвна будут иметь меньше дефектов внутри и, следовательно, не нужно их переводить на большие строительные конструкции.
На меньших брёвнах — менее 30 см в диаметре, первая доска должна быть 10 см шириной. Огромные брёвна будут иметь меньше дефектов внутри и, следовательно, не нужно их переводить на большие строительные конструкции.
Следует всегда переворачивать бревно с одной грани на другую, если пиломатериал из новой грани будет лучшего качества, чем из той, которую только что пилили.
Брёвна из отходов. Надо распилить «ушки» за один проход пилы, потом переверните бревно на «брюшко», возможно, из него можно сделать хоть немного коротких досок.
Способы распиловки древесины
Радиальный и тангенсальный распилы
Радиальным называется распил, при котором плоскость разреза проходит через сердцевину ствола. Древесина таких досок довольно однородна по цвету и текстуре, межкольцевые размеры минимальны. Доски радиального распила устойчивы к внешним воздействиям, практически не подвергаются деформации и обладают высокой износостойкостью. Доска радиального распила имеет коэффициент усушки = 0,19%, а коэффициент разбухания = 0,2%. Эти показатели у пиломатериалов радиального распила вдвое лучше, чем у доски тангенциального распила.
Эти показатели у пиломатериалов радиального распила вдвое лучше, чем у доски тангенциального распила.
Поскольку выход досок радиального распила составляет 10 – 15% от общего объема, стоимость их довольно высока.
Фактура распила: 1 — тангенциальный распил; 2 — радиальный распил; 3 — полурадиальный распил.
Тангенcальным называется распил, при котором плоскость разреза проходит на расстоянии от сердцевины, по касательной к годичному слою ствола. Такие доски имеют ярко выраженную текстуру и насыщенный волнообразный рисунок годовых колец. Доски тангенcального распила имеют более высокие коэффициенты усушки и разбухания, но более доступны по цене.
Пороками древесины называются дефекты формы ствола (наросты, сбежистость, закомелистость и т. д.), естественные неоднородности строения древесины (сучки, сердцевина, крень, свилеватость и т.д.), нарушения целостности ее тканей по различным причинам (трещины, смоляные кармашки, червоточины, гнили и т.д.), окраски биологического химического происхождения (синева, продубина и т.д.), инородные включения, механические повреждения и дефекты обработки, снижающие качество древесины и ограничивающие ее использование.
д.), естественные неоднородности строения древесины (сучки, сердцевина, крень, свилеватость и т.д.), нарушения целостности ее тканей по различным причинам (трещины, смоляные кармашки, червоточины, гнили и т.д.), окраски биологического химического происхождения (синева, продубина и т.д.), инородные включения, механические повреждения и дефекты обработки, снижающие качество древесины и ограничивающие ее использование.
Наклон волокон — отклонение направления волокон от продольной оси материала (раньше назывался косослоем) Встречается у всех пород. Различают тангенциальный и радиальный наклон волокон.
Тяговая древесина — древесина некоторых лиственных пород (бука, тополя) с изменением строения в растянутой зоне стволов и сучьев, проявляющимся в резком увеличении ширины годичных слоев. Обнаруживается по ворсистости. Под действием цвета окрашивается в коричневый цвет.
Свилеватость — извилистое или беспорядочное расположение волокон древесины. Встречается у всех древесных пород, чаще у лиственных из материалов комлевой части ствола. Бывает волнистая и путаная.
Встречается у всех древесных пород, чаще у лиственных из материалов комлевой части ствола. Бывает волнистая и путаная.
Завиток — местное искривление годичных слоев около сучков или проростей. Бывает односторонний и сквозной. Он снижает прочность древесины.
Глазки — следы неразвившихся в побег спящих почек. Диаметр не превышает 5мм. Бывают разбросанные и групповые. По цвету: светлые и темные. Снижают прочность древесины.
Кармашек — плотность внутри или между годичными слоями, заполненная смлой или камедями.
Сердцевина — узкая центральная часть ствола, состоящая из рыхлой ткани бурого или более светлого , чем у окружающей древесины, цвета. На торцах сортимета наблюдаются пятна около 5ммразличной формы, на радиальной поверхности — в виде узкой полосы.
Смещенная сердцевина — эксцентричное расположение сердцевины, сопровождающееся свилеватостью.
Двойная сердцевина — наличие в сортименте 2 и более сердцевин с самостоятельными системами годичных слоев, окруженных с периферии одной общей системой.
Пасынок — оставшаяся в росте или отмершая вторая вершина, проходящая через сортимент под острым углом к его продольной оси на значительном проитяжении.
Сухобокость — участок поверхности ствола, омертвевший в процессе роста дерева как результат повреждения.
Прорость— зарастающая или заросшая рана
Рак — углубление или вздутие на поверхности растущего дерева в результате деятельности грибов или бактерий.
Ложное ядро — темная, неравномерно окрашенная зона, граница которой не совпадает с годичными слоями, отделенная от заболони темной каймой.
Пятнистость древесины — окраска заболони лиственных пород в виде пятен и полос, близкая по цвету к окраске ядра.
Внутренняя заболонь — смежные годичные слои, расположенные в зоне ядра, окраска и свойства их близки к окраске и свойствам заболони.
Водослой — участки ядра или спелой древесины с повышенным содержанием воды.
Виды распила древесины (радиальный, тангенциальный или рустикал)
Ассортимент предлагаемых пиломатериалов достаточно широк, продукция деревообработки различается по качеству, стоимости, а так же по видам распила древесины. Давайте более подробно разберемся какие существуют виды распила древесины, а для этого прежде рассмотрим в общих чертах что из себя представляет непосредственно технология распила леса.
Первым делом, исходное бревно циркулярной пилой превращается в лафет, пропиливая по его сторонам две плоскости. Если пропилены все стороны, то на выходе будет обрезной материал, который делится на брус, мелкий брус и доску обрезную. Строганным патронажем называют вагонку, половую доску, наличники и плинтусы. К клееным изделиям относят, к примеру, мебельные щиты.
Классификация поверхностей пиломатериала
После обработки на пилораме по типам классифицируются поверхности полученных пиломатериалов. В частности, широкой гранью называется пласть, концевой – торец, а узкие стороны – кромками. Пласть относится к наружной, если она была дальше расположена от середины бревна, соответственно ближняя классифицируется как внутренняя.
Пласть относится к наружной, если она была дальше расположена от середины бревна, соответственно ближняя классифицируется как внутренняя.
Распил древесины
Существуют следующие виды распила древесины: радиальный, тангенциальный или рустикал. В зависимости от габаритов поперечного сечения обрезной материал подразделяется на доску, брусья и бруски. Если ширина сечения вдвое превышает толщину, то это доска. Обрезной пиломатериал относится к брусьям, если размеры поперечного сечения больше 10 см. Отличительным признаком брусков является ширина, меньшая удвоенной толщины.
Основные габариты пиломатериалов
Существуют стандартные габариты пиломатериалов. Например, сечение бруса может быть 10х10, 10х15 или 15х15 см, а длина составляет 6 м. Отклонение от этих нормативов потребует оформления специального заказа, а также будет сопряжено с дополнительными финансовыми затратами. Наиболее дорогим является профилированный брус, изготавливаемый по самому высокому классу чистоты.
Доска обрезная может быть в толщину 2,5 см, 4 см или 5 см, в ширину 10 см, 15 см, а в длину составлять стандартные 6 м. Длина мелкого бруса, помимо типовой величины в 6 м, может быть равна также 3 м. Его сечение будет 4х4 см или 5х5 см. Побочным продуктом производства указанных пиломатериалов является горбыль, с одной стороны которого имеется пласть, а с противоположной – необработанная древесина.
Критерии выбора пиломатериалов
Перед тем как выбрать хорошие пиломатериалы, первым делом следует выяснить сорт предлагаемой древесины. Он может варьироваться от 4-го до 0-го в зависимости от числа сучков и их качества. Обязательно необходимо проверять длину пиломатериалов и размеры сечения. Если видны изгибы или поворотные деформации, то от покупки подобной продукции лучше воздержаться. Проверить ровность пиломатериалов можно, приложив натянутый шнурок.
Станочный распил древесины видео:
Виды распила оконного бруса
Деревянные евроокна ничуть не лишились своей популярности в связи с востребованностью конструкций из металлопластика. Напротив, статистика свидетельствует о том, что заказчики все чаще хотят видеть в своем доме рамы из дерева. Подобная тенденция вызвала бурный рост производства и продаж оконного бруса. Лиственница занимает лидирующие позиции в качестве сырья для экологически чистых блоков. И дело здесь не только в высоком качестве и долговечности материала. Такие деревянные стеклопакеты не подвержены грибку и относительно недороги. Конечно, дубовые рамы гораздо прочнее и им нет равных по красоте и стойкости, но купить окна из дуба не всем по карману.
Напротив, статистика свидетельствует о том, что заказчики все чаще хотят видеть в своем доме рамы из дерева. Подобная тенденция вызвала бурный рост производства и продаж оконного бруса. Лиственница занимает лидирующие позиции в качестве сырья для экологически чистых блоков. И дело здесь не только в высоком качестве и долговечности материала. Такие деревянные стеклопакеты не подвержены грибку и относительно недороги. Конечно, дубовые рамы гораздо прочнее и им нет равных по красоте и стойкости, но купить окна из дуба не всем по карману.
Подготовка древесины для производства окон
Каким бы крепким и выдержанным не был брус, для создания из него правильной заготовки для рам нужно провести особый распил дерева. От его технологии во многом зависит, каким будет ваше окно.
Существуют следующие виды распила древесины:
- тангенциальный
- радиальный
- полурадиальный
Мы изготавливаем деревянные окна из 3-слойного клееного бруса. Он производится методом сращивания древесных слоев между собой. Такое сырье предпочтительнее цельной древесины, так как имеет повышенную прочность, впечатляющую долговечность и доказанную стойкость к различного рода деформациям. Добиться столь высоких технических характеристик удается за счет совмещения разнонаправленных волокон нескольких слоев. Таким образом, получается крепкая связь в ламелях.
Он производится методом сращивания древесных слоев между собой. Такое сырье предпочтительнее цельной древесины, так как имеет повышенную прочность, впечатляющую долговечность и доказанную стойкость к различного рода деформациям. Добиться столь высоких технических характеристик удается за счет совмещения разнонаправленных волокон нескольких слоев. Таким образом, получается крепкая связь в ламелях.
Состав ламели бруса
При 3-слойном методе изготовления брус состоит из двух внешних ламелей и одной внутренней. Такой метод актуален, как для лиственницы, так и для сосны. Внешние поверхности имеют радиальный или полурадиальный распил, а внутренние ламели обрабатываются тангенциальным методом. Деревянные окна со стеклопакетом из клееного бруса позволяют сохранить красоту дерева и крепость конструкции на долгие годы. Радиальный распил делит ствол на две равные части, так как проходит точно через его сердцевину. Преимущество способа подготовки образца в получении однородной заготовки по текстуре и цвету, крепкой и устойчивой к деформациям. Эстетические характеристики заготовки также высоки: межкольцевые расстояния минимальные.
Эстетические характеристики заготовки также высоки: межкольцевые расстояния минимальные.
Технические характеристики досок при радиальном распиле
- гарантированная устойчивость к любым внешним воздействиям
- отсутствие чувствительности к механическим повреждениям и деформации
- высокие показатели износостойкости материала
- величина коэффициента усушки на уровне 0.19%
- показатель разбухания в районе 0.2%
Процедура просушки и разбухание идут поперек волокон, именно поэтому образец радиального распила практически лишен щелей, что существенно повышает его качество и эстетические характеристики.
Радиальные ламели составляют около 10-15% всего распила. Цена таких образцов высока. Использование специальных распилочных станков позволяет существенно повысить процент выхода радиального распила.
Особенности полурадиальной технологии обработки бруса
Этот метод позволяет получить заготовку на деревянные стеклопакеты из древесины в районе сердцевины. Это достаточно экономичный способ обработки бревна, так как выполняется с уклоном годовых колец в 45о.
Это достаточно экономичный способ обработки бревна, так как выполняется с уклоном годовых колец в 45о.
Свойства бруса тангенциального распила
Касательный разрез по отношению к годичным слоям с отступом от сердцевины получил название – тангенциальный распил бревна. Деревянные окна со стеклопакетом содержат такие образцы. Они обладают выраженной текстурой волокон и имеют волнообразный рисунок, образованный годовыми кольцами дерева. Параметры усушки и показатели разбухания таких образцов высоки, при этом по цене они более доступны, чем радиальные ламели.
Отличительные черты трех вариантов распила
Радиальный и тангенциальный вид распила относятся к продольному варианту обработки бревен. Именно он определяет конечный вид деревянной заготовки, влияет на ее узор и отличительные характеристики. Большая оригинальность рисунка присуща тангенциальному варианту обработки, но стабильнее является результат радиального распила, разновидностью которого признан полурадиальный вариант. Для последнего характерна особо мелкая текстура сырья, присущая молодой древесине.
Для последнего характерна особо мелкая текстура сырья, присущая молодой древесине.
Какая распиловка древесины наиболее приемлема для производства напольных покрытий?
Полы из радиальной доски древесины имеют очень однородный и равномерный внешний вид, так как на них отсутствует характерная для дерева узорчатая текстура. Поперечные радиальные лучи придают таким полам особый шарм.
При радиальном распиле древесины, годовые кольца находятся вертикально, а волокна на лицевой поверхности расположены практически параллельно друг другу. Благодаря этому, радиальная доска пола отличается повышенной стабильностью при изменении окружающей влажности и менее подвержена короблению, чем обычная половая доска.
А вот если говорить о тангенциальной распиловке, то мы имеет следующее:
тангенциальным называется распил, при котором плоскость разреза проходит на расстоянии от сердцевины, по касательной к годичному слою ствола. Такие доски имеют ярко выраженную текстуру и насыщенный волнообразный рисунок годовых колец. Любая древесина тангенциального распила имеют более высокие коэффициенты усушки и разбухания, она более подвержена перепадам температуры в помещении и вероятность растрескивания — выше.
Любая древесина тангенциального распила имеют более высокие коэффициенты усушки и разбухания, она более подвержена перепадам температуры в помещении и вероятность растрескивания — выше.
Таким образом мы получаем следующую картину: радиальный распил и ровнее, и красивее, и стабильнее — но стоит дороже, чем тангенциальный.
Почти все производители паркетной и массивной доски для пола работают с финишным и основным покрытием из радиальной распиловки, но можно встретить и тангенциальную. В этом случае, важно то, насколько стабильна сама порода дерева из которой изготовлены полы. К примеру, если это маслянистые экзотические породы — мербау, кемпас или ятоба, то вероятность растрескивания при перепадах температуры даже при тангенциальном распиле резко снижается и практически равна стабильности дуба, напиленном радиально.
Более того, большая часть экзотических пород настолько плотная, что не имеет красивого узорчатого рисунка годовых колец, как у европейских пород древесины, что также говорит о том, что такую древесину можно заготавливать более дешевым тангенциальным способом. Важно отметить, что при втором способе напила (тангенс) отходность снижается, что не может не повлиять и на конечную стоимость паркетной либо массивной доски.
Важно отметить, что при втором способе напила (тангенс) отходность снижается, что не может не повлиять и на конечную стоимость паркетной либо массивной доски.
Виды, основные характеристики и критерии выбора распила древесины
При выборе древесины для отделки, важно учитывать много параметров, влияющих на ее функции. Необходимо обратить внимание на влажность, сорт и породу дерева, подбирая его под конкретные условия. Кроме того, не стоит забывать о таком показателе, как – распил древесины. Это один из самых важных критериев, который указывает, как на прочность материала, так и на массу других показателей.
Чаще всего используется три вида распила древесины:
- Тангенциальный
- Радиальный
- Полурадиальный
А Вы знаете?
Цена готового материала может варьироваться не только из-за породы дерева, но и из-за других параметров, включая общую обработку и распил, для примера можно посмотреть каталог пиломатериалов.
Тангенциальный распил
Тангенциальный распил древесины получается из места, которое находится чуть дальше от сердцевины бревна. К плюсам такого распила относятся: глубокий насыщенный цвет изделия и красивая текстура дерева. К минусам можно отнести небольшую сопротивляемость деформации и разбухание (возможно с течением времени).
Материал из тангенциального распила выбирают по причине внешнего вида. Разумеется, использование подобных заготовок в уличных условиях крайне не желательно. Древесина быстро испортится и перестанет радовать вас, как в эстетическом, так и в практичном плане. Поэтому, подобные материалы больше всего подходят для помещений, где на них не будет воздействовать природа.
Радиальный распил
Радиальный распил осуществляется практически в самом центре бревна. Этот вид распила принято считать самым оптимальным, потому что благодаря нему получаются лучшие материалы, способные противостоять гниению, деформации и усушке.
Но, как не странно, изделия из радиального распила не имею такой популярности, как остальные заготовки. А все из-за того, что у данного товара более высокая рыночная стоимость, за счет меньших объемов во время производства (из одного бревна получается примерно 25% радиального распила). Поэтому, несмотря на прочность и износостойкость, приоритет остается у более дешевых пиломатериалов.
А все из-за того, что у данного товара более высокая рыночная стоимость, за счет меньших объемов во время производства (из одного бревна получается примерно 25% радиального распила). Поэтому, несмотря на прочность и износостойкость, приоритет остается у более дешевых пиломатериалов.
Полурадиальный распил
Полурадиальный распил получается из необычного способа обработки бревна. Он осуществляется под наклоном до 45 градусов, за счет чего, количество продукции значительно увеличивается. Конечно, итоговое качество материала получается хуже, чем при использовании радиального распила. Но все-таки, это уже не так критично, как красивая, но слабая древесина из тангенциального распила.
Выбор облицовочного материала зависит от многих параметров, целей и бюджета. Если вы хотите иметь долговечный объект, то лучше потратиться на доски из радиального распила, которые прослужат вам долгое время.
По итогу, можно выделить следующие типы требований к материалу:
- Сорт древесины
- Влажность
- Природные качества дерева
- Обработка, включающая в себя вид распила древесины
Также, нужно внимательно посмотреть на заготовки, прежде чем их покупать. Ведь, иногда дешевый вид распила может оказаться в одном месте с более дорогим, и вы купите не то, что хотели. Кроме того, рекомендуется узнать у продавца об условиях хранения материалов и спросить о документах, в которых указана информация о продукции (вид дерева, происхождение).
Ведь, иногда дешевый вид распила может оказаться в одном месте с более дорогим, и вы купите не то, что хотели. Кроме того, рекомендуется узнать у продавца об условиях хранения материалов и спросить о документах, в которых указана информация о продукции (вид дерева, происхождение).
Важно!
В нашей стране пиломатериалы не подлежат обязательной сертификации, поэтому ее может не оказаться у продавца. Однако серьезный и добросовестный предприниматель обязательно имеет сертификат, подтверждающий, что его изделия сделаны по ГОСТу.
Если вы видите, что древесина в магазине имеет сколы, срезы, или иные явные дефекты, то это говорит о производственном браке. Чаще всего виновато устаревшее оборудование, которое недобросовестные изготовители не хотят менять. Любые повреждения на заготовке могут повлиять на ее прочность и долговечность, поэтому лучше всего приобретать товары у проверенных магазинов.
Структура дереваМикроскопическая структура и текстура древесины*** Все изображения и иллюстрации защищены авторским правом *** Микроскопическая ячеистая структура древесины, включая годовые кольца и лучи, создает характерные структуры волокон у разных пород деревьев.
В стволе дерева вся ткань внутри слоя камбия до центра дерева — это ксилема или древесина. Подъем воды в стеблях растений Вода часто выводится через специальные поры в листьях и стеблях, называемые гидатодами, в результате давления корней в ткани ксилемы.Этот процесс называется гуттацией и встречается у многих видов растений. Когда влажность почвы высокая, а транспирация низкая, вода проникает в корни и может вытесняться из концов жилок на листьях, образуя капли воды. Это также может происходить ночью, когда транспирация обычно отключена. Классический пример потрошения — это капли на кончиках листьев травы по утрам. Это не конденсат (роса) из воздуха.
Давление корней не может адекватно объяснить подъем воды в стеблях растений. Фактически, давление, необходимое для нагнетания воды вверх по высоким стеблям, значительно превышает силу давления корней. Подъем воды в стеблях растений является функцией полярности молекул воды и малого диаметра трахеид и сосудов в ткани ксилемы. Молекулы воды имеют положительный и отрицательный конец и буквально слипаются (сцепляются), как молекулярные магниты. Когда вода ограничивается трубами с очень маленьким отверстием, сила сцепления между молекулами воды очень велика. Чтобы разрушить столб молекул воды, необходимо напряжение до 3000 фунтов на квадратный дюйм.Это примерно эквивалентно силе, необходимой для разрыва стальной проволоки того же диаметра. В некотором смысле сцепление молекул воды придает им физические свойства сплошных проводов. Подъем воды в стеблях растений нельзя сравнивать с вакуумным насосом, потому что максимальная высота вакуумного насоса составляет всего 34 фута. Когда вода испаряется из клеток мезофилла листа и диффундирует из устьиц (транспирация), вовлеченные клетки развивают более низкий водный потенциал, чем соседние клетки.Поскольку в этом случае соседние клетки имеют соответственно более высокий водный потенциал, замещающая вода перемещается в первые клетки посредством осмоса. Это продолжается через ряды клеток мезофилла, пока не будет достигнута небольшая жилка. Каждая малая вена соединена с большей жилкой, а большие жилки соединены с основной ксилемой в стебле, которая, в свою очередь, связана с ксилемой в корнях, которые получают воду через осмос из почвы.
По словам Джорджа Коха из Университета Северной Аризоны и его сотрудников, может быть ограничение на максимальную высоту высоких деревьев.[Koch, G.W., Sillett, S.C., Jennings, G.M. И Дэвис, С.Д., 2004. «Пределы высоты дерева». Nature 428: 851-854.] Они поднялись на вершину самых высоких секвойи и измерили водный потенциал и фотосинтез в самых высоких ветвях. Они пришли к выводу, что гравитация начинает побеждать сцепление воды на высоте примерно 110 метров (360 футов). Это значение коррелирует с летописью окаменелостей для высоких деревьев высотой около 120 метров. Водородные связи между молекулами воды становятся недостаточно прочными, чтобы удерживать связную массу молекул воды под листьями.Кроме того, уменьшение водного потенциала клеток листа вызывает закрытие устьиц, что ограничивает потерю воды и доступность углекислого газа. Самый высокий из ныне живущих секвойи калифорнийского побережья ( Sequoia sempervirens ) на рекордных 379 футов (116 м), что на 64 фута (20 м) выше Статуи Свободы. Калифорнийские секвойи не уступают по размеру
изумительное цветущее австралийское дерево ( Eucalyptus regnans ).Рекорд самого высокого дерева всех времен обсуждался ботаниками на протяжении веков. Некоторые удивительные утверждения о возвышающейся пихте Дугласа ( Pseudotsuga menziesii ) и E. regnans , превышающей 400 футов (122 м), никогда не были подтверждены квалифицированным геодезистом. В 1872 году Уильям Фергюсон сообщил об упавшем E. regnans 18 футов (5,5 м) в диаметре и 435 футов (132 м), что сделало его самым высоким (или, возможно, самым длинным) мертвым деревом. Согласно монографии Стэна Келли о Eucalyptus (Том 1 из Eucalypts , 1977), деревья E.
Недавняя статья в Science Vol. 291 (26 января 2001 г.) N.M. Holbrook, M. Zwieniecki и P. Melcher предполагает, что клетки ксилемы могут быть чем-то большим, чем просто инертными трубками. Они кажутся очень сложной системой для регулирования и отвода воды к определенным участкам растения, которые больше всего нуждаются в воде.Эта предпочтительная проводимость воды включает направление и перенаправление молекул воды через отверстия (поры) в соседних стенках клеток, называемых ямками. Ямы выстланы ямочной мембраной, состоящей из целлюлозы и пектинов. По словам исследователей, этот контроль движения воды может включать пектиновые гидрогели, которые служат для склеивания смежных клеточных стенок вместе. Одно из свойств полисахаридных гидрогелей — набухать или сжиматься из-за впитывания. «Когда пектины набухают, поры в мембранах сжимаются, замедляя поток воды до тонкой струйки.Но когда пектины сжимаются, поры могут широко открыться, и вода устремляется через мембрану ксилемы к жаждущим листьям наверху ». Сироп из сахарного клена (Acer saccharum) У сахарного клена ( Acer saccharum ), лиственного дерева на Среднем Западе и востоке США, клетки заболони у основания дерева производят большое количество сахара в конце зимы и в начале весны.Сладкий сок является результатом превращения крахмала, накопленного в течение предыдущего вегетационного периода, в сахара в течение зимы, в основном в лучевых клетках. В марте и апреле, когда земля оттаивает и сок разливается, в заболони у основания ствола просверливают отверстия. В отверстие вставляется трубка или патрубок (называемый спиралью), а под ним подвешивается ведро. Водянистый сок стекает по спирали в ведро. Сок уваривают до достижения желаемой консистенции для кленового сиропа.Большинство коммерческих сиропов подслащены и загущены кукурузным сиропом и водорастворимыми камедями (такими как целлюлозная камедь). Обычно они окрашены и приправлены карамельным красителем и натуральным или искусственным ароматизатором клена.
Древесина разрезается продольно в двух разных плоскостях: тангенциальной и радиальной.Тангенциальные сечения делают перпендикулярно лучам и касательными к годовым кольцам и торцу бревна.
Радиальные сечения делают по лучам или радиусу бревна, перпендикулярно годичным кольцам. Этот рубанок также называют пиломатериалом, распиленным на четверть, потому что бревна на самом деле разрезаются на четвертинки. Кольца выглядят как близко расположенные параллельные полосы.Лучи выглядят как разбросанные пятна. Этот самолет очень красив в лиственных породах, таких как дуб. Поскольку из бревна можно вырезать относительно немного больших, идеальных досок, распиленных на четверть, они стоят дороже.
Все три плоскости показаны на следующей трехмерной иллюстрации:
На следующем рисунке показаны два способа продольной (продольной) резки бревен на лесопилке.На схеме «А» показано бревно, разрезанное на доски по касательной. Тангенциальный распил также называют пиломатериалом, распиленным по прямой или пиленым.
Узлы — это основания боковых ветвей (конечностей), которые были полностью покрыты ростом новой ткани ксилемы, производимой камбиевым слоем ствола.Сучковатые сосновые доски из сосны домовой ( Pinus contorta ) и других пород делают привлекательную облицовку стен и мебель.
Толстый внешний слой коры на стволе дерева состоит из пробковых пробковых ячеек, содержащих восковое водонепроницаемое покрытие, называемое суберином. Толстый пробковый слой или феллем создается специальным меристематическим слоем (за пределами слоев камбия и флоэмы), называемым феллогеном.
Окаменелое красное дерево в Йеллоустонском национальном парке
Окаменелое дерево возле Камерона, Аризона
|
 Структура волокон также определяется плоскостью, в которой бревна распиливаются на лесопилке. В поперечном или поперечном сечении годовые кольца выглядят как концентрические полосы с лучами, выходящими наружу, как спицы колеса.
Структура волокон также определяется плоскостью, в которой бревна распиливаются на лесопилке. В поперечном или поперечном сечении годовые кольца выглядят как концентрические полосы с лучами, выходящими наружу, как спицы колеса. Меньшая серия концентрических колец (узелок) внизу фото представляет собой боковую ветвь, встроенную в основной ствол.
Меньшая серия концентрических колец (узелок) внизу фото представляет собой боковую ветвь, встроенную в основной ствол. Разница между влажным и засушливым сезонами для большинства деревьев слишком незначительна, чтобы сделать заметные различия в размере ячеек и плотности между влажным и сухим сезонным ростом. По словам геохимика из Принстонского университета Паскаля Пуссара, у тропической древесины лиственных пород есть «невидимые кольца». Она и ее коллеги изучили дерево без колец ( Miliusa velutina ) в Таиланде. Их команда использовала рентгеновские лучи в Национальном синхротронном источнике света Брукхейвена, чтобы посмотреть на кальций, поглощаемый клетками в течение вегетационного периода.Существует явная разница между содержанием кальция в древесине во время влажного и сухого сезонов, что выгодно отличается от измерений изотопов углерода. Показатель кальция можно определить за один день в синхротронной лаборатории по сравнению с четырьмя месяцами в изотопной лаборатории.
Разница между влажным и засушливым сезонами для большинства деревьев слишком незначительна, чтобы сделать заметные различия в размере ячеек и плотности между влажным и сухим сезонным ростом. По словам геохимика из Принстонского университета Паскаля Пуссара, у тропической древесины лиственных пород есть «невидимые кольца». Она и ее коллеги изучили дерево без колец ( Miliusa velutina ) в Таиланде. Их команда использовала рентгеновские лучи в Национальном синхротронном источнике света Брукхейвена, чтобы посмотреть на кальций, поглощаемый клетками в течение вегетационного периода.Существует явная разница между содержанием кальция в древесине во время влажного и сухого сезонов, что выгодно отличается от измерений изотопов углерода. Показатель кальция можно определить за один день в синхротронной лаборатории по сравнению с четырьмя месяцами в изотопной лаборатории. Вся ткань вне слоя камбия (включая слои флоэмы и пробки) — это кора. Некоторые ботаники предпочитают использовать термин phellem для обозначения слоя пробковой коры, потому что он развивается из особого меристематического слоя за пределами флоэмы, называемого феллогеном. Древесина ствола дерева в основном состоит из мертвой ткани ксилемы. Более темная центральная область называется сердцевиной. Клетки этой области больше не проводят воду. Они кажутся темнее, потому что часто содержат смолы, камеди и дубильные вещества. Более светлая и молодая часть древесины ближе к камбию называется заболонью.Хотя они мертвы, клетки в этом регионе служат крошечными трубопроводами для отвода воды и минералов из почвы. Клетки ксилемы живы, когда они изначально продуцируются меристематическим камбием, но когда они фактически становятся функционирующими водопроводящими клетками (трахеидами и сосудами), они теряют свое клеточное содержимое и становятся полыми микроскопическими трубками с одревесневшими стенками.
Вся ткань вне слоя камбия (включая слои флоэмы и пробки) — это кора. Некоторые ботаники предпочитают использовать термин phellem для обозначения слоя пробковой коры, потому что он развивается из особого меристематического слоя за пределами флоэмы, называемого феллогеном. Древесина ствола дерева в основном состоит из мертвой ткани ксилемы. Более темная центральная область называется сердцевиной. Клетки этой области больше не проводят воду. Они кажутся темнее, потому что часто содержат смолы, камеди и дубильные вещества. Более светлая и молодая часть древесины ближе к камбию называется заболонью.Хотя они мертвы, клетки в этом регионе служат крошечными трубопроводами для отвода воды и минералов из почвы. Клетки ксилемы живы, когда они изначально продуцируются меристематическим камбием, но когда они фактически становятся функционирующими водопроводящими клетками (трахеидами и сосудами), они теряют свое клеточное содержимое и становятся полыми микроскопическими трубками с одревесневшими стенками.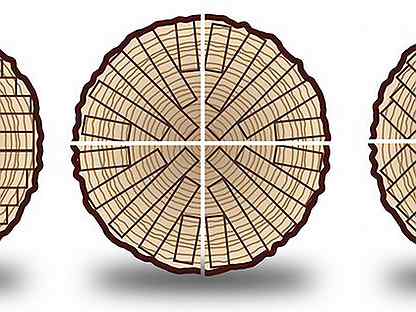 Более подробно строение стеблей растений объясняется в следующей статье.
Более подробно строение стеблей растений объясняется в следующей статье. Кроме того, давление корней не действует при низкой влажности почвы, и даже при высокой влажности почвы она слишком слабая, чтобы заставить поливать высокое растение. Молекулы воды фактически вытягиваются из листьев через мельчайшие трубчатые клетки ткани ксилемы.
Кроме того, давление корней не действует при низкой влажности почвы, и даже при высокой влажности почвы она слишком слабая, чтобы заставить поливать высокое растение. Молекулы воды фактически вытягиваются из листьев через мельчайшие трубчатые клетки ткани ксилемы. Транспорт воды в несосудистых растениях без трахеид и сосудов осуществляется в основном за счет осмоса и впитывания, когда вода просто впитывается в ткань растения, как губка.Это объясняет подъем воды в мхах и печеночниках (тип Bryophyta), но не учитывает подъем воды в высоких деревьях и кустарниках. Следующее объяснение подъема воды в растениях резюмируется на основе транспирационной теории притяжения-сцепления, также известной как теория сцепления-натяжения:
Транспорт воды в несосудистых растениях без трахеид и сосудов осуществляется в основном за счет осмоса и впитывания, когда вода просто впитывается в ткань растения, как губка.Это объясняет подъем воды в мхах и печеночниках (тип Bryophyta), но не учитывает подъем воды в высоких деревьях и кустарниках. Следующее объяснение подъема воды в растениях резюмируется на основе транспирационной теории притяжения-сцепления, также известной как теория сцепления-натяжения: По мере того, как происходит транспирация, она создает «притяжение» или напряжение в водяных столбах, перетягивая воду от одной молекулы к другой через весь промежуток между клетками ксилемы.Сплоченность, необходимая для перемещения воды на вершину 300-футового красного дерева, является значительной.
По мере того, как происходит транспирация, она создает «притяжение» или напряжение в водяных столбах, перетягивая воду от одной молекулы к другой через весь промежуток между клетками ксилемы.Сплоченность, необходимая для перемещения воды на вершину 300-футового красного дерева, является значительной. Молекулы воды должны буквально расти вместе с растением, чтобы образовывать непрерывные цепочки внутри ксилемных трубок.
Молекулы воды должны буквально расти вместе с растением, чтобы образовывать непрерывные цепочки внутри ксилемных трубок. regnans были измерены в высоту более 300 футов (91 м), но самое высокое дерево, которое, как известно, стоит в настоящее время, составляет 322 фута (98 м). Поскольку E. regnans — это цветущее растение (покрытосеменное), у него есть сосуды и трахеиды, тогда как голосеменные растения, такие как секвойи, имеют трахеиды, но не имеют сосудов. Интересно поразмышлять о том, какое из этих двух деревьев имеет самый высокий потенциал роста.
regnans были измерены в высоту более 300 футов (91 м), но самое высокое дерево, которое, как известно, стоит в настоящее время, составляет 322 фута (98 м). Поскольку E. regnans — это цветущее растение (покрытосеменное), у него есть сосуды и трахеиды, тогда как голосеменные растения, такие как секвойи, имеют трахеиды, но не имеют сосудов. Интересно поразмышлять о том, какое из этих двух деревьев имеет самый высокий потенциал роста.
 Они часто кажутся темнее и гуще, чем чистый кленовый сироп. Кленовый сахар получают из выпаренного кленового сиропа.
Они часто кажутся темнее и гуще, чем чистый кленовый сироп. Кленовый сахар получают из выпаренного кленового сиропа. Этот рубанок еще называют слэб-распилом. Годовые кольца имеют неправильную волнистую форму. Это плоскость, в которой на лесопилке распиливается большая часть пиломатериалов. При изготовлении фанеры тонкие листы шпона отслаиваются от вращающегося ствола дерева. Листы шпона склеены между собой волокнами каждого листа под прямым углом друг к другу. Нечетное количество листов дает 3-слойные и 5-слойные доски.Чередование листов значительно увеличивает прочность и долговечность фанерного бруса. С помощью современных клеев частицы и щепа древесины также склеиваются вместе, образуя прочную древесно-стружечную плиту. Различные сорта ДСП содержат древесную стружку разного размера. ДВП отличается от ДСП тем, что используются древесные волокна, а не древесная стружка.
Этот рубанок еще называют слэб-распилом. Годовые кольца имеют неправильную волнистую форму. Это плоскость, в которой на лесопилке распиливается большая часть пиломатериалов. При изготовлении фанеры тонкие листы шпона отслаиваются от вращающегося ствола дерева. Листы шпона склеены между собой волокнами каждого листа под прямым углом друг к другу. Нечетное количество листов дает 3-слойные и 5-слойные доски.Чередование листов значительно увеличивает прочность и долговечность фанерного бруса. С помощью современных клеев частицы и щепа древесины также склеиваются вместе, образуя прочную древесно-стружечную плиту. Различные сорта ДСП содержат древесную стружку разного размера. ДВП отличается от ДСП тем, что используются древесные волокна, а не древесная стружка. Доска состоит из пяти слоев шпона, склеенных между собой под прямым углом.
Доска состоит из пяти слоев шпона, склеенных между собой под прямым углом. Поскольку плотные темные летние полосы (годовые кольца) расположены близко друг к другу, эта плоскость также более износостойкая.
Поскольку плотные темные летние полосы (годовые кольца) расположены близко друг к другу, эта плоскость также более износостойкая.
 На схеме «B» показано бревно, разрезанное на доски радиально. Радиальный распил также называется пиломатериалом на четверть пиломатериала, потому что бревно фактически разрезается на четвертинки.
На схеме «B» показано бревно, разрезанное на доски радиально. Радиальный распил также называется пиломатериалом на четверть пиломатериала, потому что бревно фактически разрезается на четвертинки. Кора снимается со стволов, чтобы получить коммерческий источник пробки.Пробки от бутылок обычно разрезают так, чтобы чечевички находились под прямым углом к пробке (см. Гвоздь через чечевицу на фото).
Кора снимается со стволов, чтобы получить коммерческий источник пробки.Пробки от бутылок обычно разрезают так, чтобы чечевички находились под прямым углом к пробке (см. Гвоздь через чечевицу на фото). Вулканические извержения в этом регионе в эпоху эоцена (50 миллионов лет назад) вызвали массивные оползни в горные и долинные реки.Смесь пепла, воды и песка погребла целые леса, в том числе секвойи, очень похожие на деревья прибрежной Калифорнии. До того, как древесина разложилась, шелк из вулканического грязевого потока заменял содержимое клеток (люмены), буквально создавая леса из камня. В отличие от других окаменелых пород древесины, которые полностью заменены минералами, окаменевшая древесина этого региона имеет одревесневшие клеточные стенки исходной ткани ксилемы, которые все еще не повреждены. Справа: кусок окаменелого дерева (возможно, красного дерева) возрастом 50 миллионов лет из соседней долины Ламар по сравнению с куском недавней мертвой древесины.Оба являются радиальными сечениями с параллельными годичными кольцами. Можете ли вы определить, какая часть окаменела?
Вулканические извержения в этом регионе в эпоху эоцена (50 миллионов лет назад) вызвали массивные оползни в горные и долинные реки.Смесь пепла, воды и песка погребла целые леса, в том числе секвойи, очень похожие на деревья прибрежной Калифорнии. До того, как древесина разложилась, шелк из вулканического грязевого потока заменял содержимое клеток (люмены), буквально создавая леса из камня. В отличие от других окаменелых пород древесины, которые полностью заменены минералами, окаменевшая древесина этого региона имеет одревесневшие клеточные стенки исходной ткани ксилемы, которые все еще не повреждены. Справа: кусок окаменелого дерева (возможно, красного дерева) возрастом 50 миллионов лет из соседней долины Ламар по сравнению с куском недавней мертвой древесины.Оба являются радиальными сечениями с параллельными годичными кольцами. Можете ли вы определить, какая часть окаменела? Вероятно, они происходят из формации Чинле, относящейся к триасу, примерно 220 миллионов лет назад.
Вероятно, они происходят из формации Чинле, относящейся к триасу, примерно 220 миллионов лет назад. Разрешающая способность невооруженного человеческого глаза с зрением 20-20 мкм составляет около 70 мкм. Поэтому ячеистая деталь на изображенном выше фрагменте дерева невидима невооруженным глазом.
Разрешающая способность невооруженного человеческого глаза с зрением 20-20 мкм составляет около 70 мкм. Поэтому ячеистая деталь на изображенном выше фрагменте дерева невидима невооруженным глазом. Х. и Э. Бейли. 1976. Hortus Third. Macmillan Publishing Company, Inc., Нью-Йорк.
Х. и Э. Бейли. 1976. Hortus Third. Macmillan Publishing Company, Inc., Нью-Йорк. Prentice-Hall, Inc., Энглвуд Клиффс, Нью-Джерси.
Prentice-Hall, Inc., Энглвуд Клиффс, Нью-Джерси.Технология перетаскивания или тангенциального ножа
Режущая техника
В настоящее время информация о технологиях резки в режущих плоттерах повсюду. Он доходит до нас через профессиональные отраслевые журналы, брошюры, социальные сети или просто через устный маркетинг. И, возможно, маленькая птичка могла бы рассказать вам о технологии скользящего или тангенциального ножа.Но, несмотря на перегрузку информации из вышеупомянутых каналов, в чем именно заключаются эти технологии резки?
Как работает технология скользящего ножа?
Наиболее часто используемая технология резки для плоттеров — это скользящий нож или поворотный нож . Чтобы объяснить, что это такое и как работает, я обычно использую тракторный плуг в качестве аналогии.
Чтобы объяснить, что это такое и как работает, я обычно использую тракторный плуг в качестве аналогии.
Первый общий фактор, который у них есть, — это то, что оба инструмента, волочильный нож и плуг, «протаскиваются» через подложку.Для плуга это будет земля или грязь, а для ножа — винил или фольга.
Второй общий фактор заключается в том, что оба инструмента управляются внешними элементами. Что касается плуга, это будет трактор, который совершает движение, буквально «тянет» плуг, чтобы сориентироваться в правильном направлении. Для подвижного ножа это будет комбинация движения режущей головки и движения носителя. Оба движения позволяют ножу смотреть в правильном направлении, потому что сам нож может свободно вращаться в держателе ножа.
Учитывая это, можно спросить себя: как можно делать такие острые углы, используя нож?
Это может показаться шоком, но на самом деле вы никогда не сделаете острых углов ножом.
Скребок должен совершать определенные движения в каждом углу без возможности оторваться от носителя, чтобы образовать «острый» угол. По крайней мере, такова теория. Поскольку все эти лишние движения выполняются на мизерном уровне, увидеть это невооруженным глазом практически невозможно.По-своему перетаскивающий нож может просто помочь, в зависимости от материала для печати и вида работы, которую вы хотите разрезать.
По крайней мере, такова теория. Поскольку все эти лишние движения выполняются на мизерном уровне, увидеть это невооруженным глазом практически невозможно.По-своему перетаскивающий нож может просто помочь, в зависимости от материала для печати и вида работы, которую вы хотите разрезать.
Как подвижный нож реагирует на медиа?
Скребок определенно является инструментом, который можно использовать для вырезания дизайнов для рекламных щитов, световых коробов, оконной графики и т. Д. Однако, в зависимости от толщины носителя, искажения или отклонения в углах становятся более заметными. Иногда слегка закругленные углы или носитель выталкивается вверх, в зависимости от того, насколько мягкий или жесткий носитель.Некоторые могут указать на то, что давление, которое вы можете использовать для технологии перетаскивания, ограничено, и это правда. Однако в этом есть определенная логика. Затем для более толстых и твердых сред обычно используются более высокие давления. Но технология скользящего ножа просто не очень подходит для резки таких жестких материалов.
Но технология скользящего ножа просто не очень подходит для резки таких жестких материалов.
Какие преимущества?
Хотя технология скользящего ножа имеет свои ограничения, она по-прежнему является мощной и широко используемой технологией. Вот почему SummaCut Series — одна из самых популярных серий когда-либо созданных резаков для винила.Он предлагает мощную технологию с высокоскоростной режущей головкой, легендарным отслеживанием и оптической системой позиционирования по очень доступной цене. Узнайте, как можно надежно и без усилий резать винил по выгодной цене с серией SummaCut.
Как работает технология тангенциального ножа?
В ответ на ограничения технологии скользящего ножа и конкретные потребности пользователя Summa разработала технологию тангенциального ножа .Вместо свободно вращающегося ножа тангенциальный нож будет управляться двигателем. Этот внешний двигатель буквально позиционирует нож под правильным углом. В то время как скользящий нож остается в материале все время во время резки, эта тангенциальная технология поднимает нож с материала, вращает его и опускает обратно в материал.
В то время как скользящий нож остается в материале все время во время резки, эта тангенциальная технология поднимает нож с материала, вращает его и опускает обратно в материал.
Как тангенциальный нож реагирует на среду?
Результатом использования технологии тангенциального ножа станут углы идеальной формы на тонких носителях, а также на толстых и жестких носителях.Поскольку нет никаких сил сопротивления, которые будут влиять на траекторию ножа. Тангенциальная технология обеспечивает гораздо более высокое давление резания и позволяет использовать более длинные ножи по сравнению с технологией скользящего ножа. В результате пользователь сможет резать более толстые и твердые носители с такой же детализацией и качеством, как если бы он резался на тонких носителях. Эта технология обычно используется на планшетных режущих машинах , используется для резки толстых материалов. Для получения высококачественной резки в таких областях, как напольная графика, графика транспортных средств, текстиль, пескоструйная обработка, дорожные знаки и знаки безопасности и многое другое, мы настоятельно рекомендуем использовать режущий станок с технологией тангенциального ножа.
Summa и технология тангенциального ножа
И хотя хвастовство не является привлекательным качеством, но честность — это так! Только один производитель может разрабатывать режущие головки с использованием этой замечательной технологии резки True Tangential: Summa с серией S Class 2 T (Tangential)! Кроме того, эти высокотехнологичные тангенциальные режущие головки имеют небольшие размеры и достаточно легкие, чтобы их можно было разместить на роликовом плоттере. Фрезы для винила и контурной резки S-класса 2 обеспечивают вам непревзойденную тангенциальную технологию и непревзойденную точность высечки, не имеющую аналогов в своем классе.
Единственное другое режущее устройство, которое вы найдете с этой передовой тангенциальной технологией, — это плоские режущие машины. С планшетным режущим станком не будет ограничений по размеру или весу режущей головки. (Если вас интересует универсальный планшетный отрезной станок, Summa предлагает их различных размеров. Если вам интересно узнать больше, обратите внимание на Summa F Series).
Какие преимущества?
Одним из многих преимуществ ножей Summa является точный контроль глубины.Многие думают, что технология тангенциальной резки пригодна только для обработки толстых материалов. Однако способ, которым Summa реализовал эту технологию на своих режущих плоттерах, позволяет оператору устанавливать глубину резки так же точно, как толщину человеческого волоса.
Еще одним преимуществом этой технологии является легкость удаления виниловых деталей. Поскольку каждый угол имеет идеальную форму и обрезан с помощью функции перерезания, удаление лишнего материала будет происходить на ветру.Даже нарезка мельчайших деталей на толстоламинированном носителе становится детской игрой.
И последнее, но не менее важное: я хотел бы отметить, что перфорирование материала и создание линий отрыва с помощью функции Summa FlexCut настолько надежны на тангенциальном станке, что вы можете безопасно добавлять это в свои работы. При этом ограничения сводятся к голому, незаметному минимуму, а возможности настолько высоки, насколько позволяет ваше воображение! Принимая во внимание все эти преимущества, все пользователи тангенциального резака скажут одно и то же: «Не сомневайтесь и положитесь на тангенциальный резак. Нет ничего подобного! Вы никогда не пожалеете о выборе! »
Нет ничего подобного! Вы никогда не пожалеете о выборе! »
Сделайте выбор, о котором не пожалеете, ознакомьтесь с серией Summa S Class 2 для получения дополнительной информации.
Саморез против тангенциального резака
При выборе плоттеров или режущих головок для фрезерного станка вы должны подумать, какой вариант резки лучше всего подходит для ваших нужд: скользящее или тангенциальное лезвие. Вы можете знать или не знать, что выбрать. Давайте разберемся в различиях между лобовыми и тангенциальными резцами.
Перетащите лезвие
В настоящее время на рынке большинство плоттеров состоит из перетяжек. Это означает, что лезвие находится в «фиксированном» положении, которое никогда не покидает поверхность носителя после начала процесса резки. Для большинства приложений это надежный и эффективный способ резки материалов.
Скребок обычно используется для конструкций, не требующих большого давления, например для световых коробов, рекламных щитов, оконной графики и т. Д. Он не очень подходит для жестких / более толстых оснований.Движение поверхности материала и лезвия объединяются, чтобы создать разрез. Оба этих движения в сочетании позволяют лезвию смотреть в правильном направлении, так как нож может свободно вращаться в держателе лезвия.
Д. Он не очень подходит для жестких / более толстых оснований.Движение поверхности материала и лезвия объединяются, чтобы создать разрез. Оба этих движения в сочетании позволяют лезвию смотреть в правильном направлении, так как нож может свободно вращаться в держателе лезвия.
Тангенциальное лезвие
Однако тангенциальное лезвие управляется двигателем и фактически захватывает и вращает лезвие. Расцепляя и вращая, лезвие может успешно резать углы 90 градусов. Лезвие позволяет резать с невероятной точностью мелкий текст, шрифты и дизайн, а также обеспечивает лучший контроль глубины.Идеально для использования тангенциального ножа для более толстых и твердых материалов, таких как графика автомобилей и пола, дорожные знаки и знаки безопасности, текстиль и т. Д.
Почему бы не выбирать каждый раз тангенциальный? Это более дорогой технологический вариант, и в зависимости от вашего бюджета или требований клиентов в нем может быть нет необходимости. Однако для производителей графики, желающих улучшить свой нынешний плоттер, это отличный вариант, с которым вы, возможно, не сталкивались.
Summa Technology
Чтобы узнать больше о технологиях и возможностях блейд-серверов, посетите страницу Summa.Вы также можете увидеть новую серию S Class 2, которая будет представлена на виртуальной выставке аппаратных аксессуаров Grimco 18 июня.
Не забудьте RSVP на виртуальную выставку, где представлены
плоттеров, ламинаторов и других аппаратных принадлежностей!
◀ Назад ко всем статьям Оборудование и программное обеспечение Grimco ▶
Модуль тангенциальной резки TCM-4 | DamenCNC B.V.
TCM-4 — это обрабатывающий блок для станков с ЧПУ, предназначенный для резки различных материалов, таких как фольга и флокирующие материалы.Поскольку лезвие вращается с помощью исполнительного механизма в каждом направлении резки, даже небольшие контуры и надписи обрабатываются точно и быстро. Сила прижима скользящего башмака может быть точно отрегулирована.
Состав компонентов:
- НОВАЯ и улучшенная версия ТСМ-3
- Усилие прессования можно точно регулировать; плавная регулировка глубины резания
- Прочный металлический (алюминиевый) корпус, обработанный на станке с ЧПУ
- Прецизионная кинематика
- Оптоэлектронное бесконтактное определение положения лезвия (усовершенствованная электроника с курком Смита)
- Высокая совместимость с оборудованием разных производителей
- Может быть установлен с помощью 43 мм (держатель типа Kress) или с помощью схемы расположения болтов на задней части TCM
- Список улучшений по сравнению с TCM-3:
- Новое поколение инструментов будет совместимо с предыдущим по наиболее важным фактам:
- И.
 Внешние размеры и точки крепления не изменились.
Внешние размеры и точки крепления не изменились. - II. Интегрированная новая электронная система совместима с предыдущей.
- III. Все аксессуары и лезвия совместимы с новой системой.
- 1. Наиболее важным усовершенствованием является новая составная ось, которая сочетает в себе полую стальную ось с алюминиевой вставкой для фиксации лезвия. Новая ось TCM-4 имеет почти такой же вес, как и старая, но более прочная.Кроме того, новая ось управляется точными шарикоподшипниками. Осевая и крутильная жесткость, а также износостойкость оптимизированы.
- 2.) Новый прочный кожух направляющей для тангенциальной оси уменьшает круговой люфт.
- 3.) Главный корпус оборудован точными композитными подшипниками скольжения нового типа для тангенциальной оси. Оптимизированы радиальная жесткость и износостойкость.
- 4.) Новая внутренняя электронная система оснащена защитой от обратной полярности и оптическим дисплеем рабочего состояния.
- 5. ) TCM-4 включает в себя внутренний регулятор напряжения и стабилизатор. Возможно питание сенсорной электроники в диапазоне 6-24 В постоянного тока. Предыдущая электронная система должна была быть подключена к 12 В постоянного тока.
- 6.) Новая система оснащена усилителем сигнала, который генерирует четко определенный цифровой сигнал для исходного положения тангенциальной оси. В этом отношении новая система более сложна, чем предыдущая, но полностью совместима.На диаграмме показан сигнал системы поворота, зафиксированный осциллографом.
- 7.) Новый 2-фазный шаговый двигатель с высоким крутящим моментом и углом полного шага 0,9 ° (= 400 шагов на оборот) обеспечивает точное позиционирование и высокую удерживающую силу.
- 8.) Новый тип промышленных соединителей для тяжелых условий эксплуатации упрощает сборку проводов и улучшает механическую стабильность кабельного соединения.
- 9.) Мы выбрали такую систему соединения кабелей, которая позволяет использовать два разных типа подключения проводов: опрессовка и пайка. В обоих случаях можно обрабатывать и подключать отдельные провода, что значительно упрощает сборку. Нет необходимости паять в очень ограниченном пространстве, если отдельные контакты будут фиксироваться соединенными с корпусом.
- 10.) Характеристики теплоотвода системы были улучшены за счет нового вида покрытия корпуса и корпуса.
 Внешние размеры и точки крепления не изменились.
Внешние размеры и точки крепления не изменились. ) TCM-4 включает в себя внутренний регулятор напряжения и стабилизатор. Возможно питание сенсорной электроники в диапазоне 6-24 В постоянного тока. Предыдущая электронная система должна была быть подключена к 12 В постоянного тока.
) TCM-4 включает в себя внутренний регулятор напряжения и стабилизатор. Возможно питание сенсорной электроники в диапазоне 6-24 В постоянного тока. Предыдущая электронная система должна была быть подключена к 12 В постоянного тока. В обоих случаях можно обрабатывать и подключать отдельные провода, что значительно упрощает сборку. Нет необходимости паять в очень ограниченном пространстве, если отдельные контакты будут фиксироваться соединенными с корпусом.
В обоих случаях можно обрабатывать и подключать отдельные провода, что значительно упрощает сборку. Нет необходимости паять в очень ограниченном пространстве, если отдельные контакты будут фиксироваться соединенными с корпусом.Значение тангенциальной силы резания при фрезеровании
Изображение любезно предоставлено Sandvik Coromat
[Примечание редактора: эта статья была написана в ответ на запрос Мэтта Койера из Four State Industrial Supply Co.Inc., Карфаген, Миссури, который написал автору, ища формулу для определения крутящего момента, необходимого режущему инструменту при фрезеровании титанового сплава Ti6Al4V.]
Тангенциальная сила резания, если конечные пользователи знают, как ее определить, и скорость резания, которая выбирается как один из нескольких параметров обработки, позволяют рассчитать требуемую мощность обработки для операции. Когда требуемое значение мощности обработки примерно такое же, как номинальная мощность фрезерного станка, производительность фрезерования приближается к максимальной.
Когда требуемое значение мощности обработки примерно такое же, как номинальная мощность фрезерного станка, производительность фрезерования приближается к максимальной.
Крутящий момент (T s ), который прикладывается к шпинделю и, следовательно, к фрезе, создается тангенциальной силой резания (F t ) и может быть рассчитан по формуле:
T с = F t × R (1)
Где R — радиус фрезы. (Формулы обозначаются цифрами в скобках.)
Концепция расчета тангенциальной силы резания при фрезеровании основана на авторском аналитическом исследовании принципов металлообработки и экспериментальном исследовании фрез с положительно-отрицательной и двойно-положительной геометриями.
Эта концепция основана на отношениях между следующими параметрами:
- Предел прочности при растяжении (σ) металлических рабочих материалов в зависимости от их твердости,
- Площадь поперечного сечения неразрезанной стружки (A),
- Количество зубьев, входящих в зацепление с деталью (Z c ),
- коэффициент зацепления материала заготовки (E f ) и
- Коэффициент износа режущего инструмента (T f ).

Следующая формула тангенциальной силы резания была разработана в соответствии с этими соотношениями:
F t = σ × A × Z c × E f × T f (2)
Поскольку конечный пользователь заинтересован в фрезеровании определенного титанового сплава, следующая информация предоставлена о Ti6Al4V, альфа-бета титановом сплаве.Он используется для изготовления дисков и лопаток авиационных газовых турбин, конструктивных элементов планера и других применений, требующих высокой прочности при температурах до 600 ° F (315 ° C).
Предел прочности при растяжении Ti6Al4V в отожженном состоянии составляет 137 000 фунтов на кв. Дюйм (945 МПа в метрической системе), а его твердость составляет 36 HRC.
Форма поперечного сечения неразрезанной стружки зависит от геометрии режущей пластины и угла подъема фрезы. Квадратные, шестиугольные или восьмиугольные пластины имеют прямые режущие кромки и дают стружку с прямоугольным поперечным сечением, когда фреза имеет угол в плане 0 °, или параллелограммное поперечное сечение, когда фреза имеет угол в плане больше 0 °.
Для расчета площади поперечного сечения неразрезанной стружки рекомендуется следующая формула:
A = p × f (3)
Где p — это осевой DOC, а f — подача на зуб или нагрузка на стружку.
Количество зубьев, зацепляющихся с заготовкой (Z c ), зависит от количества зубьев фрезы (Z) и угла зацепления (α). Формула для расчета Z c :
Z c = Z × α ÷ 360 ° (4)
Угол зацепления зависит от радиального WOC (W).Если радиальный WOC равен диаметру фрезы (D), угол зацепления имеет максимальное значение 180 °, а количество зубьев зацепления составляет половину числа зубьев фрезы:
Z c = Z × 180 ° ÷ 360º = 0,5 Z (5)
Если угол зацепления меньше 180 °, он рассчитывается по формулам, содержащим тригонометрические функции. Подробное описание этих формул и вспомогательные иллюстрации были опубликованы в июльском выпуске CTE 2010 г. (см. «New Mill» Э.Исаков, с. 44).
44).
Факторы взаимодействия
Коэффициент зацепления материала заготовки (E f ) — это безразмерный коэффициент, включенный в формулу (2) для корреляции тангенциальной силы резания с отношением радиального WOC к диаметру фрезы (W ÷ D).
Фрезерование более эффективно при получении достаточно толстой и однородной стружки. Отношение W / D влияет на однородность толщины стружки. Когда радиальный WOC равен диаметру фрезы (W ÷ D = 1), формируемая стружка начинается с нулевой толщины в точке входа.Затем он увеличивается до максимальной толщины по средней линии фрезы и уменьшается до нуля в точке выхода. Этот тип резания дает неоднородную стружку, создает максимальное трение на режущей кромке и, как следствие, увеличивает устойчивость стружки к резанию. Эффективное фрезерование достигается, когда радиальный WOC составляет около двух третей диаметра фрезы. Такой рез дает однородную и достаточно толстую стружку, вызывает меньшее трение на режущей кромке и снижает сопротивление резанию.
Факторы износа режущего инструмента
Коэффициент износа режущего инструмента (T f ) — это безразмерный коэффициент, включенный в формулу (2) для корреляции тангенциальной силы резания с увеличением износа режущих пластин при фрезеровании.При применении новых или только что индексированных режущих пластин на короткое время (от 20 до 25 процентов срока службы инструмента) коэффициент износа режущего инструмента (T f ) составляет 1,0; при фрезеровании до тех пор, пока пластины не должны быть проиндексированы или заменены (100% срока службы инструмента), рекомендуются следующие коэффициенты износа режущего инструмента в зависимости от типа операции (Справочник по машинному оборудованию, 29-е издание, стр. 1086).
Таблица. Отзывы профессионалов в области металлообработки с описанием фрезерных операций по оптимальным диапазонам осевого DOC и подачи на зуб.
- Легкое и среднее торцевое фрезерование: от 1,10 до 1,25
- Торцевое фрезерование для особо тяжелых условий эксплуатации: от 1,30 до 1,60
К сожалению, в рассмотренных автором публикациях нет данных, позволяющих идентифицировать каждую операцию фрезерования. Поэтому автор подготовил анкету с запросом данных обработки, которые лучше всего описывают операции фрезерования с помощью оптимальных диапазонов осевого DOC и подачи на зуб. Анкета была разослана более чем 100 промышленным специалистам с практическими знаниями и опытом в области фрезерования, и более 80 процентов ответили.Статистическая обработка их ответов дала данные, представленные в таблице выше.
Поэтому автор подготовил анкету с запросом данных обработки, которые лучше всего описывают операции фрезерования с помощью оптимальных диапазонов осевого DOC и подачи на зуб. Анкета была разослана более чем 100 промышленным специалистам с практическими знаниями и опытом в области фрезерования, и более 80 процентов ответили.Статистическая обработка их ответов дала данные, представленные в таблице выше.
Мощность обработки
После расчета тангенциального резания (F t ), требуемая мощность обработки на шпинделе (P s ) и главном приводе (P m ) может быть рассчитана по следующим формулам.
Стандартные единицы измерения США:
Мощность на шпинделе: P с = F t × V c ÷ 33000 (л.с.) (6)
Мощность на главном приводе: P м = P с ÷ E (л.с.) (7)
Где F t выражается в фунтах, V c — скорость резания в sfm, 33000 — коэффициент преобразования ft. -фунтов. в минуту в лошадиные силы, а E — коэффициент полезного действия главного привода, выраженный в процентах.
-фунтов. в минуту в лошадиные силы, а E — коэффициент полезного действия главного привода, выраженный в процентах.
Метрические единицы измерения:
Мощность на шпинделе: P с = F t × V c ÷ 60,000 (кВт) (8)
Мощность на главном приводе: P м = P с ÷ E (кВт) (9)
Где F t в ньютонах, V c — скорость резания, выраженная в м / мин., 60 000 — это коэффициент преобразования ньютон × м / мин. в киловатты, а E — коэффициент полезного действия главного привода, выраженный в процентах.
Расчеты
Результаты расчета тангенциальной силы резания, крутящего момента и мощности обработки при фрезеровании Ti6Al4V основаны на выбранной геометрии торцевой фрезы и параметрах обработки, представленных конечным пользователем.
Торцевая фреза
Элемент в каталоге: SOF 8/16-D2.0
Диаметр: 2,0 дюйма (50,8 мм)
Угол подъема: 44 °
Количество сменных пластин: шесть
Элемент каталога вставки: ONHU 0505 (восьмиугольные двусторонние пластины)
Параметры обработки
Осевой DOC: 0. 100 дюймов (2,54 мм)
100 дюймов (2,54 мм)
Радиальный WOC: 2,0 дюйма (50,8 мм)
Подача на зуб: 0,006 дюйма (0,15 мм)
Скорость резания: 180 футов / мин (55 м / мин)
Коэффициент полезного действия машины: 90 процентов, или 0,9
Автор выполнил расчеты, используя свой усовершенствованный калькулятор фрезерования (один для американских единиц, а другой — для метрических единиц).
Тангенциальная сила резания, формула (2)
Формула содержит пять элементов со следующими значениями:
1.Предел прочности при растяжении, σ = 137000 фунтов на кв. Дюйм (945 МПа)
2. Площадь поперечного сечения неразрезанной стружки, A = 0,1 × 0,006 = 0,0006 дюйма 2 (0,381 мм 2 )
3. Количество зубьев, сцепленных с деталью, Z c = 6 × 180 ° ÷ 360 ° = 3 (полное зацепление)
4. Коэффициент зацепления, E f = 1,7 (для заготовки из титанового сплава при полном зацеплении)
5. Коэффициент износа режущего инструмента, T f = 1,1 (представляет «легкое фрезерование», см. Таблицу)
Коэффициент износа режущего инструмента, T f = 1,1 (представляет «легкое фрезерование», см. Таблицу)
Тангенциальная сила резания (обычно U.S. единицы измерения):
F t = 137000 × 0,0006 × 3 × 1,7 = 419,2 фунта. (новые или только что индексированные вставки)
F т = 137000 × 0,0006 × 3 × 1,7 × 1,1 = 461,1 фунта. (требуется индексация вставок)
Тангенциальная сила резания (метрические единицы измерения):
F t = 945 × 0,381 × 3 × 1,7 = 1836,2 Н (новые или только что индексированные пластины)
F t = 945 × 0,381 × 3 × 1,7 × 1,1 = 2,019,8 Н (требуется индексация пластин)
Крутящий момент на шпинделе (фрезе), формула (1)
U.S. шт .:
T s = F t × R = 419,2 × 1 = 419,2 дюйм-фунт. = 34,9 фунт-фут. (новые или только что индексированные вставки)
T s = F t × R = 461,1 × 1 = 461,1 дюйм-фунт. = 38,4 фут-фунт. (требуется индексация вставок)
= 38,4 фут-фунт. (требуется индексация вставок)
Метрические единицы:
T s = F t × R = 1836,2 × 0,0254 = 46,6 Нм (новые или только что индексированные пластины)
T s = F t × R = 2,019,8 × 0,0254 = 51,3 Нм (требуется индексация пластин)
Требуемая мощность обработки на шпинделе:
U.Ед., Формула (6)
P s = 419,2 × 180 ÷ 33,000 = 2,29 л.с. (новые или только что индексированные пластины)
P с = 461,1 × 180 ÷ 33,000 = 2,52 л.с. (требуется индексация пластин)
Требуемая мощность обработки на главном приводе:
единиц США, формула (7)
P м = 2,29 ÷ 0,9 = 2,54 л.с. (новые или только индексированные пластины)
P м = 2,52 ÷ 0,9 = 2,80 л.с. (требуется индексация вставок)
Требуемая мощность обработки на шпинделе:
Метрические единицы, формула (8)
P с = 1836. 2 × 55 ÷ 60 000 = 1,68 кВт (новые или только индексированные пластины)
2 × 55 ÷ 60 000 = 1,68 кВт (новые или только индексированные пластины)
P с = 2,019,8 × 55 ÷ 60,000 = 1,85 кВт (требуется индексация вставок)
Требуемая мощность обработки на главном приводе:
Метрические единицы, формула (9)
P м = 1,68 ÷ 0,9 = 1,87 кВт (новые или только индексированные пластины)
P м = 1,85 ÷ 0,9 = 2,06 кВт (требуется индексация вставок)
Формулы для расчета силы резания при фрезеровании описаны в различных технических статьях и книгах.Некоторые формулы чрезвычайно сложны и состоят из двух матриц и восьми тригонометрических уравнений. Другой пример, формула силы резания, представляет собой дифференциальное уравнение второго порядка:
Где (M) — матрица масс режущей системы, (C) — матрица демпфирования режущей системы, а (K) — матрица жесткости режущей системы. Две точки над X означают, что это вторая производная от X; одна точка над X — первая производная от X. X — сложная функция, содержащая шесть переменных: X = (x 1 x 2 y 1 y 2 z 1 z 2 ) Т .К сожалению, определения x, y, z и T не были предоставлены.
X — сложная функция, содержащая шесть переменных: X = (x 1 x 2 y 1 y 2 z 1 z 2 ) Т .К сожалению, определения x, y, z и T не были предоставлены.
Такие сложные формулы бесполезны в практических инженерных расчетах, потому что их могут выполнять только математики, разбирающиеся в вычислениях. Поэтому рекомендуется использовать простые инженерные формулы, подобные представленным в этой статье. Они обеспечивают точность не менее 85 процентов.
При фрезеровании Ti6Al4V понимание тангенциальной силы резания и возможность рассчитать требуемую мощность обработки — это первые шаги к максимальной производительности.
Примеры смоченных образцов бука (тангенциальный разрез): 1 сканированное изображение …
Контекст 1
… смоченные участки капель были выделены добавлением красителя уранина (Fa. Kremer Pigmente). Уранин был выбран из-за его растворимости в воде. Кроме того, он не влияет на оптическое отражение и, следовательно, на время поглощения. Эти измерения проводились на противоположной стороне образцов, например, в случае тангенциального среза на вогнутой стороне.Образцы, смоченные цветными каплями (50 мкл), сканировали сканером Canon (CanoScan LiDE 200) с разрешением 600 dpi, а изображения обрабатывали с помощью программы ImageJ (версия 1.46r) для получения черно-белых изображений (рис. 3). Пиксели смоченной поверхности были подсчитаны и преобразованы в …
Кроме того, он не влияет на оптическое отражение и, следовательно, на время поглощения. Эти измерения проводились на противоположной стороне образцов, например, в случае тангенциального среза на вогнутой стороне.Образцы, смоченные цветными каплями (50 мкл), сканировали сканером Canon (CanoScan LiDE 200) с разрешением 600 dpi, а изображения обрабатывали с помощью программы ImageJ (версия 1.46r) для получения черно-белых изображений (рис. 3). Пиксели смоченной поверхности были подсчитаны и преобразованы в …
Context 2
… обработка привела к заметному увеличению смоченной поверхности каплями размером 50 мкл (рис. 7) и более важным фактором. Тем самым обеспечивалось равномерное покрытие поверхности смачивающей жидкостью.Об этом можно судить по форме следов капель (см. Рис. 3): на необработанной поверхности жидкость растекается в основном по зерну и направлению шлифования, а после обработки смачивание становится почти всенаправленным. Это относится к обеим плоскостям распила для всех трех проверенных пород древесины. Различия между плоскостями рубок были небольшими, но для ели несогласованность. Площадь увлажнения увеличилась почти вдвое для ели и втрое для бука. Для сравнения Asandulesa et al.(2010) достигли только около 40% улучшения увлажненной поверхности бука при использовании He DBD. Такое различие можно объяснить менее эффективным взаимодействием активных форм в разряде He с компонентами древесины. Необработанные образцы золы имели увлажненные участки, сопоставимые с участками поверхности активированного бука, с на порядок меньшим временем поглощения жидкости (см. Рис. 8). Плазменная обработка существенно не увеличила смачиваемую площадь образцов золы. Улучшение всего на 23-31% указывает на то, что активация плазмы в основном увеличивала скорость растекания жидкости по поверхности.После активации DCSBD время поглощения и увлажненные площади как ясеня, так и бука были одинаковыми, следовательно, можно предположить сопоставимую глубину проникновения жидкости. Аномалия золы ясно демонстрирует влияние микроструктуры древесных пород на смачивание .
Различия между плоскостями рубок были небольшими, но для ели несогласованность. Площадь увлажнения увеличилась почти вдвое для ели и втрое для бука. Для сравнения Asandulesa et al.(2010) достигли только около 40% улучшения увлажненной поверхности бука при использовании He DBD. Такое различие можно объяснить менее эффективным взаимодействием активных форм в разряде He с компонентами древесины. Необработанные образцы золы имели увлажненные участки, сопоставимые с участками поверхности активированного бука, с на порядок меньшим временем поглощения жидкости (см. Рис. 8). Плазменная обработка существенно не увеличила смачиваемую площадь образцов золы. Улучшение всего на 23-31% указывает на то, что активация плазмы в основном увеличивала скорость растекания жидкости по поверхности.После активации DCSBD время поглощения и увлажненные площади как ясеня, так и бука были одинаковыми, следовательно, можно предположить сопоставимую глубину проникновения жидкости. Аномалия золы ясно демонстрирует влияние микроструктуры древесных пород на смачивание . ..
..
Определение направления тангенциального резания без столкновений при обработке
Одно дело проектировать объект на компьютере, а другое, совсем другое, создавать его как настоящий трехмерный объект. При прочих равных условиях, как правило, чем больше изгибов имеет спроектированный объект, тем труднее его создать.Математика может быть очень полезной в этом задании.
Геометрическое моделирование криволинейного объекта с использованием современного программного обеспечения САПР в виде набора поверхностей NURBS — обычная промышленная практика. Но физическая реализация (или изготовление) изогнутых объектов намного сложнее. Учитывая объект произвольной формы, его реализация в качестве материального объекта на протяжении многих лет привлекала значительное внимание исследователей. Геометрические проблемы чаще всего возникают при многоосевой обработке, когда инструмент может резать кончиком или сбоку.
При разработке самого процесса производства данного объекта необходимо учитывать множество факторов. От чисто геометрических вопросов, таких как локальная и глобальная доступность, до технологии производства, которая будет использоваться, которая включает в себя выбор формы и размера инструмента, не забывая при этом ключевые физические параметры, такие как свойства выбранного материала.
От чисто геометрических вопросов, таких как локальная и глобальная доступность, до технологии производства, которая будет использоваться, которая включает в себя выбор формы и размера инструмента, не забывая при этом ключевые физические параметры, такие как свойства выбранного материала.
Например, для таких материалов, как пенопласт или полистирол, так называемая резка горячей проволокой является наиболее распространенной методикой обработки — если быть точным, это субтрактивное производство, поскольку существует контролируемое удаление материала.При резке горячей проволокой режущий инструмент обычно представляет собой тонкую прямую проводящую проволоку, натянутую между двумя точками на жесткой раме. Во время производственного процесса электрический ток проходит через провод, нагревает его, и, следовательно, провод разрезает линейчатую поверхность материала, когда он перемещается в пространстве, формируя желаемую форму.
Разработка станков для резки горячей проволокой началась с двухкоординатных станков. При закреплении троса вертикально блок материала перемещается на 2D-платформе, обеспечивая две степени свободы.Современная технология предлагает станки для горячей проволоки с 5 степенями (или более) свободы, которые могут удалять большое количество материала за один проход, что делает их пригодными для изготовления обычных 3D-объектов. В качестве альтернативы, горячая проволока может быть натянута на кронштейне, установленном на манипуляторе робота, для обеспечения многокоординатного управления.
При закреплении троса вертикально блок материала перемещается на 2D-платформе, обеспечивая две степени свободы.Современная технология предлагает станки для горячей проволоки с 5 степенями (или более) свободы, которые могут удалять большое количество материала за один проход, что делает их пригодными для изготовления обычных 3D-объектов. В качестве альтернативы, горячая проволока может быть натянута на кронштейне, установленном на манипуляторе робота, для обеспечения многокоординатного управления.
Совсем недавно был представлен прототип роботизированного горячего ножа, который имеет 18 степеней свободы. Дополнительные степени свободы проистекают из того факта, что кривая резания — это не прямая линия, а изогнутая трехмерная кривая.Алгоритм планирования траектории инструмента использует энергию изгиба проволоки для динамической адаптации ее формы к поверхности во время процесса резки. Хотя наличие такого количества степеней свободы является преимуществом с точки зрения качества аппроксимации, изогнутая проволока является хрупким инструментом, а прямая проволока доминирует в отрасли.
Теперь рассмотрим резку горячей проволокой прямой проволокой в контексте многоосевой резки. Учитывая набор траекторий реза на произвольной геометрии в качестве входных данных, необходимо разработать алгоритм для поиска направлений тангенциального резания без столкновений, чтобы производственный процесс был, во-первых, выполнимым, а, во-вторых, эффективным.Команда исследователей, в которую входит Майкл Бартоу (BCAM), тщательно разработала этот алгоритм 1 , сосредоточив внимание исключительно на геометрических аспектах обрезки линий, в первую очередь на вопросах доступности.
Рис. 1. Четыре различные модели сплайнов произвольной формы, разделенные на достаточно маленькие и достаточно плоские участки, которые можно классифицировать только как эллиптические выпуклые (зеленый), гиперболический (желтый) и смешанный (пурпурный) участки. Исследователи изучают доступность поверхности произвольной формы для 5-осевого фрезерного станка.Перемещение оси инструмента осуществляется путем исследования трехмерного пространства поиска.-932x1016.jpg) Первый параметр — это значение параметра входной контактной кривой по поверхности произвольной формы, а два других — это пара углов, локально определяющих ориентацию оси инструмента (углы наклона и наклона). Пространство поиска разделяется до тех пор, пока не будет найдена консервативная оценка допустимых положений оси фрезерования. Такой подход гарантирует глобально доступную конфигурацию фрезерного инструмента без строжки.
Первый параметр — это значение параметра входной контактной кривой по поверхности произвольной формы, а два других — это пара углов, локально определяющих ориентацию оси инструмента (углы наклона и наклона). Пространство поиска разделяется до тех пор, пока не будет найдена консервативная оценка допустимых положений оси фрезерования. Такой подход гарантирует глобально доступную конфигурацию фрезерного инструмента без строжки.
Исследователи применяют алгоритм к некоторым примерам, как показано на рисунке 1. В случае с вазой они используют грубое покрытие входной поверхности вазы изопараметрическими кривыми. Наряду с анализом доступности касательной линии и планированием движения, описываемым алгоритмом, они создают доступные для линий пути разреза, показанные на рисунке 2. Этот разрез использовался для управления роботом, дающим окончательную часть разреза из пенополистирола, показано на рисунке 2 (c). Фактическая резка показана в следующем видео:
