Плавка сплавов на основе цинка
Posted by Менеджер in Плавка сплавов цветных металловЦинк является тяжелым легкоплавким металлом; Тпл = 420 °С, р = 7,13 кг/дм3. Низкая температура кипения цинка (*кип = 907 °С) ограничивает допустимую температуру металла при плавке всех сплавов, в которые он входит. Энтальпия цинка при 500 °С (около 300 кДж/кг) в три раза ниже, чем энтальпия расплавленного алюминия. Удельное электрическое сопротивление расплава цинка 0,35-10~6 Омм.
При низких температурах на воздухе цинк окисляется, образуя плотную защитную пленку из Zn03* 3Zn(OH)2. Однако в плавильных печах цинк окисляется по реакциям:
2Zn + 02 = 2ZnO, Zn + h30 = ZnO + h3, Zn + C02 = ZnO + CO.
Для защиты от окисления можно вести плавку в защитной или нейтральной атмосфере, например в среде азота. Однако на практике в большинстве случаев оказывается достаточным не допускать перегрева металла выше температуры 480 °С, при которой начинается интенсивное окисление и насыщение газами цинка. При данной температуре цинк и его сплавы не оказывают заметного влияния на огнеупорную футеровку печи и чугунный или стальной тигель. Повышение температуры приводит к растворению железа тигля в расплаве цинка.
Печи для плавки цинковых сплавов
Учитывая низкую температуру плавления и кипения цинка, плавку цинковых сплавов ведут обычно в тигельных печах, нагреваемых путем сжигания топлива или использования электрического сопротивления и индукции. В дуговых печах плавить цинковые сплавы не следует, так как неизбежный локальный перегрев металла вблизи горения дуги приводит к интенсивному испарению и окислению цинка. Индукционные канальные печи используются для плавки цинковых сплавов. На КамАЗе сплав ЦАМ10-5 для литья под давлением выплавляли в трех индукционных канальных печах емкостью по 2 т с нейтральной футеровкой. Однако перегрев металла в канале приводит к неустойчивости электрического режима плавки (так называемой цинковой пульсации) и принуждает ограничивать мощность, передаваемую в печь.
Технология плавки
Основную часть шихты обычно составляют сплавы цинковые литейные в чушках, свой возврат и лом цинковых сплавов. В качестве покровных флюсов используют смесь хлоридов кальция, калия и натрия, хлористый аммоний или криолит. Для подшихтовки используют первичный алюминий в чушках, катодную медь и магний металлический. Все компоненты шихты должны быть очищены от масел, влаги и других включений. Плавку ведут, не допуская перегрева ванны выше 480 °С. По результатам экспресс-анализа проводят корректировку химического состава.
Цветные металлы и сплавы
Подробности- Подробности
- Опубликовано 27.05.2012 13:22
- Просмотров: 11846
Наибольшее применение в технике имеют следующие цветные металлы: медь, латунь, бронза, алюминий и его сплавы, свинец, олово, цинк.
Медь. Медь представляет собой металл красновато-розового цвета. Температура плавления меди 1083°. Медь обладает высокой электропроводностью, теплопроводностью, пластичностью и стойкостью против атмосферной коррозии. По сравнению со сталью теплопроводность и электропроводность меди выше в шесть раз.
Высокая пластичность позволяет производить прокатку ее в холодном состоянии в тонкие листы. Прочность нагартованной меди достигает 40 кг!мм2, а отожженной и литой — 18—20 кг/мм2.
Обычно применяется медь марок МО, M1, М2, МЗ, (М4) (ГОСТ 859-41), отличающихся друг от друга содержанием примесей. Наиболее чистой от примесей является медь марки МО (количество примесей 0,05%) и марки M1 (примесей 0,1%). Чем меньше примесей, тем лучше медь поддается сварке.
Чем меньше примесей, тем лучше медь поддается сварке.
При нагревании свыше 600° С прочность меди резко снижается, она становится хрупкой. В жидком состоянии медь легко поглощает газы и окисляется. Это ограничивает ее применение для литых изделий, а также затрудняет сварку. Высокая теплопроводность и жидко текучесть в расплавленном состоянии также затрудняют сварку меди.
С понижением температуры механические свойства меди не снижаются, что позволяет применять медь в конструкциях, работающих при низкой температуре. Благодаря высокой электропроводности медь широко применяется в электропромышленности, в химическом машиностроении и других отраслях промышленности для изготовления баков, котлов, теплообменной аппаратуры и т. д.
Латунь. Латунь представляет собой сплав меди с цинком золотисто-желтого цвета. Содержание цинка в латуни 20—45%. Температура плавления латуни в зависимости от состава достигает 880— ‘950° С. С увеличением содержания цинка температура плавления понижается. Латунь достаточно хорошо сваривается и прокатывается. Изготовляется и применяется она обычно в виде листов, прутков, трубок и проволоки. Широкое применение латуни обусловливается ее меньшей стоимостью по сравнению с медью.
По ГОСТ 1019-47 латуни разделяются в зависимости от их химического состава на ряд марок: томпак марок Л96 и Л90 (содержание меди 88—97%), полутомпак марок JI80 и Л85 (меди 79— 86%), латунь марок Л62, Л68 и Л70 (цифра обозначает среднее содержание меди). Кроме того, имеются алюминиевые латуни марки ЛА77-2 (меди 76—79%, алюминия в среднем до 2%), марганцовистые, железомарганцовистые и др. Такие латуни обладают повышенной прочностью и вязкостью.
Бронза. Сплавы меди с оловом, марганцем, алюминием, никелем, кремнием, бериллием и другими элементами называют бронзами. Наиболее известны оловянистые бронзы, содержащие олова от 3 до 7%. Оловянистая бронза обладает очень малой усадкой и хорошими литейными свойствами.
Бронзы применяются в промышленности, главным образом в качестве литейного материала для изготовления подшипников и деталей, работающих на трение, а также для различного рода арматуры котлов, аппаратов и т. д.
д.
Температура плавления бронзы зависит от количества в ней примесей и в среднем составляет: для оловянистых бронз 900—950 ° С, для безоловянистых — 950— 1080° С. Бронзы хорошо свариваются.
По ГОСТ 5017-49 различают следующие марки: Бр. ОФ 6,5-0,15 (олова 6—7%, фосфора 0,1—0,25%), Бр. ОФ 4-0,25 (олова 3,5— 4%, фосфора 0,2—0,3%), Бр. ОЦС-4-4-2,5 (олова 3—5%, цинка 3—5%, свинца 1,5—3,5%).
Алюминий и его сплавы. Алюминий — очень легкий металл, светло-серого, почти белого цвета. Он почти в три раза легче стали. Его удельный вес 2,7 г/см3. Алюминий имеет высокую теплопроводность и электропроводность и хорошо сопротивляется окислению благодаря тонкой, но прочной пленке окислов, защищающей его поверхность. Температура плавления алюминия 658° С. Несмотря на низкую температуру плавления, алюминий требует для расплавления большого количества тепла благодаря своей высокой удельной теплоемкости. Механические свойства чистого алюминия невысоки.
Сплавы алюминия с медью (дюралюминий), с магнием (электрон), с кремнием (силумин) и другие обладают прочностью, близкой к прочности малоуглеродистой стали.
В чистом виде алюминий применяется в электротехнике и химическом машиностроении. Алюминиевые сплавы широко применяются в промышленности в качестве литейного материала, а также в виде листового и сортового металла. Алюминий и его сплавы хорошо свариваются.
Из большого количества алюминиевых сплавов в сварных конструкциях чаще всего применяют алюминиево-марганцевый сплав АМц (содержащий до 1,6% марганца), дюралюминий (марки Д1, Д6, Д16) и др.
Все алюминиевые сплавы могут быть разделены на литейные, из которых изготовляются литые детали, и деформируемые, которые используются для изготовления полуфабрикатов прокаткой, прессованием, ковкой, штамповкой (полосы, листы, трубы и другие профили).
Литейные сплавы обозначаются АЛ1-АЛ13 (ГОСТ 2685-44) и отличаются низкими механическими свойствами (предел прочности от 12 до 28 кг/мм2у относительное удлинение от 0,5 до 9%).
Деформируемые алюминиевые оплавы (ГОСТ 4784-49) делятся на две группы: неупрочняющиеся термической обработкой (сплавы марки АМц, АМг) « упрочняющиеся (Д6, Д16, В95).
Упрочняющиеся оплавы (Д6, Д16) после термической обработки имеют предел прочности 42—46 кг/мм2 и относительное удлинение 15—17%. Такие сплавы обозначаются Д6Т, Д16Т.
При сварке указанных упрочняющихся сплавов значительный нагрев металла в зоне, расположенной рядом со швом, приводит к понижению механических свойств (предел прочности понижается до 21—22 кг/мм2).
Магний и его сплавы. Чистый магний в машиностроении не применяется. Широко применяются сплавы магния с алюминием, марганцем, цинком. Магниевые сплавы относятся к легчайшим металлам. Их удельный вес равен 1,75—1,85 г/см3. Температура плавления 648—650° С. Магниевые сплавы удовлетворительно свариваются газовой сваркой. Они могут быть как литейные (марки МЛ1-7-МЛ6, ГОСТ 2855-45), так и деформируемые (марки МА1Ч-МА5).
Цинк — металл синевато-белого цвета. Температура плавления 419° С, температура кипения 906° С. Цинк легко окисляется, пары его весьма вредны для здоровья.
Свинец отличается большим удельным весом (11,3 г/см3), малой теплопроводностью (9% от теплопроводности меди), низкой температурой плавления (325° С), малой прочностью на разрыв (1,35 кг/мм2) и значительным относительным удлинением — 50 %.
При нагревании свинец легко окисляется, покрываясь пленкой окиси с температурой плавления 850° С.
Пары и пыль свинца очень ядовиты.
Свинец и его сплавы свариваются удовлетворительно.
Олово — мягкий и вязкий металл серебристо-белого цвета; температура плавления 232° С. Для него характерна хорошая стойкость против окисления на воздухе и слабая окисляемость в воде. Применяется для лужения посуды, изготовления припоев и различных медных сплавов.
Читайте также
Добавить комментарий
Алюминий: опыт применения
В последние годы алюминий получил широкое применение в промышленности благодаря своему низкому весу и ряду других качеств, которые делают его привлекательной альтернативной стали. Более того, по прогнозам рынок сварки алюминия будет продолжать расти со скоростью 5,5% в год, в частности, из-за продолжающегося распространения алюминия в автомобильной области.
Более того, по прогнозам рынок сварки алюминия будет продолжать расти со скоростью 5,5% в год, в частности, из-за продолжающегося распространения алюминия в автомобильной области.
В том, что касается сварки, алюминий уникален. Он имеет свои особенности и не стоит надеяться, что для работы с алюминием Вам хватит опыта работы со сталью. Например, алюминий имеет высокую теплопроводимость и низкую температуру плавления, которые при несоблюдении должных процедур сварки легко приводят к прожиганию и деформациям.
В этой статье мы рассмотрим различные легирующие элементы и их влияние на свойства алюминия, затем поговорим о сварочных процедурах и оптимальных параметрах сварки. Наконец, мы рассмотрим несколько технологических инноваций, которые могут сделать сварку алюминия немного проще.
Легирующие элементы
Чтобы понять алюминий, сначала нужно разобраться с металлургией алюминиевых сплавов. Алюминий может иметь множество первичных и вторичных легирующих элементов, которые придают ему улучшенные механические характеристики, коррозионную стойкость и/или упрощают сварку.
Первичные легирующие элементы алюминиевых сплавов — это медь, кремний, марганец, магний и цинк. Перед тем, как начать говорить о них более подробно, нужно отметить, что сплавы делятся на два типа: пригодные к тепловой обработке и не пригодные.
Пригодность к тепловой обработке
Сплавы, пригодные к тепловой обработке, после сварки можно нагреть до определенной температуры, чтобы восстановить утраченные во время сварки механические характеристики. Тепловая обработка сплава подразумевает нагревание до достаточно высокой температуры, чтобы легирующие элементы перешли в состояние твердого раствора, и затем контролируемого охлаждения для образования перенасыщенного раствора. Следующий этап процесса — поддерживание низкой температуры в течение времени, достаточного для отложения нужного объема легирующих элементов.
В случае сплавов, непригодных к тепловой обработке, механические характеристики можно улучшить за счет холодной обработки или упрочнения под механическими нагрузками. Для этого в структуре металла должны произойти механические деформации, которые вызывают повышение сопротивления деформации и снижение жидкотекучести.
Другие различия
Алюминиевые сплавы могут иметь следующие обозначения в зависимости от состояния термообработки: F = после отливки, O = отожженное, H = после механического упрочнения; W = с тепловым растворением и T = после термообработки, которая может подразумевать собственно температурную обработку или старение холодной обработкой. Например, сплав может иметь обозначение 2014 T6. Это значит, что в его состав входит медь (серия 2XXX), а T6 указывает на то, что сплав прошел термообработку и искусственное старение.
В рамках этой статьи мы будем говорить только о пластичных сплавах, то есть алюминиевых сплавах, раскатанных из заготовки или отштампованных по формам заказчика. Учтите, что сплавы также могут быть литыми. Литые сплавы используются для изготовления деталей из расплавленного металла, который заливают в формы. Литые сплавы могут быть дисперсионно-твердеющими, но никогда — твердеющим под механическими нагрузками. Пригодность к сварке таких сплавов зависит от типа литья — в многократную форму, под давлением или в песчаную форму — так как для сварки важна поверхность материала. Литые сплавы обозначаются трехзначным числом с одним десятичным знаком, например, 2xx.x. Для сварки пригодны алюминиевые литые сплавы 319.0, 355.0, 356.0, 443.0, 444.0, 520.0, 535.0, 710.0 и 712.0.
Легирующие элементы
Теперь, когда мы разобрались с основной терминологией, давайте поговорим о различных легирующих элементах.:
Медь (имеет обозначение серии пластичных сплавов 2XXX) обеспечивает алюминию улучшенные механические характеристики. Эта серия сплавов пригодна для тепловой обработки и в основном используется для изготовления деталей авиационных двигателей, заклепок и крепежа. Большинство сплавов серии 2ХХХ плохо подходит для дуговой сварки из-за склонности к горячему растрескиванию. Эти сплавы серий обычно сваривают материалами серий 4043 или 4145, которые имеют низкую температуру плавления и снижают вероятность горячего растрескивания. Исключениями из этого правила являются сплавы 2014, 2219 и 2519, для которых хорошо подходит проволока 2319.
Большинство сплавов серии 2ХХХ плохо подходит для дуговой сварки из-за склонности к горячему растрескиванию. Эти сплавы серий обычно сваривают материалами серий 4043 или 4145, которые имеют низкую температуру плавления и снижают вероятность горячего растрескивания. Исключениями из этого правила являются сплавы 2014, 2219 и 2519, для которых хорошо подходит проволока 2319.
Марганец (серия 3XXX) при добавлении в алюминий образует непригодные к тепловой обработке сплавы для наплавки и производства общего назначения. Сплавы серии 3ХХХ имеют средние механические характеристики и используются для производства формовкой, в том числе листового алюминия для автотрейлеров и бытового применения. С помощью упрочнения под механическими нагрузками этим сплавам можно придать нужную жидкотекучесть и антикоррозионные свойства. Сплавы серии 3ХХХ не склонны к образованию горячих трещин и хорошо поддаются сварке. Для этого обычно используются материалы серий 4043 или 5356. Впрочем, невысокие механические характеристики не позволяют использовать их для изготовления металлоконструкций.
Кремний (серия 4XXX) позволяет снизить температуру плавления алюминия и улучшить жидкотекучесть. В основном эта серия используется в качестве присадочного материала. Сплавы 4ХХХ отличаются высокими сварочно-технологическими характеристиками и считаются не пригодными к термообработке. В частности, сплав 4047 стал предпочтительным выбором в автомобильной промышленности, потому что он обладает очень высокой жидкотекучестью и хорошо подходит для пайки и сварки.
Магний (серия 5XXX) при добавлении в алюминий обеспечивает высокие сварочно-технологические характеристики с минимальным снижением механических свойств и устойчивость к образованию горячих трещин. Более того, серия 5ХХХ имеет самые высокие сварочно-технологические характеристики среди всех алюминиевых сплавов, не пригодных к тепловой обработке. Благодаря коррозионной устойчивости эти сплавы используют для изготовления резервуаров для химикатов и сосудов высокого давления и температуры, а также металлоконструкций, железнодорожных вагонов, самосвалов и мостов. При сварке с присадочными материалами серии 4ХХХ они теряют жидкотекучесть из-за образования Mg2Si.
При сварке с присадочными материалами серии 4ХХХ они теряют жидкотекучесть из-за образования Mg2Si.
Кремний и магний (серия 6XXX) — в этой серии сплавов используются оба этих легирующих элемента. В основном они применяются в автомобильной, трубной, железнодорожной и строительной отрасли, а также для штамповки выдавливанием. Серия 6ХХХ несколько склонна к горячему растрескиванию, но эту проблему можно решить, правильно подобрав сварочные материалы. Сплавы этой серии можно сваривать материалами серий 5XXX и 4XXX без риска трещин – однако для этого необходимо обеспечить должное разбавление основного материала присадочным. Чаще всего для этого используют материалы 4043.
Цинк (серия 7XXX) при добавлении в алюминий вместе с магнием и медью образует пригодный к тепловой обработке сплав с самыми высокими механическими характеристиками. В основном используется в авиационной отрасли. Сплавы серии 7ХХХ часто плохо подходят для сварки из-за склонности к образованию трещин (из-за широкого температурного интервала плавления и низкого солидуса). Сплавы 7005 и 7039 пригодны для сварки присадочными материалами серии 5ХХХ.
Другие элементы (серия 8XXX) — в эту серию включены все остальные легирующие элементы алюминиевых сплавов (например, литий). Большинство из этих сплавов редко подвергаются сварке, хотя они отличаются очень высокой жесткостью и в основном используются в аэрокосмической отрасли. В качестве присадочного материала для этих сплавов используется серия 4ХХХ.
Чистый алюминий (серия 1XXX) — алюминий без легирующих элементов считается непригодным к тепловой обработке и в основном используется для изготовления резервуаров и труб для химикатов ввиду его высокой коррозионной устойчивости. Эти материалы также часто используют в электрических шинах благодаря высокой электропроводимости. Для сварки серии 1ХХХ хорошо подходят сплавы 1070, 1100 и 4043.
Помимо основных легирующих элементов, также существует и множество вторичных, куда входят хром, железо, цирконий, ванадий, висмут, никель и титан. Эти элементы могут придать алюминию коррозионную устойчивость, повышенные механические характеристики и пригодность к тепловой обработке.
Эти элементы могут придать алюминию коррозионную устойчивость, повышенные механические характеристики и пригодность к тепловой обработке.
Физические свойства
После того, как мы разобрались с металлургией алюминиевых сплавов, давайте рассмотрим физические свойства алюминия и того, как они соотносятся с другими металлами, например, сталью.
Главная причина настолько широкого распространения алюминия — это его физические свойства. Например, алюминий в три раза легче стали и в то же время при соответствующем легировании имеет более высокую прочность. Он проводит электричество в шесть раз лучше углеродистой стали и почти в 30 раз лучше нержавеющей стали. Высокая проводимость делает влияние вылета проволоки в режиме MIG менее значительной по сравнению со сталью.
Кроме того, алюминий имеет высокую коррозионную устойчивость, легко меняет форму и соединяется, а также нетоксичен и может использоваться в пищевой отрасли. Так как это немагнитный металл, во время сварки можно не опасаться отклонения дуги. Благодаря в 5 раз более высокой теплопроводимости по сравнению со сталью алюминий легко поддается сварке в сложных пространственных положениях. Впрочем, алюминий имеет свои недостатки, так как он быстро отводит тепло, что затрудняет сплавление и снижает глубину проплавления.
Так как алюминий имеет низкую температуру плавления — 660 градусов Цельсия (в два раза меньше, чем у стали) — при том же диаметре проволоки для его плавления требуется намного меньшая сила тока. Более того, при равной силе сварочного тока скорость расплавления проволоки примерно в два раза выше стали.
Химические свойства
В том, что касается химического состава, алюминий имеет высокую способность к растворению атомов водорода в жидкой форме и низкую — при температуре затвердевания. Это означает, что даже небольшое количество растворенного в жидком наплавленном металле водорода после затвердевания алюминия будет стремиться выйти из металла, что приведет к образованию пористости.
Кроме того, при механической обработке алюминий вступает в реакцию с кислородом и мгновенно образует слой оксида алюминия. Этот слой очень пористый и может легко удерживать в себе влагу, масло и другие материалы. Пленка оксида обеспечивает хорошую коррозионную устойчивость, но перед сваркой ее следует удалить, так как из-за высокой температуры плавления (2050°C) она ограничивает глубину проплавления. Для этого применяются механическая очистка, растворители, химическая очистка и травление.
Механические свойства
Механические свойства алюминия, например, предел текучести, предел прочности и относительное удлинение, зависят от комбинации основного металла и сварочных материалов. При сварке шва с разделкой кромок прочность соединения зависит от зоны теплового воздействия. В случае непригодных к тепловой обработке сплавов зона теплового воздействия окажется полностью отожжена и зона теплового воздействия станет самым слабым местом. Для полного отжига пригодных к тепловой обработке сплавов требуется намного больше времени при температуре отжига в сочетании с медленным охлаждением, поэтому надежность сварного шва в этом случае падает меньше. Такие аспекты, как предварительный подогрев, отсутствие охлаждения меду проходами сварки и лишнее тепло из-за низкой скорости сварки или поперечных колебаний, увеличивают как пиковую температуру, так и длительность воздействия повышенной температуры, что увеличивает риск падения механических характеристик.
При угловой сварке механические характеристики зависят от состава используемых сварочных материалов. При изготовлении металлоконструкций использование 5ХХХ вместо 4ХХХ может обеспечить в два раза более высокую прочность.
Сплавы, непригодные к тепловой обработке, имеют высокую жидкотекучесть при использовании сварочных материалов той же серии, хотя при сварке материалами серии 4ХХХ жидкотекучесть становится меньше. Пригодные к тепловой обработке сплавы обычно имеют из-за нее низкую жидкотекучесть.
О металлургии подробнее
После того, как мы обсудили основные положения о металлургии алюминия, давайте применим эту информацию к практической сварке сплава. Сначала мы рассмотрим технологию, которая позволяет получить наилучшее качество сварки алюминия и решить такие распространенные проблемы, как недостаточное проплавление, высокий уровень разбрызгивания, прожигание и пористость.
Современные инверторные сварочные аппараты с запатентованной технологией управления формой волны сварочного тока компании Линкольн позволяют точно регулировать характеристики формы волны, чтобы оптимальным образом контролировать перенос капель расплавленного металла. Это помогает снизить разбрызгивание из-за низкой плотности алюминия, в то время как импульсы пикового тока обеспечивают должную глубину проплавления.
Кроме того, так как изменение химического состава оказывает большое влияние на физические характеристики сплава, эта возможность позволяет индивидуально подобрать форму волны для каждого конкретного сплава с учетом физических характеристик металла.
Так как алюминий имеет высокую способность к растворению водорода в жидком виде и низкую — при застывании, можно разработать пульсирующую форму волны, которая позволит сократить длину волны за счет снижения силы сварочного тока и риска возникновения пористости.
Недавно компания Линкольн вывела эту технологию на новый уровень благодаря программе Wave Designer Software®. Она позволяет сварочным инженерам и сварщикам в реальном времени корректировать и изменять текущую форму волны сварочного тока подключенного к сети аппарата на собственных персональных компьютерах. При использовании в сочетании с инверторными сварочными аппаратами это позволяет обеспечить высокое качество сварки в любых условиях.
Новые методы сварки
Применение источников питания на падающей ВАХ для сварки алюминия в защитном газе имеет долгую и успешную историю. При сварке алюминия падающая ВАХ позволяет обеспечить высокоэнергетический струйный перенос металла, который стабильно и равномерно реагирует на изменения собственно силы сварочного тока, несмотря на колебания длины дуги. В результате падающая ВАХ обеспечивает равномерную глубину проплавления по всей длине шва.
При сварке алюминия падающая ВАХ позволяет обеспечить высокоэнергетический струйный перенос металла, который стабильно и равномерно реагирует на изменения собственно силы сварочного тока, несмотря на колебания длины дуги. В результате падающая ВАХ обеспечивает равномерную глубину проплавления по всей длине шва.
Совершенствование контроля дуги привело к появлению инверторных источников питания с программным управлением. «Оптимизация» характеристик дуги программными методами при MIG-сварке алюминия вышла на новый уровень благодаря разработанной компанией Линкольн Электрик технологии управления формой волны. В этом импульсном режиме с высокоскоростным синергетическим управлением падающая вольт-амперная характеристика модифицируется так, чтобы обеспечить несколько преимуществ при сварке алюминия. Например, сюда входит повышенный сварочный ток в момент пика импульса. Пики импульсов позволяют обеспечить равномерный профиль проплавления по всей длине шва. Также при этом снижается разбрызгивание, улучшается жидкотекучесть сварочной ванны, что позволяет увеличить скорость сварки, и снижается тепловложение и связанный с ним риск деформаций.
Технология управления формой волны выводит импульсную сварку на новый уровень. Она позволяет пользователю создать индивидуальную, «идеальную» для каждой конкретной задачи форму волны. Эта технология и ее возможности индивидуальной настройки поддерживается высокотехнологичными источниками питания, например, инверторными моделями семейства Power Wave®. Аппараты Power Wave можно использовать двумя способами. Оператор может выбрать предустановленную форму волны для сварки алюминия или же создать собственную с помощью программы Wave Designer™. Индивидуально разработанные формы волны затем переносятся с компьютера на аппарат Power Wave.
Анатомия формы волны
Но что именно представляет собой технология управления программы Wave Designer Pro? Благодаря этой технологии источник питания мгновенно регулирует сварочный ток по заданной программе. Учтите, что «форма волны» позволяет влиять на поведение каждой отдельной капли расплавленного присадочного материала. Область ниже формы волны отражает энергию, прилагаемую к этой капле. При струйном переносе металла сила тока на несколько миллисекунд увеличивается настолько, чтобы расплавить металл. В этот момент формируется и отделяется капля металла, которая затем начинает движение вдоль дуги. Теперь в период спуска капли к ней можно приложить дополнительную энергию, которая позволила бы сохранить или увеличить ее жидкотекучесть. После этого импульс переходит в фазу фонового тока, которая позволяет поддержать дугу, охладить материал и подготовиться к следующему пику.
Учтите, что «форма волны» позволяет влиять на поведение каждой отдельной капли расплавленного присадочного материала. Область ниже формы волны отражает энергию, прилагаемую к этой капле. При струйном переносе металла сила тока на несколько миллисекунд увеличивается настолько, чтобы расплавить металл. В этот момент формируется и отделяется капля металла, которая затем начинает движение вдоль дуги. Теперь в период спуска капли к ней можно приложить дополнительную энергию, которая позволила бы сохранить или увеличить ее жидкотекучесть. После этого импульс переходит в фазу фонового тока, которая позволяет поддержать дугу, охладить материал и подготовиться к следующему пику.
Давайте рассмотрим форму волны подробнее. Фаза возрастания (А) — это период увеличения силы тока до пиковой (измеряется в амперах в миллисекунду), в течение которого формируется расплавленная капля на кончике электрода. По достижении пикового значения капля отделяется. Процентная доля «превышения» (B) придает дуге дополнительную жесткость и способствует отделению расплавленной капли от электрода. Длительность пиковой фазы (C) влияет на размер капли: чем она меньше, тем больше становится капля. С этого момента отделившаяся капля зависит от энергии, подаваемой на фазе убывания. Эта фаза состоит из периодов снижения пикового тока (D) и финального тока (E). Период снижения пикового тока позволяет при необходимости увеличить энергию расплавленной капли. Это улучшает жидкотекучесть сварочной ванны в период снижения пикового тока. Фаза финального тока начинается после снижения пикового. Она влияет на стабильность анода и регулировка силы финального тока может помочь избавиться от избыточного распыления мелких капель. С этого момента ток переходит к фоновому значению (F), которое позволяет сохранить дугу. Чем меньше длительность фазы фонового тока, тем больше частота пульсации. Чем выше частота пульсации, тем выше становится средняя сила тока. С другой стороны, увеличение частоты приведет к более сфокусированной дуге.
Форма волны также зависит от «адаптивной характеристики» импульсной MIG-сварки с синергетическим управлением. Адаптивность подразумевает способность дуги сохранять заданную длину дуги несмотря на изменения вылета электрода. Это важный аспект для стабильной сварки и надежности соединения.
Оптимизация сварки через регулировку формы волны
Регулировка формы волны сварочного тока позволяет получить необходимую скорость сварки, хороший внешний вид шва, упростить очистку поверхности после сварки и сократить уровень выделения дыма. Настоящая сила этой технология заключается в возможности самому настраивать форму волны в программе Wave Designer Pro и том, насколько легко это сделать. Пользователь может в реальном временем менять дугу простым движением мыши в привычной среде PC Windows™. Пятиканальная панель ArcScope позволяет просматривать сделанные изменения, в том числе пиковые значения тока и напряжения, а также расчетное тепловложение. ArcScope собирает данные с частотой 10 КГц. «то ценное опциональное дополнение к программе Wave Designer. ArcScope дает сварочному инженеру визуальное представление разработанной им формы волны. После проведения оценки он может внести поправки.
Например, при сварке тонколистового алюминия технология управления формы волны поможет уменьшить тепловложение, деформации, разбрызгивание, устранить несплавление и прожигание. Это уже смогли подтвердить на своем опыте многие компании. Пользователь может составить программы сварки для определенного диапазона скорости подачи проволоки и/или силы тока и благодаря этому работать с очень широким диапазоном толщин материалов и скорости подачи проволоки.
Заключение
Алюминий имеет целый ряд отличительных особенностей, которые делают его привлекательным выбором для многих задач несмотря на то, что его сварка может быть связана с определенными сложностями. Тем не менее, хорошее понимание его металлургии и знание доступных на современном рынке инструментов и технологий позволят вам справиться с этой задачей.
Температура плавления свинца и алюминия
Такой металл, как алюминий, очень распространен в мире. Немалое его количество содержится в организме человека, а уж в окружающем мире его еще больше. Среди материалов, из которых построены дома, а также в конструкции любого автомобиля есть некая доля алюминия.
Нередко из этого вещества изготавливаются детали мебели. И если вдруг что-то из этого сломается, то можно либо приобрести новый товар в соответствующем магазине, либо заняться самостоятельным ремонтом изделия. В последнем случае придется плавить металл в домашних условиях, а для этого уже нужно знать о некоторых свойствах этого металла.
Для изготовления какой-либо алюминиевой конструкции вовсе не обязательно подробно изучать все характеристики вещества, но на основные моменты следует обратить свое внимание, включая знание, при какой температуре плавится алюминий.
О температуре плавления
Необходимо помнить: алюминий очень легко поддается литью и начинает превращаться в жидкую субстанцию уже при температуре в 660 градусов. Для того чтобы понять, что этот показатель довольно низкий, достаточно сравнить его с температурами плавления других металлов, которые также нередко используются для изготовления тех или иных, нужных в обиходе предметов.
Например:
- сталь начинает плавиться лишь при температуре в 1300 градусов;
- чугун — при 1100 градусах.
Но все же, хоть температура плавления алюминия по Цельсию и не слишком высока по сравнению со многими другими металлами, достичь 600 градусов в домашних условиях с использованием обыкновенной газовой или электрической плиты довольно трудно.
Уменьшение температуры
Прежде чем подвергать металл плавлению, можно специальными методами уменьшить его температуру плавления, например, использовать в виде порошка. В этом случае он начнет плавиться чуть быстрее. Но при этом он становится опасным, так как взаимодействуя с атмосферным кислородом, может окислиться или воспламениться. А в результате окисления, как мы помним из школьного курса химии, образуется оксид алюминия; и температура, при которой начинает плавиться это вещество, уже превышает две тысячи градусов.
В этом случае он начнет плавиться чуть быстрее. Но при этом он становится опасным, так как взаимодействуя с атмосферным кислородом, может окислиться или воспламениться. А в результате окисления, как мы помним из школьного курса химии, образуется оксид алюминия; и температура, при которой начинает плавиться это вещество, уже превышает две тысячи градусов.
Вообще избежать образования оксида не получится, если заниматься плавлением алюминия, но уменьшить количество лишнего вещества вполне возможно. При плавлении алюминия нужно не допускать попадания в вещество воды. Ведь если это случится, то произойдет взрыв.
Перед началом процесса нужно убедиться в том, что сырье является абсолютно сухим. Чаще всего в качестве исходного материала применяется алюминиевая проволока. Предварительно ее нужно с помощью ножниц разделить на множество мелких по длине кусочков. А для того, чтобы уменьшить площадь контакта с содержащимся в атмосфере кислородом, эти кусочки прессуются пассатижами.
Не всегда есть необходимость создать алюминиевое изделие высокого качества, поэтому вовсе не обязательно всегда использовать порошок или мелко нарезанную и плотно сдавленную проволоку. Можно взять любой предмет, который уже был использован, например, банку, в которой хранились консервы. Но перед плавкой нужно лишить ее нижнего шва или обрезать профиль. Полученное сырье может быть окрашено или испачкано. Не нужно об этом беспокоиться. Все, что имеется лишнее на поверхности, быстро отходит в виде шлаков.
Процесс плавления в домашних условиях
Плавление — это довольно опасный процесс. Предварительно необходимо обязательно побеспокоиться о средствах защиты от различных ядовитых веществ, которые будут образовываться, а также подготовить литейную форму.
Средства защиты
- Не обойтись без специальных перчаток даже в том случае, если расплавить алюминий необходимо лишь единожды.
 Это, пожалуй, основное средство защиты, так как расплавленная масса с большой долей вероятности может попасть на руки, и тогда неминуемо на коже появится ожог, поскольку температура жидкого металла превышает 600 градусов.
Это, пожалуй, основное средство защиты, так как расплавленная масса с большой долей вероятности может попасть на руки, и тогда неминуемо на коже появится ожог, поскольку температура жидкого металла превышает 600 градусов. - Следующая часть тела, которую также необходимо защитить от попадания горячего алюминия — глаза. При частой плавке не обойтись без специальной защитной маски, ну или хотя бы очков. Но лучше всего работать в костюме, который устойчив к воздействию высокой температуры в несколько сотен градусов.
- Если необходимо получить чистый алюминий, потребуется рафинирующий флюс. И тогда работать нужно в химическом респираторе.
 Это, пожалуй, основное средство защиты, так как расплавленная масса с большой долей вероятности может попасть на руки, и тогда неминуемо на коже появится ожог, поскольку температура жидкого металла превышает 600 градусов.
Это, пожалуй, основное средство защиты, так как расплавленная масса с большой долей вероятности может попасть на руки, и тогда неминуемо на коже появится ожог, поскольку температура жидкого металла превышает 600 градусов.Выбор формы для литья
Для того, чтобы отлить алюминий, необязательно запасаться литейной формой. Достаточно лишь приобрести лист из более тугоплавкого металла — из стали, вылить на него расплавленный алюминий и подождать, пока последний затвердеет. Но для получения какой-либо детали из алюминия обязательно придется приобретать форму для литья.
Ее можно изготовить самостоятельно в домашних условиях. Для этой цели обычно используется скульптурный гипс. Он заливается в форму, затем какое-то время охлаждается. После этого в него вставляют модель и сверху кладут вторую емкость с гипсом. При этом важно не забыть проделать отверстие в гипсе с помощью какого-нибудь предмета цилиндрической формы. Через это отверстие и будет заливаться горячий алюминий.
При плавлении алюминия не обойтись без так называемого тигеля: то есть емкости из тугоплавкого металла. Она может быть выполнена из фарфора, кварца, стали, чугуна. Впрочем, изготавливать тигель самостоятельно вовсе не обязательно, ведь его можно просто купить в специальном магазине. Объем тигеля зависит от того, какое количество металла требуется получить.
Кратко о процессе
Плавка алюминия в домашних условиях — это не такой уж трудный процесс, которым он может показаться поначалу. Кусочки металла нагреваются до нужной температуры плавки алюминия в специальной емкости.
Кусочки металла нагреваются до нужной температуры плавки алюминия в специальной емкости.
Некоторое время полученный расплав необходимо выдерживать в разогретом состоянии и периодически удалять с его поверхности образующийся шлак. После этого чистый жидкий металл наливается в специальную форму, в которой он некоторое время будет остывать.
Время, которое уйдет на плавку, зависит от самой печи, а точнее от той температуры, которую она может обеспечить. Если же вместо печи используется газовая горелка, то она должна нагревать металл сверху.
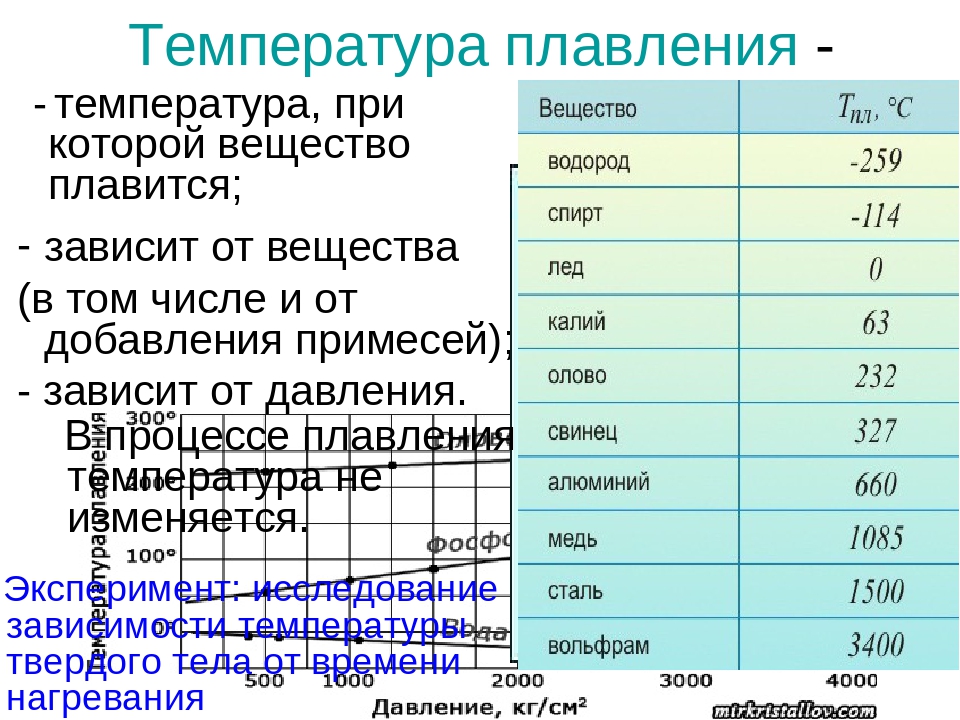
Температуру плавления металлов, которая изменяется от малейшего (-39 °С для ртути) до наибольшего (3400 °С для вольфрама), а также плотность металлов в твердом состоянии при 20 °С и плотности жидких металлов при температуре плавления приведены в таблице плавки цветных металлов.
Таблица 1. Плавки цветных металлов
твердого при 20 °С
Сварка и плавка цветных металлов
Сварка меди. Температура плавки металла Cu, почти в шесть раз превышает температуру плавки стали, медь интенсивно поглощает и растворяет различные газы, образуя с кислородом оксиды. Оксид меди II с медью образует эвтектику, температура плавления которой (1064°С) ниже температуры плавления меди (1083°С). При затвердевании жидкой меди эвтектика располагается по границам зерен, делает медь хрупкой и склонной к образованию трещин. Поэтому основной задачей при сварке меди является защита его от окисления и активное раскисление сварочной ванны.
Наиболее распространенное газовое сварки меди ацетиленокисневим пламенем с помощью горелок, которые в 1,5…2 раза мощнее горелки для сварки сталей. Присадочным металлом есть медные прутки, содержащие фосфор и кремний. Если толщина изделий более 5…6 мм, их сначала подогревают до температуры 250…300°С. Флюсами при сварке является прожаренная бура или смесь, состоящую из 70% буры и 30% борной кислоты. Чтобы повысить механические свойства и улучшить структуру наплавленного металла, медь после сварки проковывают при температуре около 200…300°С. Потом ее снова нагревают до 500-550°С и охлаждают в воде. Медь сваривают также электродуговым способом электродами, в струе защитных газов, под слоем флюса, на конденсаторных машинах, способом трения.
Чтобы повысить механические свойства и улучшить структуру наплавленного металла, медь после сварки проковывают при температуре около 200…300°С. Потом ее снова нагревают до 500-550°С и охлаждают в воде. Медь сваривают также электродуговым способом электродами, в струе защитных газов, под слоем флюса, на конденсаторных машинах, способом трения.
Сварка латуни. Латунь – это сплав меди с цинком (до 50%). Основное загрязнение при этом – испарение цинка, в итоге чего шов теряет свои качества, в нем возникают поры. Латунь, как и медь, в основном сваривают ацетиленовым окислительным пламенем, при котором на поверхности ванны создается пленка тугоплавкого оксида цинка, уменьшающая дальнейшее выгорание и испарение цинка. Флюсы используют такие же, как и при сварке меди. Они создают на поверхности ванны шлаки, которые связывают оксиды цинка и затрудняют выход паров из сварочной ванны. Латунь сваривают также в защитных газах и на контактных машинах.
Сварка бронзы. В большинстве случаев бронза – это литейный материал, поэтому
сварку применяют при исправлении дефектов или во время ремонта. Чаще всего применяют сварку металлическим электродом. Присадочным металлом является прутки того самого состава, что и основной металл, а флюсами или электродным покрытием – хлористые и фтористые соединения калия и натрия.
Сварка алюминия. Основными факторами, затрудняющими сварку алюминия, является низкая температура его плавления (658°С), большая теплопроводность (примерно в 3 раза выше теплопроводности стали), образование тугоплавких оксидов алюминия, которые имеют температуру плавления 2050°С, поэтому технология плавки цветных металлов, таких как медь или бронза, не подходит для плавки алюминия. Кроме того, эти оксиды слабо реагируют как с кислыми, так и основными флюсами, поэтому плохо удаляются из шва.
Чаще всего используют газовую сварку алюминия ацетиленовым пламенем. В последние годы значительно распространилось также автоматическая дуговая сварка металлическими электродами под флюсом и в среде аргона. При всех способах сварки, кроме аргонодуговой, применяют флюсы или электродные покрытия, в состав которых входят фтористые и хлористые соединения лития, калия, натрия и других элементов. Как присадочный металл при всех способах сварки используют проволоку или стержни того же состава, что и основной металл.
В последние годы значительно распространилось также автоматическая дуговая сварка металлическими электродами под флюсом и в среде аргона. При всех способах сварки, кроме аргонодуговой, применяют флюсы или электродные покрытия, в состав которых входят фтористые и хлористые соединения лития, калия, натрия и других элементов. Как присадочный металл при всех способах сварки используют проволоку или стержни того же состава, что и основной металл.
Алюминий хорошо сваривается электронным лучом в вакууме, на контактных машинах, электрошлаковым и другими способами.
Сварка сплавов алюминия. Сплавы алюминия с магнием и цинком сваривают без
особых осложнений, так же как и алюминий. Исключением является дюралюминий – сплавы алюминия с медью. Эти сплавы термически упрочняются после закалки и следующего старения. Когда температура плавки цветных металлов свыше 350°С в них происходит снижение прочности, которое не восстанавливается термической обработкой. Поэтому при сварке дюралюминия в зоне термического влияния прочность уменьшается на 40…50%. Если дюралюминий сваривать в защитных газах, то такое снижение может быть восстановлено термической обработкой до 80…90% по отношению к прочности основного металла.
Сварка магниевых сплавов. При газовой сварке обязательно применяют фторидные флюсы, которые в отличие от хлоридных не вызывают коррозии сварных соединений. Дуговая сварка магниевых сплавов металлическими электродами через низкое качество сварных швов до настоящего времени не применяется. При сварке магниевых сплавов наблюдается значительный рост зерна в около шовных участках и сильное развитие столбчатых кристаллов в сварном шве. Поэтому предел прочности сварных соединений составляет 55…60% предела прочности основного металла.
Таблица 2. Физические свойства промышленных цветных металлов
Каждый металл или сплав обладает уникальными свойствами, в число которых входит температура плавления. При этом объект переходит из одного состояния в другое, в конкретном случае становится из твёрдого жидким. Чтобы его расплавить, необходимо подвести к нему тепло и нагревать до достижения нужной температуры. В момент, когда достигается нужная точка температуры данного сплава, он ещё может остаться в твёрдом состоянии. При продолжении воздействия начинает плавиться.
При этом объект переходит из одного состояния в другое, в конкретном случае становится из твёрдого жидким. Чтобы его расплавить, необходимо подвести к нему тепло и нагревать до достижения нужной температуры. В момент, когда достигается нужная точка температуры данного сплава, он ещё может остаться в твёрдом состоянии. При продолжении воздействия начинает плавиться.
Наиболее низкая температура плавления у ртути — она плавится даже при -39 °C, самая высокая у вольфрама — 3422 °C. Для сплавов (стали и других) определить точную цифру крайне сложно. Все зависит от соотношения компонентов в них. У сплавов она записывается как числовой промежуток.
Как происходит процесс
Элементы, какими бы они ни были: золото, железо, чугун, сталь или любой другой — плавятся примерно одинаково. Это происходит при внешнем или внутреннем нагревании. Внешнее нагревание осуществляется в термической печи. Для внутреннего применяют резистивный нагрев, пропуская электрический ток или индукционный нагрев в электромагнитном поле высокой частоты. Воздействие при этом примерно одинаковое.
Когда происходит нагревание, усиливается амплитуда тепловых колебаний молекул. Появляются структурные дефекты решётки, сопровождаемые разрывом межатомных связей. Период разрушения решётки и скопления дефектов и называется плавлением.
В зависимости от градуса, при котором плавятся металлы, они разделяются на:
- легкоплавкие — до 600 °C: свинец, цинк, олово;
- среднеплавкие — от 600 °C до 1600 °C: золото, медь, алюминий, чугун, железо и большая часть всех элементов и соединений;
- тугоплавкие — от 1600 °C: хром, вольфрам, молибден, титан.
В зависимости от того, каков максимальный градус, подбирается и плавильный аппарат. Он должен быть тем прочнее, чем сильнее будет нагревание.
Вторая важная величина — градус кипения. Это параметр, при достижении которого начинается кипение жидкостей. Как правило, она в два раза выше градуса плавления. Эти величины прямо пропорциональны между собой и обычно их приводят при нормальном давлении.
Это параметр, при достижении которого начинается кипение жидкостей. Как правило, она в два раза выше градуса плавления. Эти величины прямо пропорциональны между собой и обычно их приводят при нормальном давлении.
Если давление увеличивается, величина плавления тоже увеличивается. Если давление уменьшается, то и она уменьшается.
Таблица характеристик
Металлы и сплавы — непременная основа для ковки, литейного производства, ювелирной продукции и многих других сфер производства. Чтобы не делал мастер (ювелирные украшения из золота, ограды из чугуна, ножи из стали или браслеты из меди), для правильной работы ему необходимо знать температуры, при которых плавится тот или иной элемент.
Чтобы узнать этот параметр, нужно обратиться к таблице. В таблице также можно найти и градус кипения.
Среди наиболее часто применяемых в быту элементов показатели температуры плавления такие:
- алюминий — 660 °C;
- температура плавления меди — 1083 °C;
- температура плавления золота — 1063 °C;
- серебро — 960 °C;
- олово — 232 °C. Олово часто используют при пайке, так как температура работающего паяльника составляет как раз 250–400 градусов;
- свинец — 327 °C;
- температура плавления железо — 1539 °C;
- температура плавления стали (сплав железа и углерода) — от 1300 °C до 1500 °C. Она колеблется в зависимости от насыщенности стали компонентами;
- температура плавления чугуна (также сплав железа и углерода) — от 1100 °C до 1300 °C;
- ртуть — -38,9 °C.
Как понятно из этой части таблицы, самый легкоплавкий металл — ртуть, которая при плюсовых температурах уже находится в жидком состоянии.
Градус кипения всех этих элементов почти вдвое, а иногда и ещё выше градуса плавления. Например, у золота он 2660 °C, у алюминия — 2519 °C, у железа — 2900 °C, у меди — 2580 °C, у ртути — 356,73 °C.
У сплавов типа стали, чугуна и прочих металлов расчёт примерно такой же и зависит от соотношения компонентов в сплаве.
Максимальная температура кипения у металлов — у рения — 5596 °C. Наибольшая температура кипения — у наиболее тугоплавящихся материалов.
Бывают таблицы, в которых также указана плотность металлов. Самым лёгким металлом является литий, самым тяжёлым — осмий. У осмия плотность выше, чем у урана и плутония, если рассматривать её при комнатной температуре. К лёгким металлам относятся: магний, алюминий, титан. К тяжёлым относится большинство распространённых металлов: железо, медь, цинк, олово и многие другие. Последняя группа — очень тяжёлые металлы, к ним относятся: вольфрам, золото, свинец и другие.
Ещё один показатель, встречающийся в таблицах — это теплопроводность металлов. Хуже всего тепло проводит нептуний, а лучший по теплопроводности металл — серебро. Золото, сталь, железо, чугун и прочие элементы находится посередине между этими двумя крайностями. Чёткие характеристики для каждого можно найти в нужной таблице.
Температура плавления цинка, свойства и применение металла
Цинк металл. Свойства, добыча и применение цинка
Свойства и происхождение цинка
Практически половина добываемого цинка уходит на покрытие других металлов. В первую очередь, это сталь и чугун.
Без «защиты» их съедает коррозия. Спасает именно цинк. Бело -голубой металл наносят на основу тонкой пленкой.
На слуху прилагательное «оцинкованный». Его часто подставляют к словам: — ведра, покрытия для крыш, проволока. В таблице химических элементов цинк находится перед железом.
Это значит, что он более активен, то есть первым вступает в реакции с воздухом.
Коррозия, как известно, вызывается именно соприкосновением влаги из атмосферы с металлом.

Металл цинк первый берет на себя удар, спасая металл, расположенный под ним. Поэтому, ведра именно оцинковывают, а не никелируют, покрывают кобальтом или оловом.
Эти элементы в таблице Менделеева расположены после железа. Они дождутся, пока этот металл разрушится и, уже потом начнут распадаться сами.
Атомный номер цинка – 30. Это цифра 2-ой группы 4-го периода таблицы химических веществ. Обозначение металла – Zn.
Он составная часть горных руд, минералов, переносится водой и, даже содержится в живых тканях.
Так, к примеру, металл активно накапливают некоторые разновидности фиалок. Но, выделить чистый цинк удалось лишь в 18-ом столетии.
Сделал это немец Андреас Сигизмунд Маргграф. Он прокалил смесь оксида цинка с углем.
Опыт удался, потому что проводился без доступа воздуха, то есть кислорода. Резервуаром для реакции стал огнеупорный сосуд из глины.
Полученные металлические пары химик поместил в холодильник. Под воздействием низких температур частицы цинка осели на его стенки.
Месторождения и добыча цинка
Теперь же каждый год в мире добывают около 10-ти миллионов тонн голубоватого металла в чистом виде. Его содержание в земной коре 6-9%.
Проценты эти распределили между собой 50 стран. В лидерах Перу, США, Канада, Узбекистан, Россия, но больше всего месторождений цинка в Австралии и Китае.
На каждую из этих стран приходится примерно 3 десятка миллионов тонн металла с порядковым номером 30.
Однако, в будущем на первое место в рейтинге может встать океан. Основные запасы цинка сосредоточенны в его водах, на его дне.
Разрабатывать, правда, морское месторождение еще не научились. Технологии есть, но они слишком дорогостоящие.
Поэтому практически 3 миллиона тонн цинка так и лежат на дне Красного моря, не говоря уже о запасах Карибского бассейна и Срединно-Атлантического хребта.
Применение цинка
Цинк нужен ювелирам. Металл добавляют в сплавы на основе золота. Минимальные дозы цинка делают их тягучими, легко поддающимися ковке, послушными в руках мастера.
30-ый элемент также осветляет изделие, поэтому часто используется для создания, так называемого, белого золота.
Однако, с цинком главное не переборщить. Даже 3 десятых содержания металла в сплаве сделает украшение непрочным, хрупким.
Снижает белый металл и температуру плавления сплава. Соединения меди с цинком, открытые, еще в древнем Египте, применяют в производстве бижутерии. Сплав дешевый, легко поддается обработке, привлекательно выглядит.
Из-за невысокой температуры плавления цинк стал «героем» микросхем и всевозможных припоев.
Он, как и олово, легко и прочно соединяет мелкие детали между собой. При низких температурах металл хрупок, но уже при 100-150 градусах становится тягучим, податливым.
Этим физическим свойством цинка и пользуются промышленники и мастера кустарного производства.
Интересно, что при еще большем накале, к примеру, до 500-та градусов, элемент снова превращается в ломкий и ненадежный.
Низкая планка плавления финансово выгодна промышленникам. Топлива надо меньше, переплачивать за дорогостоящее оборудование нет необходимости.
Экономят и на обработке полученных «отливок» из цинка. Их поверхность зачастую даже не требует дополнительной полировки.
Металл активно используют в автомобильной отрасли. Сплавы на основе цинка идут на ручки дверей, кронштейны, декор салона, замки, оформление зеркал, корпуса стеклоочистителей.
В автомобильном сплаве цинка высок процент алюминия. Последний, делает соединение более износостойким и прочным.
Окись цинка добавляют в автомобильные покрышки. Без нее резина получается низкого качества.
Ведущую роль в экономике многих стран играют чугун и латунь.
 Их производство немыслимо без цинка. В латуни его от 30-ти до 50-ти процентов (в зависимости от разновидности сплава).
Их производство немыслимо без цинка. В латуни его от 30-ти до 50-ти процентов (в зависимости от разновидности сплава).Латунь идет не только на дверные ручки. Из нее изготавливают и посуду, оправы для магнитов, смесителей и высокотехнического оборудования для заводов разных профилей.
Широко используют и цинковые листы. Они – основа печатных форм в полиграфии.
Листы идут на изготовление источников тока, труб, покрытий для крыш и желобов для сточных вод.
Цинк – составная часть многих красителей. Так, окись цинка используют как белую краску. Кстати, именно такое покрытие используют в космонавтике.
Для ракет, спутников необходимы красители отражающие свет, а это лучше всего делают составы на основе цинка.
Он незаменим и в деле борьбы с радиацией. Под ее лучами сульфид металла вспыхивает, выдавая присутствие опасных частиц.
Позарились на элемент цинк и фармацевты. Цинк – антисептик. Его добавляют в мази для новорожденных, заживляющие составы.
Более того, некоторые медики уверены, что цинк, вернее, его недостаток, вызывает шизофрению.
Поэтому, заклинают врачи, обязательно надо употреблять продукты, содержащие металл.
Больше всего цинка в морепродуктах. Не зря же залежи металла хранятся в океанских глубинах.
Источник: https://tvoi-uvelirr.ru/cink/
Цинк в строительстве: особенности металла, его плюсы и минусы
Цинк давно зарекомендовал себя как важный химический элемент. Еще до нашей эры люди знали о нем многое и широко применяли в различных сферах. Свойства этого материала позволяют использовать цинк во многих отраслях и в быту.
Материал с успехом применяют в химической промышленности, в машиностроении и в строительстве.
Поэтому сегодня мы рассмотрим полезные свойства и характеристика металла цинка и сплавов на его основе, цену за кг, особенности использования, а также изготовления материала.
Для начала вашему вниманию предлагается общая характеристика цинка. Этот продукт является не только необходимым производственным металлом, но и важным биологическим элементом.
В любом живом организме он присутствует до 4 % от всех элементов.Самые богатые месторождения цинка это Боливия, Иран, Казахстан и Австралия.
В нашей стране одним из крупных производителей считается предприятие ОАО «ГМК Дальполиметалл».
Если рассматривать цинк со стороны периодической системе Менделеева, то он относится к переходным металлам и имеет следующие характеристики:
- Номер по порядку: 30
- Масса: 65,37.
- Степень окисления — +2.
- Цвет: синевато-белый.
Цинк – это радиоактивный изотоп, для которого характерен период полураспада 244 дня.
Если рассматривать цинк со стороны простого вещества, то этот материал имеет следующие характеристики:
- Вид материала – металл.
- Цвет – серебристо-голубой.
- Покрытие – защищен оксидной пленкой, под которой скрывается блеск и сияние.
Цинк содержится в коре земли. Доля металла в ней не очень большая: всего 0,0076%.
Как единичного материала цинка не существует. Он входит в состав многих руд и минералов.
- Наиболее распространенными являются: цинковая обманка, клейофан, марматит. Кроме этого, цинк можно встретить в следующих природных материалах: вюртцит, франкленит, цинкит, смитсонит, каламин, виллемит.
- Спутниками цинка обычно являются: германий, кадмий, таллий, галлий, индий, кадмий.
- Наиболее популярными являются сплавы цинка и алюминия, меди, олова, никеля.
О роли цинка в нашей жизни расскажут специалист в этом видео:
С цинком могут конкурировать только 4 металла: титан, алюминий, хром и медь. Описанные материалы имеют следующие характеристики:
Описанные материалы имеют следующие характеристики:
- Алюминий: серебристо-белый цвет, хорошо проводит электричество и тепло, поддается обработке давлением, устойчив к коррозии, имеет низкую плотность, применяется в процессе производства стали (для повышения жаростойкости).
- Титан: серебристо-белый цвет, большая температура плавления, при соприкосновении с воздухом окисляется, низкая теплопроводность, легко поддается ковке и штамповке, при высокой температуре на поверхности образуется прочная защитная пленка.
- Хром: синевато-блестящий цвет, высокая твердость, хрупкость, стойкость к окислению в условиях атмосферы и воды, используется для декоративного покрытия.
- Медь: красный металл, имеет высокую пластичность, хорошую электропроводность, высокую теплопроводность, стойкость к коррозионным процессам, применяется в кровельных материалах.
Для строительных целей наиболее часто (кроме цинка) применяют и другие цветные металлы. К ним относятся: бронза, латунь, силумин, баббит, дюралюминий и несколько других.
Цинк отличается от прочих металлов тем, что легко поддается деформации при температуре от 100 ºС до 150 ºС. В таком температурном диапазоне цинк так же поддается ковке и прокату в тонкие листы.
Плюсы и минусы
Плюсы:
- Хорошая жидкотекучесть, благодаря чему легко заполняются литейные формы.
- Высокая пластичность во время проката.
- Чистый цинк хорошо поддается ковке.
- Благодаря своим свойствам и воздействию температуры способен принимать различные состояния.
- Отлично защищает изделие от коррозии, благодаря чему охотно пользуется спросом в строительстве и машиностроении.
Минусы:
- При нагреве вместе с фосфором или серой может взорваться.
- На воздухе теряет блеск.
- При комнатной температуре имеет маленькую пластичность.
- Не находится в природе в чистом виде.

Масса, механические, химические и физические свойства цинка, его основные характеристики будут рассмотрены нами ниже.
Свойства и характеристики
Итак, какими свойствами обладает цинк?
Физические
Физические свойства:
- Является металлом средней твердости.
- Цинк не имеет полиморфных модификаций.
- Холодный цинк становится хрупким металлом.
- Приобретает пластичность при температуре 100-100 ºС.
- При более высокой температуре в 250 ºС снова превращается в хрупкий металл.
- Температура плавления твердого цинка равна 419,5 ºС.
- Температура перехода в пар – 913ºС.
- Температура кипения равна 906 ºС.
- Плотность цинка в твердом состоянии равна 7,133 г/см3, в жидком — 6, 66 г/см3.
- Относительное удлинение 40-50%.
- Легко растворим в кислотах.
- Легко растворим в щелочах.
О том, как правильно плавить цинк, смотрите в видеоролике:
Химические свойства цинка:
- 3d104s2 — конфигурация атома.
- Цинк считается активным металлом.
- Является энергетическим восстановителем.
- Электродный потенциал: -0,76 В.
- При температуре ниже 100 ºС теряет блеск и имеет покрытие пленкой.
- Во влажном воздухе (особенно если в нем есть углекислый газ) металл разрушается.
- Во время сильного нагрева цинк сильно сгорает с образованием голубоватого пламя.
- Степень окисления: .
- Кислоты и щелочи действуют на цинк различно в зависимости от присутствия в металле различных примесей.
- При нагревании цинка в воде происходит процесс гидролизации с образованием белого осадка.
- Минеральные кислоты большой силы способны легко растворить цинк.
Структура и состав
Формула цинка следующая: Zn. Конфигурация внешнего слоя атома — 4s2. Цинк имеет химическую связь металлическую, кристаллическую решетку – гексагональную, плотную.
Цинк в природе состоит их трех стабильных изотопов (перечислим их: 64Zn (48,6%), 66Zn (26,9%) и 67Zn (4,1%)) и нескольких радиоактивных. Самый важный из радиоактивных имеет полураспад равный 244 суткам.
Самый важный из радиоактивных имеет полураспад равный 244 суткам.
Производство
Как говорилось, цинк не содержится в природе в чистом виде. Его в основном получают из полимерных руд. В этих рудах цинк присутствует в форме сульфида. С ним всегда идут сопутствующие металлы, перечисленные выше.
https://www.youtube.com/watch?v=o74G0zUgqTY
С помощью процесса обогащения селективной флотацией получают концентрат цинка. Параллельно этому процессу из полиметаллических руд выходят другие концентраты веществ. Например, свинцовые и медные.
Полученные цинковые концентраты обжигают в печи. В результате действия высоких температур цинк переходит из сульфидного состояния в оксидное. В процессе производства выделяется сернистый газ, который идет на производство серной кислоты. Чистый цинк получают из оксида цинка двумя способами: пирометаллургическим и электролитическим.
- Пирометаллургический способ имеет очень давнюю историю. Концентрат обжигают и подвергают процессу спекания. Затем цинк восстанавливают с применение угля или кокса. Цинк, полученный этим способом, доводят до чистого состояния с помощью отстаивания.
- При электролитическом способе концентрат цинка обрабатывают с помощью серной кислоты. В результате получается раствор, который подвергают процессу электролиза. Здесь цинк осаждается и его подвергают плавлению в специальных печах.
Цинк, как элемент, содержится в достаточном количестве в земной коре и в водных ресурсах.
Цинк применяется в следующих отраслях:
- При производстве масляных красок.
- При изготовлении резиновых шин.
- В медицине.
- Способен восстанавливать благородные металлы.
- Применяется в качестве защитного средства от коррозии.
- Используется в полиграфической промышленности.
- Применяется при изготовлении аккумуляторов.
Половина всего производства цинка идет на выполнение функции «защита от коррозии». Благодаря свои свойством из цинка с успехом отливают ответственные детали (например, для самолетов). Цинк широко применяется совместно с медью и свинцом.
Благодаря свои свойством из цинка с успехом отливают ответственные детали (например, для самолетов). Цинк широко применяется совместно с медью и свинцом.
Цинк так же использует в виде порошка для осуществления ряда химико-технологических процессов.
О том, как снять цинк, вам поведает данное видео:
Источник: http://stroyres.net/metallicheskie/vidyi/tsvetnyie/tsink/osobennosti-ego-plyusyi-i-minusyi.html
Применение цинка
Области применения цинка в процентном отношении:
- Цинкование — 45-60 %
- В медицине (оксид цинка как антисептик) — 10 %
- Производство сплавов — 10 %
- Производство резиновых шин — 10 %
- Масляные краски — 10 %
Чистый металлический цинк используется для восстановления благородных металлов, добываемых подземным выщелачиванием (золото, серебро). Кроме того, цинк используется для извлечения серебра, золота (и других металлов) из чернового свинца в виде интерметаллидов цинка с серебром и золотом (так называемой «серебристой пены»), обрабатываемых затем обычными методами аффинажа.
Применение цинка в металлургии
Этот металл по-прежнему остается основой промышленности. По выплавке чугуна и стали и сейчас судят о мощи государства. А чугун и сталь подвержены коррозии, и, несмотря на значительные успехи, достигнутые человечеством в борьбе с «рыжим врагом», коррозия ежегодно губит десятки миллионов тонн металла.
Нанесение на поверхность стали и чугуна тонких пленок коррозионно-стойких металлов – важнейшее средство защиты от коррозии. А на первом месте среди всех металлопокрытий – и по важности, и по масштабам – стоят покрытия цинковые. На защиту стали идет 40% мирового производства цинка!
Оцинкованные ведра, оцинкованная жесть на крышах домов – вещи настолько привычные, настолько будничные, что мы, как правило, не задумываемся, а почему, собственно, они оцинкованные, а не хромированные или никелированные? Если же такой вопрос возникает, то «железная логика» мигом выдает однозначный ответ: потому что цинк дешевле хрома и никеля.
 Но дело не в одной дешевизне.
Но дело не в одной дешевизне.Цинковое покрытие часто оказывается более надежным, нежели остальные, потому что цинк не просто механически защищает железо от внешних воздействий, он его химически защищает.
Кобальт, никель, кадмий, олово и другие металлы, применяемые для защиты железа от коррозии, в ряду активности металлов стоят после железа. Это значит, что они химически более стойки, чем железо. Цинк же и хром, наоборот, активнее железа. Хром в ряду активности стоит почти рядом с железом (между ними только галлий), а цинк – перед хромом.
Процессы атмосферной коррозии имеют электрохимическую природу и объясняются с электрохимических позиций.
Но в принципе механизм защиты железа цинком состоит в том, что цинк – металл более активный – прежде, чем железо, реагирует с агрессивными компонентами атмосферы.
Получается, словно металлы соблюдают правило солдатской дружбы: сам погибай, а товарища выручай… Конечно, металлы не солдаты, тем не менее, цинк выручает железо, погибая.
Вот как это происходит.
В присутствии влаги между железом и цинком образуется микрогальванопара, в которой цинк – анод. Именно он и будет разрушаться при возникшем электрохимическом процессе, сохраняя в неприкосновенности основной металл.
Даже если покрытие нарушено – появилась, допустим, царапина, – эти особенности цинковой защиты и ее надежность остаются неизменными. Ведь и в такой ситуации действует микрогальванопара, в которой цинк принесен в жертву, и, кроме того, обычно в процессе нанесения покрытия железо и цинк реагируют между собой.
И чаще всего царапина оголяет не само железо, а интерметаллическое соединение железа с цинком, довольно устойчивое к действию влаги.
Существен и состав продукта, образующегося при «самопожертвований» элемента №30. Активный цинк реагирует с влагой воздуха и одновременно с содержащимся в нем углекислым газом.
Активный цинк реагирует с влагой воздуха и одновременно с содержащимся в нем углекислым газом.
Образуется защитная пленка состава 2ZnCO3 · Zn(OH)2, имеющая достаточную химическую стойкость, чтобы защитить от реакций и железо, и сам цинк.
Но если цинк коррелирует в среде, лишенной углекислоты, скажем, в умягченной воде парового котла, то пленка нужного состава образоваться не может, и в этом случае цинковое покрытие разрушается намного быстрее.
Как же наносят цинк на железо? Способов несколько. Поскольку цинк образует сплавы с железом, быстро растворяя его даже при невысоких температурах, можно наносить распыленный цинк на подготовленную стальную поверхность из специального пистолета.
Можно оцинковывать сталь (это самый старый способ), просто окуная ее в расплавленный цинк. Кстати, плавится он при сравнительно низкой температуре (419,5°C). Есть, конечно, электролитические способы цинкования.
Есть, наконец, метод шерардизации (по имени изобретателя) применяемый для покрытия небольших деталей сложной конфигурации, когда особенно важно сохранить неизменными размеры.
В герметически закрытом барабане детали, пересыпанные цинковой пылью, выдерживают в течение нескольких часов при 350…375°C. В этих условиях атомы цинка достаточно быстро диффундируют в основной материал; образуется железоцинковый сплав, слой которого не «уложен» поверх детали, а «внедрен» в нее.
Приготовление латуни с помощью цинка
Приготовление латуни восстановлением особого камня – кадмея углем в присутствии меди описано у Гомера, Аристотеля, Плиния Старшего. В частности, Аристотель писал о добываемой в Индии меди, которая «отличается от золота только вкусом».
Действительно, в довольно многочисленной группе сплавов, носящих общее название латуней, есть один (Л-96, или томпак), по цвету почти неотличимый от золота. Между прочим, томпак содержит меньше цинка, чем большинство латуней: цифра за индексом Л означает процентное содержание меди. Значит, на долю цинка в этом сплаве приходится не больше 4%.
Значит, на долю цинка в этом сплаве приходится не больше 4%.
Можно предполагать, что металл из кадмеи и в древности добавляли в медь не только затем, чтобы осветлить ее. Меняя соотношение цинка и меди, можно получить многочисленные сплавы с различными свойствами. Не случайно латуни поделены на две большие группы – альфа и бета-латуни. В первых цинка не больше 33%.
С увеличением содержания цинка пластичность латуни растет, но только до определенного предела: латунь с 33 и более процентами цинка при деформировании в холодном состоянии растрескивается; 33%Zn – рубеж роста пластичности, за которым латунь становится хрупкой.
Впрочем, могло случиться, что за основу классификации латуней взяли бы другой «порог» – все классификации условны, ведь и прочность латуней растет по мере увеличения в них содержания цинка, но тоже до определенного предела. Здесь предел иной – 47…50% Zn. Прочность латуни, содержащей 45% Zn, в несколько раз больше, чем сплава, отлитого из равных количеств цинка и меди.
Широчайший диапазон свойств латуней объясняется прежде всего хорошей совместимостью меди и цинка: они образуют серию твердых растворов с различной кристаллической структурой. Так же разнообразно и применение сплавов этой группы. Из латуней делают конденсаторные трубки и патронные гильзы, радиаторы и различную арматуру, множество других полезных вещей – всего не перечислить.
И что здесь особенно важно. Введенный в разумных пределах цинк всегда улучшает механические свойства меди (ее прочность, пластичность, коррозионную стойкость). И всегда при этом он удешевляет сплав – ведь цинк намного дешевле меди. Легирование делает сплав более дешевым – такое встретишь не часто.
Цинк входит и в состав другого древнего сплава на медной основе. Речь идет о бронзе. Это раньше делили четко: медь плюс олово – бронза, медь плюс цинк – латунь. Теперь «грани стерлись».
Сплав ОЦС-3-12-5 считается бронзой, но цинка в нем в четыре раза больше, чем олова.
 Бронза для отливки бюстов и статуй содержит (марка БХ-1) от 4 до 7% олова и от 5 до 8% цинка, т.е. называть ее латунью оснований больше – на 1%.
Бронза для отливки бюстов и статуй содержит (марка БХ-1) от 4 до 7% олова и от 5 до 8% цинка, т.е. называть ее латунью оснований больше – на 1%.А ее по-прежнему называют бронзой, да еще художественной…
До сих пор мы рассказывали только о защите цинком и о легировании цинком. Но есть и сплавы на основе элемента №30. Хорошие литейные свойства и низкие температуры плавления позволяют отливать из таких сплавов сложные тонкостенные детали. Даже резьбу под болты и гайки можно получать непосредственно при отливке, если имеешь дело со сплавами на основе цинка.
Растущий дефицит свинца и олова заставил металлургов искать рецептуры новых типографских и антифрикционных сплавов. Доступный, довольно мягкий и относительно легкоплавкий цинк, естественно, привлек внимание в первую очередь. Почти 30 лет поисковых и исследовательских работ предшествовали появлению антифрикционных сплавов на цинковой основе.
При небольших нагрузках они заметно уступают и баббитам и бронзам, но в подшипниках большегрузных автомобилей и железнодорожных вагонов, угледробилок и землечерпалок они стали вытеснять традиционные сплавы. И дело здесь не только в относительной дешевизне сплавов на основе цинка.
Эти материалы прекрасно выдерживают большие нагрузки при больших скоростях в условиях, когда баббиты начинают выкрашиваться…
Цинковые сплавы появились и в полиграфии. Так, наряду с сурьмяно-оловянно-свинцовым сплавом – гартом для отливки шрифтов используют и так называемый сплав №3, в котором содержится до 3% алюминия, 1,2…1,6% магния, остальное цинк.
Применение цинка в аккумуляторах
Поскольку цинк в ряду напряжений является самым электроположительным металлом, устойчивым в водных растворах (магний все-таки медленно, но реагирует с водой), на основе цинка создано большое число разнообразных химических источников тока. Это серебряно-цинковые аккумуляторы, «сухие» элементы Лекланше, ртутно-цинковые и воздушно-цинковые элементы.
Это серебряно-цинковые аккумуляторы, «сухие» элементы Лекланше, ртутно-цинковые и воздушно-цинковые элементы.
Например: марганцево-цинковый элемент, серебряно-цинковый аккумулятор (ЭДС 1,85 В, 150 Вт·ч/кг, 650 Вт·ч/дм³, малое сопротивление и колоссальные разрядные токи), ртутно-цинковый элемент (ЭДС 1,35 В, 135 Вт·ч/кг, 550—650 Вт·ч/дм³), диоксисульфатно-ртутный элемент, йодатно-цинковый элемент, медно-окисный гальванический элемент (ЭДС 0,7—1,6 Вольт, 84—127 Вт·ч/кг, 410—570 Вт·ч/дм³), хром-цинковый элемент, цинк-хлоросеребряный элемент, никель-цинковый аккумулятор (ЭДС 1,82 Вольт, 95—118 Вт·ч/кг, 230—295 Вт·ч/дм³), свинцово-цинковый элемент, цинк-хлорный аккумулятор, цинк-бромный аккумулятор и др). Очень важна роль цинка в цинк-воздушных аккумуляторах, в последние годы интенсивно разрабатываются на основе системы цинк-воздух — аккумуляторы для компьютеров (ноутбуки) и в этой области достигнут значительный успех (большие, чем у литиевых батарей, ёмкость и ресурс, меньшая в 3 раза стоимость), так же эта система очень перспективна для пуска двигателей (свинцовый аккумулятор — 55 Вт·ч/кг, цинк-воздух — 220—300 Вт·ч/кг) и для электромобилей (пробег до 900 км). Входит в состав многих твёрдых припоев для снижения их температуры плавления. Цинк — важный компонент латуни. Окись цинка широко используется в медицине как антисептическое и противовоспалительное средство. Также окись цинка используется для производства краски — цинковых белил.
Хлорид цинка — важный флюс для пайки металлов и компонент при производстве фибры.
Теллурид, селенид, фосфид, сульфид цинка — широко применяемые полупроводники.
Селенид цинка используется для изготовления оптических стёкол с очень низким коэффициентом поглощения в среднем инфракрасном диапазоне, например, в углекислотных лазерах.
В пиротехнике цинковую пыль применяют, чтобы получить голубое пламя. Цинковая пыль используется в производстве редких и благородных металлов. В частности, таким цинком вытесняют золото и серебро из цианистых растворов.

Как ни парадоксально, но и при получении самого цинка (и кадмия) гидрометаллургическим способом применяется цинковая пыль – для очистки раствора сульфата цинка от меди и кадмия. Но это еще не все.
Вы никогда не задумывались, почему металлические мосты, пролеты заводских цехов и другие крупногабаритные изделия из металла чаще всего окрашивают в серый цвет?
Главная составная часть применяемой во всех этих случаях краски – все та же цинковая пыль. Смешанная с окисью цинка и льняным маслом, она превращается в краску, которая отлично предохраняет от коррозии. Эта краска к тому же дешева, эластична, хорошо прилипает к поверхности металла и не отслаивается при температурных перепадах.
Источник: http://www.protown.ru/information/hide/5622.html
Большая Энциклопедия Нефти и Газа
Cтраница 1
Температура плавления цинка 419 С, Цинк обладает невысокими механическими свойствами, при нормальной температуре хрупкий, от ударов молотка крошится, а при температуре 100 – 150 С становится ковким и тягучим и хорошо прокатывается в листы. Кислоты и щелочи разъедают цинк, а чистая вода не разрушает его. Из-за низких механических свойств цинк в чистом виде для изготовления деталей не применяется. [1]
Притемпературе плавления цинка 419 практически установлено, что температура цинковой ванны должна быть около 450 и не выше 480, так как в противном случае толщина покрытия падает, растет угар цинка и повышается износ стенок ванны, обычно изготовляемой из железа.
Расплавленный цинк должен быть возможно более чистым. Содержание железа в расплавленном цинке не допускается выше 0 05 %, так как в противном случае повышается температура плавления цинка.
Вследствие того, что покрытие цинком становится тем более хрупким, чем выше содержание в нем железоцинкового сплава, в практике внимательно следят за систематическим удалением со дна ванны гартцинка и за соблюдением особых мер, предупреждающих его взмучивание.

Накопление окиси цинка в расплавленном металле за счет окисления цинка кислородом воздуха приводит к увеличению вязкости расплава, а также к образованию хрупких покрытий. [2]
Производить шерардизацию при температурах вышетемпературы плавления цинка, не рекомендуется, так как в этом случае расплавленные частицы цинка обволакиваются пленкой окиси цинка, создающей препятствие для взаимного слияния расплавленных частиц. После нагревания барабан охлаждается до комнатной температуры. Неостывший барабан открывать нельзя, так как возможно сгорание шерардизирующей смеси. Готовые изделия выбрасываются в сито, через которое отсеивается цинковая пыль. [3]
Если измерения вести при температурах нижетемпературы плавления цинка, то кривые по повышению напряжения хорошо совпадают с кривыми по понижению напряжения. На катоде при этом выделяется цинк в форме дендритов.
При измерениях выше температуры плавления цинка некоторое деполяризующее действие оказывает реакция восстановления цинком сульфатов до сульфидов, хотя и в этом случае после охлаждения в католите можно обнаружить цинк в виде королька. [4]
Во время нагревания температура нагревания должна быть немного нижетемпературы плавления цинка. [5]
При прохождении тока короткого замыкания суженные места вставки быстро нагреваются дотемпературы плавления цинка, и плавкая вставка плавится одновременно во всех суженных местах. [6]
Должен знать: кинематические, электрические схемы оцинковального агрегата непрерывного действия в пределах выполняемой работы и правила наладки его; температуру плавления цинка и влияние температуры расплавленного цинка на толщину слоя покрытия; физико-химические свойства цинка и химикатов, применяемых для оцинкования, в пределах выполняемой работы; виды дефектов и причины некачественной подготовки поверхности листов и стальной проволоки. [7]
Цинк в чистом виде применяют в основном для оцин-кования стали, в электрических батареях и элементах.
 Температура плавления цинка равна 419 С. [8]
Температура плавления цинка равна 419 С. [8]| Физико-механические свойства некоторых цветных металлов. [9] |
Так, например, притемпературе плавления цинка 419 С и олова 232 С латунь и бронза имеют температуру плавления 800 – 950 С. Возникает опасность испарения легкоплавких компонентов. [10]
Повышение температуры вызывает более интенсивное образование диффузионных слоев покрытия, но при толщине выше некоторой предельной покрытие становится рыхлым, легко спадает с поверхности изделия на дно ванны.
Температура расплава в ванне ( притемпературе плавления цинка 419 С) поддерживается на уровне 450 С и не превышает 480 С. При более высокой температуре недопустимо снижается толщина покрытия, уменьшается срок службы стенок ванны, изготовляемой обычно из стали.
Холодные ванны ( при температуре расплава менее 450 С) дают грубые и не-равномерные по толщине покрытия при повышенном расходе цинка на покрытие. Необходимо систематически удалять со дна ванны гартцинк и соблюдать особые меры, предупреждающие взмучивание его.
Расплавленный металл постепенно загрязняется окисью цинка вследствие окисления цинка кислородом воздуха. Это увеличивает вязкость расплава, а также вызывает образование хрупких покрытий. [11]
| Разрез ванны со свинцом для цинкования. [12] |
Повышение Температуры вызывает более интенсивное образование диффузионных слоев покрытия, но при толщине выше некоторой предельной покрытие становится рыхлым, легко спадает с поверхности изделия на дно ванны.
Температура расплава в ванне ( притемпературе плавления цинка 419 С) поддерживается1 на уровне 450 С и не превышает 480 С. При более высокой тймпературе недопустимо снижается толщина покрытия, уменьшается срок службы стенок ванны, изготовляемой обычно из стали.
Холодные ванны ( при температуре расплава менее 450 С) дают грубые и неравномерные по толщине покрытия при повышенном расходе цинка на покрытие. Необходимо систематически удалять со дна ванны гартцинк и соблюдать особые меры, предупреждающие взмучивание его.
Необходимо систематически удалять со дна ванны гартцинк и соблюдать особые меры, предупреждающие взмучивание его.
Расплавленный металл постепенно загрязняется окисью цинка вследствие окисления цинка кислородом воздуха. Это увеличивает вязкость расплава, а также вызывает образование хрупких покрытий. [13]
Применение цинковых плавких вставок в предохранителях ПР объясняется не только указанными выше преимуществами их по сравнению с вставками из свинца и из его сплавов с оловом.
Большое значение имеет и то, что при применении цинковой вставки температура внутри трубки в эксплуатации не может быть вышетемпературы плавления цинка, равной 420 С.
С, что может привести к сильному обугливанию внутренней поверхности фибровой трубки и порче изоляции подводящих проводов. [15]
Страницы: 1 2
Источник: http://www.ngpedia.ru/id504085p1.html
Температура плавления свинца и олова, характеристики металлов, таблицы температур плавления
Свинец — легкоплавкий металл, поэтому расплавить его довольно просто, даже не имея специального оборудования. Главное, что нужно знать — какова температура плавления свинца.
От этого зависит выбор емкости, в которой будет происходить плавка.
Для свинца подойдет обычная консервная банка, так как жесть для нее изготавливают из стали, которая плавится при температуре в несколько раз больше, чем у выплавляемого металла.
Свинец и его свойства
Грязно-серый цвет этого металла — результат того, что в атмосфере на его поверхности за короткое время образуется окисная пленка. Именно она придает такой невзрачный вид свинцу.
Однако, если несколько раз провести напильником по поверхности металла, то под тонким слоем оксидной пленки станет видна блестящая поверхность с голубоватым оттенком. Это очень мягкий и тяжелый материал, он почти в полтора раза тяжелее стали.
Плотность свинца — 11,34 г/куб.см, а плотность железа — 7,80 г/куб. см.
см.
Свинец был открыт в древности примерно 4000 — 4500 лет до нашей эры. В современной промышленности его получение происходит в основном металлургическим способом из свинцовых руд и концентратов.
У свинца низкая температура плавления — всего 327 °C, а температура кипения — 1749 °C. Следует учитывать токсичность свинцовых паров и то, что этот химический элемент плохо выводится из организма. Чем больше нагревается расплавленный свинец, тем больше он испаряется. Поэтому помещение, в котором происходит плавка, должно хорошо проветриваться.
Именно благодаря невысокой температуре плавления свинец используют при изготовлении мягких припоев вместе с оловом.
Характеристика олова
Плавится при 232 °C, кипит при 2600 °C, отлично сплавляется с разными металлами, благодаря высокой пластичности хорошо поддается ковке. Паяльное олово используется в качестве припоя, так как оно хорошо смачивает металлы. Промышленное получение олова значительно сложнее чем свинца, поэтому оно гораздо дороже.
В отличие от свинца олово выглядит гораздо привлекательнее. Этот серебристо-белый металл безопасен для здоровья человека. Оловом часто покрывают поверхности металлических изделий в местах, где они контактируют с пищей: посуду, консервную жесть, пищевую фольгу и другие.
Однако оловянная пыль и пары при вдыхании могут вызвать опасное влияние на человеческий организм. Кроме производства тары для продуктов питания, олово широко используется в разных припоях и других сплавах, например, в антифрикционных и подшипниковых.
Этот материал значительно легче свинца, его плотность 7,3 г/куб.см.
Олово полиморфно, то есть оно может существовать в различных модификациях в зависимости от температуры. При температуре ниже 13 °C белое олово (β-модификация) переходит в серое олово (α-модификацию).

В результате этого фазового перехода блестящие оловянные изделия рассыпаются в порошок серого цвета. Причем при контакте с порошком белое олово как бы заражается от него и превращается в серое.
Такое явление получило название «оловянная чума».
По некоторым данным, именно оно стало главной причиной гибели экспедиции Роберта Скотта на Южный полюс. Керосин, хранившийся на промежуточных складах, вытек из канистр, пропаянных по швам оловом, которое рассыпалось в порошок на морозах Антарктики. Таким образом, члены экспедиции остались почти без топлива.
Припои для пайки
Припои классифицируют по разнообразным характеристикам: степени плавления при пайке, способу изготовления, основному металлу, способности к флюсованию и др. По температуре расплавления припои бывают:
- Легкосплавные, плавятся при менее 145 °C.
- Мягкие, плавятся при температуре от 145 °C до 400 °C.
- Твердые, температура плавления выше 400 °C.
Легкосплавные применяют для пайки материалов критичных к перегреву, можно назвать такие марки, как сплав Ньютона, сплав Гутри, сплав Вуда, ПОСВ 32−15−53.
Мягкие применяют для лужения и пайки швов посуды, электроаппаратуры, печатных плат, трубок теплообменников. Самые распространенные из них это оловянно-свинцовые (см. табл.1).
Твердые припои дают высокую прочность соединения и применяются для пайки несущих конструкций. К этим припоям относятся медно-цинковые (ПМЦ-36, ПМЦ-48, ПМЦ-54), серебряные (ПСр72, ПСр70, ПСр50, ПСр50Кд, ПСр12М) и другие.
Оловянно-свинцовые припои
Сплав олова со свинцом с содержанием олова от 10 до 90% называется припоем ПОС. Можно привести следующие обозначения марок таких припоев:
- ПОС40 — содержит 40% олова, остальное — свинец, плавится при 235 градусах, применяется в промышленности для лужения и пайки электроаппаратуры, изделий из оцинкованной стали;
- ПОС90 — 90% олова, 10% свинца, расплавляется при 222 градусах, нашел свое применение при изготовлении посуды и медицинской аппаратуры;
- ПОССу 30−0,5 — 30% олова, 0,5% — сурьма, остальное — свинец, жидким становится при 255 градусах, служит для лужения и пайки листов цинка, обычной и нержавеющей стали, проводов, радиаторов.

В зависимости от процентного соотношения олова и свинца изменяется температура плавления разных марок припоя.
Температуры плавления припоев (в °С). Таблица 1
Плавление металлов
Плавление — это процесс перехода вещества из твердого состояния в жидкое. В отличие от сплавов, у чистых металлов плавление и затвердевание (кристаллизация) происходит при неизменной строго определенной температуре. По ней различают металлы:
- легкоплавкие, плавятся при температурах до 600 °C;
- среднеплавкие — от 600 °C до 1600 °C;
- тугоплавкие — свыше 1600 °C.
В таблице 2 указано, при какой температуре плавится свинец, при какой температуре плавится олово и другие металлы.
Температуры плавления металлов (в °С). Таблица 2
Источник: https://elektro.guru/polezno-znat/plavka-svintsa-i-olova-temperaturyi-plavleniya-metallov.html
Плавка сплавов на основе цинка
in Плавка сплавов цветных металлов
Цинк является тяжелым легкоплавким металлом; Тпл = 420 °С, р = 7,13 кг/дм3.
Низкая температура кипения цинка (*кип = 907 °С) ограничивает допустимую температуру металла при плавке всех сплавов, в которые он входит.
Энтальпия цинка при 500 °С (около 300 кДж/кг) в три раза ниже, чем энтальпия расплавленного алюминия. Удельное электрическое сопротивление расплава цинка 0,35-10~6 Омм.
При низких температурах на воздухе цинк окисляется, образуя плотную защитную пленку из Zn03* 3Zn(OH)2. Однако в плавильных печах цинк окисляется по реакциям:
2Zn + 02 = 2ZnO, Zn + h30 = ZnO + h3, Zn + C02 = ZnO + CO.
Для защиты от окисления можно вести плавку в защитной или нейтральной атмосфере, например в среде азота.
Однако на практике в большинстве случаев оказывается достаточным не допускать перегрева металла выше температуры 480 °С, при которой начинается интенсивное окисление и насыщение газами цинка.

При данной температуре цинк и его сплавы не оказывают заметного влияния на огнеупорную футеровку печи и чугунный или стальной тигель. Повышение температуры приводит к растворению железа тигля в расплаве цинка.
Печи для плавки цинковых сплавов
Учитывая низкую температуру плавления и кипения цинка, плавку цинковых сплавов ведут обычно в тигельных печах, нагреваемых путем сжигания топлива или использования электрического сопротивления и индукции. В дуговых печах плавить цинковые сплавы не следует, так как неизбежный локальный перегрев металла вблизи горения дуги приводит к интенсивному испарению и окислению цинка.
Индукционные канальные печи используются для плавки цинковых сплавов. На КамАЗе сплав ЦАМ10-5 для литья под давлением выплавляли в трех индукционных канальных печах емкостью по 2 т с нейтральной футеровкой. Однако перегрев металла в канале приводит к неустойчивости электрического режима плавки (так называемой цинковой пульсации) и принуждает ограничивать мощность, передаваемую в печь.
Технология плавки
Основную часть шихты обычно составляют сплавы цинковые литейные в чушках, свой возврат и лом цинковых сплавов. В качестве покровных флюсов используют смесь хлоридов кальция, калия и натрия, хлористый аммоний или криолит. Для подшихтовки используют первичный алюминий в чушках, катодную медь и магний металлический.
Все компоненты шихты должны быть очищены от масел, влаги и других включений. Плавку ведут, не допуская перегрева ванны выше 480 °С. По результатам экспресс-анализа проводят корректировку химического состава.
Для ввода магния используют стальной колокольчик.
При получении заданного химического состава металл перегревают до 440…450°С и переливают в ковш, нагретый до той же температуры. В ковше под вытяжным зонтом производят рафинирование расплава таблетками комплексного дегазатора «Дегазер», в составе которых 87% гексахлорэтана, 12,7% NaCl, 0,3% ультрамарина.
Рафинирование можно проводить также отстаиванием, продувкой инертными газами и фильтрацией.

Источник: https://trastcomp.ru/plavka-splavov-na-osnove-cinka-fiziko-ximicheskie-osobennosti-processa/
Плавка цветных металлов. Методы плавки. Технические характеристики. Физические свойства
Температуру плавления металлов, которая изменяется от малейшего (-39 °С для ртути) до наибольшего (3400 °С для вольфрама), а также плотность металлов в твердом состоянии при 20 °С и плотности жидких металлов при температуре плавления приведены в таблице плавки цветных металлов.
Таблица 1. Плавки цветных металлов
Металл | Атомная масса | Температура плавления tпл , °С | Густота ρ, г/см3 | |
твердого при 20 °С | редкого при tпл | |||
Алюминий | 27 | 660 | 2,70 | 2,37 |
Берилий | 9 | 1285 | 1,80 | 1,69 |
Бор | 10,8 | 2075 | 2,34 | – |
Ванадий | 51 | 1720 | 5,90 | 5,73 |
Висмут | 209 | 271 | 9,80 | 10,00 |
Вольфрам | 184 | 3400 | 19,20 | 17,60 |
Железо | 56 | 1539 | 7,87 | 7,00 |
Золото | 197 | 1063 | 19,30 | 17,35 |
Кобальт | 59 | 1492 | 8,90 | 8,30 |
Кремний | 28 | 1430 | 2,35 | 2,53 |
Литий | 7 | 180 | 0,53 | 0,50 |
Магний | 24 | 650 | 1,70 | 1,59 |
Марганец | 55 | 1240 | 7,40 | 6,75 |
Медь | 64 | 1083 | 8,92 | 8,0 |
Молибден | 96 | 2620 | 10,20 | 9,30 |
Никель | 59 | 1455 | 8,90 | 7,90 |
Олово | 119 | 232 | 7,30 | 7,00 |
Платина | 195 | 1769 | 21,40 | 19,77 |
Ртуть | 201 | –39 | 13,55 | 13,70 |
Свинец | 207 | 327 | 11,35 | 10,60 |
Сурма | 122 | 630 | 6,70 | 6,79 |
Серебро | 108 | 960 | 10,50 | 9,35 |
Титан | 48 | 1670 | 4,50 | 4,10 |
Хром | 52 | 1875 | 7,20 | 6,30 |
Цинк | 65 | 419 | 7,10 | 6,60 |
Цирконий | 91 | 1850 | 6,50 | 5,80 |
к содержанию ↑
Сварка меди. Температура плавки металла Cu, почти в шесть раз превышает температуру плавки стали, медь интенсивно поглощает и растворяет различные газы, образуя с кислородом оксиды.
Температура плавки металла Cu, почти в шесть раз превышает температуру плавки стали, медь интенсивно поглощает и растворяет различные газы, образуя с кислородом оксиды.
Оксид меди II с медью образует эвтектику, температура плавления которой (1064°С) ниже температуры плавления меди (1083°С). При затвердевании жидкой меди эвтектика располагается по границам зерен, делает медь хрупкой и склонной к образованию трещин.
Поэтому основной задачей при сварке меди является защита его от окисления и активное раскисление сварочной ванны.
Наиболее распространенное газовое сварки меди ацетиленокисневим пламенем с помощью горелок, которые в 1,5…2 раза мощнее горелки для сварки сталей. Присадочным металлом есть медные прутки, содержащие фосфор и кремний. Если толщина изделий более 5…6 мм, их сначала подогревают до температуры 250…300°С.
Флюсами при сварке является прожаренная бура или смесь, состоящую из 70% буры и 30% борной кислоты. Чтобы повысить механические свойства и улучшить структуру наплавленного металла, медь после сварки проковывают при температуре около 200…300°С. Потом ее снова нагревают до 500-550°С и охлаждают в воде.
Медь сваривают также электродуговым способом электродами, в струе защитных газов, под слоем флюса, на конденсаторных машинах, способом трения.
Сварка латуни. Латунь – это сплав меди с цинком (до 50%). Основное загрязнение при этом – испарение цинка, в итоге чего шов теряет свои качества, в нем возникают поры.
Латунь, как и медь, в основном сваривают ацетиленовым окислительным пламенем, при котором на поверхности ванны создается пленка тугоплавкого оксида цинка, уменьшающая дальнейшее выгорание и испарение цинка. Флюсы используют такие же, как и при сварке меди.
Они создают на поверхности ванны шлаки, которые связывают оксиды цинка и затрудняют выход паров из сварочной ванны. Латунь сваривают также в защитных газах и на контактных машинах.
Латунь сваривают также в защитных газах и на контактных машинах.
Сварка бронзы. В большинстве случаев бронза – это литейный материал, поэтому
сварку применяют при исправлении дефектов или во время ремонта. Чаще всего применяют сварку металлическим электродом. Присадочным металлом является прутки того самого состава, что и основной металл, а флюсами или электродным покрытием – хлористые и фтористые соединения калия и натрия.
Сварка алюминия.
Основными факторами, затрудняющими сварку алюминия, является низкая температура его плавления (658°С), большая теплопроводность (примерно в 3 раза выше теплопроводности стали), образование тугоплавких оксидов алюминия, которые имеют температуру плавления 2050°С, поэтому технология плавки цветных металлов, таких как медь или бронза, не подходит для плавки алюминия. Кроме того, эти оксиды слабо реагируют как с кислыми, так и основными флюсами, поэтому плохо удаляются из шва.
Чаще всего используют газовую сварку алюминия ацетиленовым пламенем. В последние годы значительно распространилось также автоматическая дуговая сварка металлическими электродами под флюсом и в среде аргона.
При всех способах сварки, кроме аргонодуговой, применяют флюсы или электродные покрытия, в состав которых входят фтористые и хлористые соединения лития, калия, натрия и других элементов.
Как присадочный металл при всех способах сварки используют проволоку или стержни того же состава, что и основной металл.
Алюминий хорошо сваривается электронным лучом в вакууме, на контактных машинах, электрошлаковым и другими способами.
Сварка сплавов алюминия. Сплавы алюминия с магнием и цинком сваривают без
особых осложнений, так же как и алюминий. Исключением является дюралюминий – сплавы алюминия с медью. Эти сплавы термически упрочняются после закалки и следующего старения.

Когда температура плавки цветных металлов свыше 350°С в них происходит снижение прочности, которое не восстанавливается термической обработкой. Поэтому при сварке дюралюминия в зоне термического влияния прочность уменьшается на 40…50%.
Если дюралюминий сваривать в защитных газах, то такое снижение может быть восстановлено термической обработкой до 80…90% по отношению к прочности основного металла.
Сварка магниевых сплавов. При газовой сварке обязательно применяют фторидные флюсы, которые в отличие от хлоридных не вызывают коррозии сварных соединений.
Дуговая сварка магниевых сплавов металлическими электродами через низкое качество сварных швов до настоящего времени не применяется. При сварке магниевых сплавов наблюдается значительный рост зерна в около шовных участках и сильное развитие столбчатых кристаллов в сварном шве.
Поэтому предел прочности сварных соединений составляет 55…60% предела прочности основного металла.
Таблица 2. Физические свойства промышленных цветных металлов
Свойства | Металл | |||||
Ве | Mg | А1 | Тi | Ni | Сu | |
Атомный номер | 4 | 12 | 13 | 22 | 28 | 3,29 |
Атомная масса | 9,013 | 24,32 | 26,981 | 47,88 | 58,7 | 63,54 |
Густота при температурте 20 °С, кг/м3 | 1847 | 1737 | 2698 | 4507 | 8897 | 8940 |
Температура плавления, °С | 1287 | 650 | 660,24 | 1668 | 1455 | 1083 |
Температура кипения, °С | 2450 | 1107 | 2520 | 3169 | 2822 | 2360 |
Атомный диаметр, нм | 0,226 | 0,32 | 0,286 | 0,29 | 0,248 | 0,256 |
Скрытая теплота плавления, кДж/кг | 1625 | 357 | 389,37 | 358,3 | 302 | 205 |
Скрытая теплота испарения, кДж/кг | 34395 | 5498 | 10885 | 9790 | 6376 | 6340 |
Удельная теплоемкость при температуре 20 °С, Дж/(кг. | 1826 | 1047,6 | 961,7 | 521 | 450 | 385 |
Удельная теплопроводность, 20 °С, Вт/(м—°С) | 2930 | 167 | 221,5 | 21,9 | 88,5 | 387 |
Коэффициент линейного расширения при температуре 25 °С, 106—°С—1 | 12 | 26 | 23,3 | 9,2 | 13,5 | 16,8 |
Удельное электросопротивление при температуре 20°С, мкОм—м | 0,04 | 0,045 | 0,02767 | 0,58 | 0,0684 | 0,0172 |
Модуль нормальной упругости, ГПа | 311,1 | 44,1 | 70,6 | 103 | 203 | 125 |
Модуль сдвига, ГПа | 140 | 17,854 | 27 | 39,2 | 73 | 46,4 |
 °С)
°С)к содержанию ↑
Тигельная плавка
Неотъемлемой составляющей производства металла и металлических изделий, является использование во время производственного процесса тиглей для производства, выплавки и переплавки как черного, так и цветного металла. Тигли — это неотъемлемая часть металлургического оборудования при отливании разнообразных металлов, сплавов, и тому подобное.
Керамический тигель для плавки цветных металлов используется для плавки металлов (меди, бронзы) с древнейших времен.
Источник: http://solidiron.ru/obrabotka-metalla/plavka/metody-plavki-cvetnykh-metallov-temperatura-plavleniya-plotnost-i-udelnyjj-obem.html
Металл в строительстве: от меди до стали
Периодическая система элементов Менделеева насчитывает 82 металла, многие из которых, благодаря своим уникальным свойствам, находят применение в строительстве. Но если когда-то металл использовался, в основном, для изготовления кровельных покрытий и отдельных элементов крепежа, то по мере развития технологий его значимость для стройиндустрии становится все выше. Например, можно смело утверждать, что сегодня стальные конструкции являются основой любой капитальной постройки. Совершив небольшой экскурс, можно проследить эволюцию металла в строительстве.
Но если когда-то металл использовался, в основном, для изготовления кровельных покрытий и отдельных элементов крепежа, то по мере развития технологий его значимость для стройиндустрии становится все выше. Например, можно смело утверждать, что сегодня стальные конструкции являются основой любой капитальной постройки. Совершив небольшой экскурс, можно проследить эволюцию металла в строительстве.
Исторический экскурс
Медь можно отнести к «ветеранам» строительства и архитектуры. Например, некоторые историки считают, что использовать ее в качестве кровельного покрытия начали задолго до нашей эры: есть мнение, что Пантеон в афинском Акрополе (448-432 вв. до н.э.) когда-то был покрыт небольшими листами меди.
Это очень прочный металл, благодаря формированию голубовато-зелёной патины слабо подверженный коррозии, а потому способный служить долго. В качестве кровельного материала листовую медь использовали потому, что она легче деревянной черепицы и уж тем более — глиняной черепицы или свинца. Немаловажно также и то, что медь достаточно легко гнётся, что позволяло использовать ее для облицовки куполов и других фигурных элементов, которыми обычно украшали кровли культовых построек.
Помимо кровли медь издавна используется ещё и в декоративных целях, а также как материал для создания памятников и монументов. В частности, именно она послужила основным материалом для Статуи Свободы. Медные сплавы, широко используемые в архитектуре — это бронза (сплав меди и олова) и латунь (сплав меди и цинка).
К недостаткам меди можно отнести её крайне высокую стоимость, которая растёт год от года, а также свойство со временем терять свой первозданный яркий цвет и характерный блеск: покрываясь патиной, медь стремительно тускнеет и приобретает характерный зелёный оттенок.
Забегая немного вперёд, можно отметить, что решение «медной проблемы» в наши дни найдено: натуральный металл сегодня всё чаще заменяют достоверной имитацией из стали с полимерным покрытием, о которой пойдет речь чуть позже. Например, сталь с двусторонним покрытием Agneta, в точности имитирующим цвет и блеск меди благодаря включённым в состав красителя микросферам, втрое дешевле своего прообраза, но при этом не теряет внешней привлекательности в течение всего срока эксплуатации.
Например, сталь с двусторонним покрытием Agneta, в точности имитирующим цвет и блеск меди благодаря включённым в состав красителя микросферам, втрое дешевле своего прообраза, но при этом не теряет внешней привлекательности в течение всего срока эксплуатации.
Свинец — ещё один «долгожитель» строительной отрасли. Его широчайшее применение в прошлом было обусловлено прежде всего низкой температурой плавления. Вплоть до конца XIX века из свинца изготавливали водопроводные трубы, пока не стало известно, что это негативно отражается на здоровье людей. Как и медь, свинец на протяжении многих веков был популярным кровельным материалом и одновременно использовался для изготовления водосточных желобов, труб и дымоходов. Правда, из-за своего большого веса свинец лучше всего подходил для низкоскатных крыш, поскольку с крутых со временем неизбежно начинал сползать. Кроме того, свинцовые кровли были не в фаворе в регионах с большими перепадами температур, поскольку быстро приходили в негодность из-за существенных температурных деформаций, которым подвержен этот металл.
Ещё одна ипостась свинца — изготовление красок на его основе: сурик (красный) применялся как антикоррозионный пигмент для железа, а свинцовые белила — для покраски деревянных домов. Эти краски считались одними из самых стойких и долговечных и всегда использовались в качестве защитных покрытий. Однако со временем их применение было приостановлено в связи с распространением случаев отравления свинцом.
Терн, или «тернплате» — ещё один материал, вошедший в строительный обиход начиная с XIX века. Это были стальные или железные листы, покрытые свинцово-оловянным сплавом, которые часто путали с белой жестью.
Олово само по себе в чистом виде никогда не применялось в архитектуре. Обычно его использовали в сплавах, например, с медью для образования бронзы, а также для покрытия более жёстких металлов, например, лужёного железа или стали: при покрытии листового железа оловом как раз и получалась жесть. Из неё обычно делали броню, но иногда использовали и как кровельное покрытие. В конце XIX века в моде были потолки из рельефной металлической плитки, называвшиеся «оловянными», хотя на самом деле они чаще всего изготовлялись из крашеного листового железа или стали.
Из неё обычно делали броню, но иногда использовали и как кровельное покрытие. В конце XIX века в моде были потолки из рельефной металлической плитки, называвшиеся «оловянными», хотя на самом деле они чаще всего изготовлялись из крашеного листового железа или стали.
Никель находится в сходном положении с оловом: он периодически использовался в качестве гальванического покрытия архитектурных деталей. А вот в создании сплавов никель занимает, пожалуй, лидирующее место на фоне остальных металлов. Благодаря ему мы имеем нейзильбер, монель-металл и нержавеющую сталь. Вплоть до Первой мировой войны нейзильбер называли «немецким серебром», но затем он стал более известен как «белая латунь», хотя правильнее было бы именовать его «никелевой латунью», так как в классическом варианте этот сплав состоит из 75% меди, 20% никеля и 5% цинка. Разное процентное соотношение даёт разные цвета: серебристо-белый, жёлтый, голубоватый, зелёный или розовый. Изделия из нейзильбера были неизменными атрибутами стиля арт-деко.
Монель-металл представляет собой сплав из двух третей никеля и трети меди, а по цвету он похож на платину. Определённым показателем его успешности можно считать тот факт, что в 1936 году медная кровля Нью-Йоркской городской публичной библиотеки на пересечении Пятой авеню и 42-й улицы была заменена на монельную. Удобство работы с монель-металлом заключалось в том, что его можно было варить и паять прямо на месте строительных работ, что позволяло создать сплошную водонепроницаемую поверхность кровли. Во время Второй мировой войны большое количество никеля и меди шло на военные нужды, в связи с чем производство монеля значительно сократилось. А после войны ему на смену пришли нержавеющая сталь и алюминий, имеющие более низкую себестоимость.
Цинк в чистом виде использовался как кровельное покрытие в Бельгии, Франции и Германии, где он заменил более дорогие медь и свинец. Начиная с 1820-х годов бельгийский цинковый лист стали импортировать в Америку. Что касается антикоррозионного цинкования, то эта технология была запатентована в 1837 году независимо друг от друга Сорелем во Франции и Крауфордом в Англии. Метод представлял собой процесс «горячего погружения» с целью покрытия железа цинком. Новинка довольно быстро перебралась за океан: Торговая биржа на Манхеттене стала одним из первых зданий, имевших оцинкованную крышу и водостоки.
Что касается антикоррозионного цинкования, то эта технология была запатентована в 1837 году независимо друг от друга Сорелем во Франции и Крауфордом в Англии. Метод представлял собой процесс «горячего погружения» с целью покрытия железа цинком. Новинка довольно быстро перебралась за океан: Торговая биржа на Манхеттене стала одним из первых зданий, имевших оцинкованную крышу и водостоки.
Свою нишу цинк занял также в области изготовления декоративных элементов благодаря пластичности и приемлемой цене, дававшими ему преимущества по сравнению с камнем. Изделия из цинка легко поддавались покраске, что позволяло имитировать более дорогие металлы. Кстати о красках: в отличие от свинца. краски на основе цинка не токсичны и устойчивы к загрязнению. Они имели коммерческий успех, начиная с 1850-х, а в 1870-х начали использоваться повсеместно. Дополнительным преимуществом было то, что цинковые красители являлись хорошими ингибиторами ржавчины на железе и стали.
Алюминий был недоступен по разумной цене и в достаточных количествах вплоть до начала XX века. Затем он постепенно стал входить в архитектуру, правда, сначала только как материал для изготовления декоративных элементов. Первым громким выходом алюминия на большую строительную арену следует считать Эмпайр Стейт Билдинг, строительство которого было завершено в 1931 году. На долю алюминия пришлась значительная часть элементов отделки небоскрёба, таких как декоративные панно, входной комплекс, двери лифта. Кроме того, наряду со сталью алюминий был использован в несущих конструкциях здания и для облицовки его фасада.
К недостаткам алюминия следует отнести небольшую жесткость (втрое меньше, чем у стали), высокую теплопроводность и низкую температуру плавления (примерно 660°C). Первое свойство заставляет увеличивать площадь сечения алюминиевых конструкций, а в сочетании со вторым делает их источником теплопотерь здания. Например, вентилируемые фасады на алюминиевой подконструкции существенно уступают стальным по показателям теплоизоляции, не давая при этом существенного выигрыша в весе. Третье свойство негативно отражается на пожарной безопасности построек.
Третье свойство негативно отражается на пожарной безопасности построек.
Король среди стройматериалов
Железо в архитектуре встречается в четырёх широко распространённых формах: кованое железо, чугун, листовое железо и сталь. «Чугун был главным строительным материалом XIX века — века промышленной революции. Он часто использовался для конструктивных решений: например, для изготовления колонн, фасадов или куполов. Также из чугуна делали лестницы, лифты, решётки, веранды, балконы, перила, заборы, фонари и даже надгробья», — рассказывает архитектор Анисия Борознова. На сегодняшний день чугун используется в основном для изготовления труб и сантехнической арматуры, хотя иногда к его помощи прибегают с целью подражания стилю прежних эпох.
Наиболее подробно имеет смысл говорить о стали. Именно появление конструкционной стали в середине XIX века сделало возможным строительство высотных зданий. Произошло это благодаря исследованиям английского изобретателя Генри Бессемера, пришедшего к идее передела жидкого чугуна в литую сталь путём продувки сквозь него сжатого воздуха. Чуть позже была разработана мартеновская печь, которая позволила ускорить процесс и снизить себестоимость получаемого материала. Мосты, железнодорожные комплексы и небоскрёбы были первыми крупномасштабными объектами из конструкционной стали.
Ещё один материал, выведший строительные технологии на новый уровень, был разработан также в конце XIX века. Добавление стальной проволоки в бетон дало рождение железобетону, который вряд ли нуждается в специальном представлении.
В начале XX века появились нержавеющие стали с различными примесями, и их главным достоинством стала устойчивость к коррозии. Одним из памятников этой эпохи является здание корпорации Chrysler, построенное по проекту архитектора Уильяма Ван Элена и признанное самым красивым небоскрёбом Нью-Йорка.
Сегодня практически все капитальные здания построены либо из железобетонных, либо на стальном несущем каркасе. Последнее относится и к так называемым быстровозводимым зданиями, которые практически полностью вытеснили сегодня любые другие строительные технологии из коммерческого и промышленного строительства.
Последнее относится и к так называемым быстровозводимым зданиями, которые практически полностью вытеснили сегодня любые другие строительные технологии из коммерческого и промышленного строительства.
Следующим значимым этапом в развитии строительных технологий стало появление системы навесных вентилируемых фасадов (НВФ) в 40-х годах XX века в странах Скандинавии и затем распространившееся оттуда в Европу и Америку. Подконструкция вентфасадов чаще всего изготовлялась из стали, чуть реже — из алюминия (о недостатках этого решения мы уже говорили). Затем на неё крепилась облицовка, а на несущую стену под ней — утеплитель, с соблюдением обязательного воздушного зазора.
На первых порах в качестве облицовочных материалов использовали всё подряд, особенно когда дело касалось бюджетного частного домостроения. Со временем доминирующие позиции на рынке фасадных облицовок начали занимать дешевый керамогранит и легкие алюминиевые композитные панели. Однако помимо очевидных преимуществ эти решения имеют и серьезные недостатки.
Так, керамогранитные фасадные плитки массивны, хрупки, и при всем этом отличаются самым ненадежным среди всех облицовочных материалов способом крепления — на кляммеры (защелки). Любое нарушение технологии монтажа, особенно на высотных зданиях, может сделать керамогранитный фасад небезопасным, а целесообразность его использования в сейсмоопасных районах опровергается повседневной практикой.
Что касается композитных панелей, то выбирать их нужно с осторожностью, потому что не любой их тип соответствует требованиям пожарной безопасности для жилищного и гражданского строительства.
Однако с появлением и развитием технологии полимерного покрытия листовой стали популярным до последнего времени фасадным решениям появилась достойная альтернатива: стальные облицовки доказали своё явное преимущество перед другими решениями и начали постепенно вытеснять их с рынка. Технологичность, простота монтажа, энергоэффективность и долговечность НВФ со стальной облицовкой в сочетании с привлекательным внешним видом и множеством цветовых вариаций пленили сердца архитекторов и строителей.
Иногда в адрес стальных облицовок можно услышать нарекания. Например, экономичные варианты, такие как линеарные панели, ввиду небольшой толщины металла и упрощённой технологии формования не обеспечивают безупречной геометрии фасадных элементов, а потому не очень подходят для серьёзного городского строительства. Относящиеся же к среднему ценовому сегменту фасадные кассеты, лишённые означенных недостатков, не всегда вписываются в имеющийся бюджет, например, в рамках муниципальных программ реконструкции жилых зданий.
Однако сейчас, похоже, решена и эта проблема. Очередным скачком в эволюции стальных фасадов можно считать появление нового поколения облицовок, таких как Primepanel®, сочетающих в себе достоинства фасадных кассет с экономичностью линеарных панелей. «Добиться подобного результата удалось благодаря использованию уникального оборудования финской компании FORMIA. Точную геометрию стальной фасадной панели обеспечивают 27 пар формирующих её валов, а мощная распрямляющая установка снимает остаточные напряжения в металле и исключает эффект «линзы», с которым до сих пор не удавалось справиться большинству производителей», — объясняет Сергей Якубов, руководитель департамента фасадных систем и ограждающих конструкций Группы компаний Металл Профиль. Как отмечает специалист, первая в России линия по изготовлению линеарных панелей столь высокого качества позволяет выпускать не только гладкие, но и рифлёные панели с волнистой поверхностью, трёх типоразмеров по ширине панели, с рустом и без, с закрытыми и открытыми торцами. «Поскольку облицовочный материал даёт высокую точность геометрических параметров и возможность горизонтального, вертикального и диагонального монтажа, его можно использовать для любого типа зданий, в том числе со сложным рельефом. Широкая цветовая палитра, различные варианты полимерных покрытий и невидимые крепления дают простор дизайнерской и архитектурной мысли. Таким образом, сегодня навесной вентилируемый фасад для массового потребителя полностью обратился в сталь, за исключением разве что прослойки утеплителя», — добавляет архитектор Анисия Борознова.
Любопытно отметить небольшую лексическую трансформацию, которая происходит прямо у нас на глазах. Слово «металл» всё чаще используется как синоним «стали», ведь это именно её по праву можно назвать металлом нового времени. Из стали стало возможным создать любой элемент здания: фундамент, несущие конструкции, облицовку, кровлю, декор, мебель. Если провозгласить металл королём среди стройматериалов, то его корона наверняка будет сделана из стали.
Теги: #Primepanel
Возврат к списку
Удельная теплоемкость цинка и температура плавления.
Температура плавления цинка — одна из самых низких среди используемых в промышленности металлов – 420 °C. При меньшей температуре плавятся олово (232 °С) и свинец (327 °С).
Температура плавления цинка – одна из самых низких.
Добавляя в цинк олово, можно понизить температуру плавления до 199 °С, а в сочетании с оловом и свинцом — до 150 °C. Температура плавления сплавов ниже, чем каждого отдельного элемента.
Немного истории
Р. Магграф первый разработал способ получения чистого цинка.
В чистом виде в лабораторных условиях металл удалось выделить дистилляционным способом. Произошло это в Великобритании в 1738 г. После многочисленных экспериментов в 1743 г. англичанами был разработан промышленный способ получения цинка. Через 3 года в Германии получили цинк из его солей методом их прокаливания без доступа кислорода. Образующийся металлический пар конденсировался в холодильнике. Позже были разработаны электрохимическая технология и технология получения металла методом проката при нагревании до 100–150 °C.
В России первый слиток цинка удалось получить в 1905 г. Древние люди, не зная о существовании цинка, заметили, что включение этого элемента вместе со свинцом в медную руду существенно снижает температуру плавления меди. Поэтому на определенном историческом этапе медь оказалась более востребованной, чем железо, которое плавится при более высокой температуре.

Описание и физические характеристики цинка
- В природе цинк в виде самородков не встречается. На сегодняшний день известно 66 видов минералов, содержащих этот элемент. Чаще всего они встречаются в кислых и вулканических породах, в термальных водах, могут залегать в глубоких слоях земной коры, откуда выносятся подземными водами.
- Самым распространенным минералом является «цинковая обманка». В ее состав входят сульфид цинка и различные примеси. Примеси придают минералам разнообразные цветовые оттенки, поэтому легко «обмануться» и неправильно распознать этот минерал, что усложняет его поиски и добычу.
- Свежий слиток имеет серебристый цвет, но очень быстро, подобно алюминию, свинцу, олову, покрывается оксидной пленкой и тускнеет.
- Удельная теплота плавления цинка равна 122 кДж/кг. Она определяет количество энергии, необходимое для плавления 1 кг цинка, нагретого до температуры плавления. Удельная теплота плавления цинка довольно высокая, она в 2 раз больше, чем у олова, и в 5 раза больше, чем у свинца.
- Удельная теплоемкость цинка 400 Дж/(кг*°С). Величина определяет количество энергии для увеличения температуры металла массой 1 кг на 1 °C. Она совпадает с удельной теплоемкостью меди и латуни. У свинца и олова удельная теплоемкость равны, соответственно, 140 и 230 дж/(кг*°С).
Удельная теплота плавления цинка равна 122 кДж/кг.
Приведенные значения показывают, что плавление цинка требует больших энергозатрат.
Применение цинка и его сплавов
Цинк — один из самых востребованных элементов. Он занимает 3-е место по объему производства среди цветных металлов. Первенство принадлежит меди и алюминию. Но в чистом виде он используется редко: при высоких температурах металл становится мягким, а при низких — хрупким. Процесс, где он применяется в чистом виде — восстановление драгоценных металлов из червонного свинца.
Около 40% произведенного металла используется для защиты стальных конструкций от механических повреждений и коррозии. Высокая степень антикоррозийной защиты объясняется большей, чем у железа, химической активностью. Поэтому цинковый слой вступает в реакции раньше, чем основная конструкция.
Высокая степень антикоррозийной защиты объясняется большей, чем у железа, химической активностью. Поэтому цинковый слой вступает в реакции раньше, чем основная конструкция.
Раньше в типографиях использовалась цинковая краска для печати. В настоящее время ее относят к вредным веществам и вместо нее используют другие красители. Но цинковые белила используются и на сегодняшний день, хотя их производство сокращается. Главное их достоинство — высокая сцепляемость с окрашиваемой поверхностью, обеспечивающая качественное покрытие. Белила устойчивы к воздействию ультрафиолетового излучения, долго сохраняют свой цвет.
Цинковая пыль нашла применение в пиротехнике и фейерверках. Она придает пламени голубоватый оттенок.
Цинк – широко используется человеком.
Гораздо чаще применяются цинковые сплавы. Они имеют высокую температуру плавления и механическую прочность. Добавками служат медь, свинец, олово, алюминий, магний.
Сплавы широко применяются в автомобильной, авиационной промышленности, в производстве бытовой техники.
Широкое распространение получили источники тока с электродами из ртутно-цинковых и серебряно-цинковых сплавов.
Благодаря низкой температуре плавления цинковый лом можно расплавить в домашних условиях. Нагревателями могут служить пламя костра, газовой горелки, паяльной лампы, автогена. Расплавить цинк можно на электроплите, в микроволновой печи. Для сбора расплава нужна железная посуда.
Пары цинка представляют опасность для здоровья, поэтому плавку следует проводить на открытом воздухе или в хорошо проветриваемом помещении.
Цинк из алюминиевого сплава | AMERICAN ELEMENTS ®
РАЗДЕЛ 2. ИДЕНТИФИКАЦИЯ ОПАСНОСТЕЙ
Классификация вещества или смеси
Классификация GHS в соответствии с 29 CFR 1910 (OSHA HCS)
Острая токсичность для водной среды (Категория 1), h500
Хроническая токсичность для водной среды (Категория 1) , h510
GHS Элементы маркировки, включая меры предосторожности
Пиктограмма
Сигнальное слово: Предупреждение
Краткая характеристика опасности
h510
Очень токсично для водных организмов с долгосрочными последствиями.
Меры предосторожности
P273
Избегать попадания в окружающую среду.
P391
Собрать пролитое вещество.
P501
Удалить содержимое / контейнер на утвержденный завод по утилизации отходов.
Опасности, не классифицированные иным образом (HNOC) или не охваченные GHS-none
РАЗДЕЛ 3. СОСТАВ / ИНФОРМАЦИЯ ОБ ИНГРЕДИЕНТАХ
Вещества
Формула: Алюминий
Номер CAS: 7429-90-5
Формула: Цинк
CAS -No .: 7440-66-6
РАЗДЕЛ 4. ПЕРВАЯ ПОМОЩЬ
Описание мер первой помощи
Общие рекомендации
Проконсультируйтесь с врачом.Покажите этот паспорт безопасности лечащему врачу.
Выйти из опасной зоны.
При вдыхании
При вдыхании вывести человека на свежий воздух. Если человек не дышит, сделайте ему искусственно дыхание. Проконсультируйтесь с врачом.
При попадании на кожу
Смыть большим количеством воды с мылом. Проконсультируйтесь с врачом.
При попадании в глаза
Тщательно промыть большим количеством воды не менее 15 минут и обратиться к врачу.
При проглатывании
Никогда не давайте ничего через рот человеку, находящемуся без сознания.Прополоскать рот водой. Проконсультируйтесь с врачом.
Наиболее важные симптомы и эффекты, как острые, так и замедленные
Наиболее важные известные симптомы и эффекты описаны в маркировке (см. Раздел 2.2) и / или в разделе 11
Указание на необходимость немедленной медицинской помощи и специального лечения
Нет данных
РАЗДЕЛ 5. МЕРЫ ПОЖАРОТУШЕНИЯ
Средства пожаротушения
Подходящие средства пожаротушения
Используйте водную струю, спиртоустойчивую пену, сухой химикат или двуокись углерода.
Особые опасности, создаваемые веществом или смесью
Сведения не доступны
Рекомендации для пожарных
При необходимости надеть автономный дыхательный аппарат для тушения пожара.
Дополнительная информация
Данные отсутствуют
РАЗДЕЛ 6.
 МЕРЫ ПРИ СЛУЧАЙНОМ ВЫБРОСЕ
МЕРЫ ПРИ СЛУЧАЙНОМ ВЫБРОСЕ Меры личной безопасности, защитное снаряжение и порядок действий в чрезвычайной ситуации
Используйте средства индивидуальной защиты. Избегайте образования пыли. Избегайте вдыхания паров, тумана или газа. Обеспечьте соответствующую вентиляцию.Эвакуируйте персонал в безопасные зоны. Избегайте вдыхания пыли.
Информацию о личной защите см. В разделе 8.
Меры по защите окружающей среды
Предотвратите дальнейшую утечку или разлив, если это безопасно. Не допускайте попадания продукта в канализацию. Избегать попадания в окружающую среду.
Методы и материалы для локализации и очистки
Подобрать и организовать утилизацию без образования пыли. Подмести и лопатой. Хранить в подходящих закрытых контейнерах для утилизации.
Ссылка на другие разделы
Для утилизации см. Раздел 13
РАЗДЕЛ 7.ОБРАЩЕНИЕ И ХРАНЕНИЕ
Меры предосторожности для безопасного обращения
Избегать контакта с кожей и глазами. Избегайте образования пыли и аэрозолей.
Обеспечьте соответствующую вытяжную вентиляцию в местах образования пыли.
Меры предосторожности см. В разделе 2.2.
Условия для безопасного хранения с учетом любых несовместимостей.
Хранить контейнер плотно закрытым в сухом и хорошо вентилируемом месте.
Специальное конечное использование
За исключением использования, упомянутого в разделе 1.2, другие конкретные применения не предусмотрены.
РАЗДЕЛ 8.МЕРЫ КОНТРОЛЯ ВОЗДЕЙСТВИЯ / ИНДИВИДУАЛЬНАЯ ЗАЩИТА
Средства контроля воздействия
Соответствующие технические средства контроля
Обращаться в соответствии с правилами промышленной гигиены и техники безопасности. Мойте руки перед перерывами и в конце рабочего дня.
Средства индивидуальной защиты
Защита глаз / лица
Защитные очки с боковыми щитками в соответствии с EN166 Используйте средства защиты глаз, протестированные и утвержденные в соответствии с соответствующими государственными стандартами, такими как NIOSH (США) или EN 166 (ЕС).
Защита кожи
Работать в перчатках.Перед использованием перчатки необходимо проверить. Используйте надлежащую технику снятия перчатки (не касаясь внешней поверхности перчатки), чтобы избежать контакта с кожей этого продукта. Утилизируйте загрязненные перчатки после использования в соответствии с применимыми законами и надлежащей лабораторной практикой. Вымойте и высушите руки.
Body Protection
Непроницаемая одежда. Тип защитного снаряжения должен выбираться в соответствии с концентрацией и количеством опасного вещества на конкретном рабочем месте.
Защита органов дыхания
Для вредного воздействия используйте респиратор типа P95 (США) или типа P1 (EU EN 143).Для более высокого уровня защиты используйте респираторные картриджи типа OV / AG / P99 (США) или типа ABEK-P2 (EU EN 143). Используйте респираторы и компоненты, протестированные и одобренные соответствующими государственными стандартами, такими как NIOSH (США) или CEN (ЕС).
Контроль воздействия на окружающую среду
Предотвратить дальнейшую утечку или разлив, если это безопасно. Не допускайте попадания продукта в канализацию. Избегать попадания в окружающую среду
РАЗДЕЛ 9. ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА
Информация об основных физических и химических свойствах
Внешний вид
Форма: твердый
Запах
Нет данных
Порог запаха
Нет данных
pH
Нет данных имеется
Точка плавления / замерзания
Нет данных
Начальная точка кипения и интервал кипения
Нет данных
Температура вспышки
Нет данных
Скорость испарения
Нет данных
Воспламеняемость (твердое тело, газ)
Нет данных
Верхний / более низкие пределы воспламеняемости или взрываемости
Нет данных
Давление пара
Нет данных
Плотность пара
Нет данных
Относительная плотность
Нет данных
Растворимость в воде
Нет данных
Коэффициент распределения: н-октанол / вода
Нет данных
Температура самовоспламенения
Нет данных
Decompositi при температуре
Данные отсутствуют
Вязкость
Данные отсутствуют
Взрывоопасные свойства
Данные отсутствуют
Окислительные свойства
Данные отсутствуют
Другая информация по безопасности
Данные отсутствуют
РАЗДЕЛ 10.
 СТАБИЛЬНОСТЬ И РЕАКЦИОННАЯ СПОСОБНОСТЬ
СТАБИЛЬНОСТЬ И РЕАКЦИОННАЯ СПОСОБНОСТЬ Реакционная способность
Данные отсутствуют
Химическая стабильность
Стабилен при рекомендуемых условиях хранения.
Возможность опасных реакций
Данные отсутствуют
Условия, которых следует избегать
Данные отсутствуют
Несовместимые материалы
Данные отсутствуют
Опасные продукты разложения
Другие продукты разложения — данные отсутствуют
В случае пожара: см. Раздел 5
РАЗДЕЛ 11. ТОКСИКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ
Информация о токсикологическом воздействии
Острая токсичность
LD50 Мышь для перорального приема — 7950 мг / кг (оксид цинка)
LC50 Вдыхание — мышь — 2,500 мг / м3 (оксид цинка)
Кожа: данные отсутствуют (оксид цинка) )
Нет данных (оксид цинка)
Разъедание / раздражение кожи
Кожа — кролик (оксид цинка)
Результат: легкое раздражение кожи — 24 часа
Серьезное повреждение / раздражение глаз
Глаза — кролик (оксид цинка)
Результат: легкий раздражение глаз — 24 ч
Глаза — Кролик (оксид цинка)
Результат: Легкое раздражение глаз — 24 ч
Повышение чувствительности дыхательных путей или кожи
Нет данных (оксид цинка)
G Мутагенность клеток erm
Хомяк (оксид цинка)
Эмбрион
Незапланированный синтез ДНК
Хомяк (оксид цинка)
Эмбрион
Морфологическая трансформация.
Хомяк (оксид цинка)
Эмбрион
Обмен сестринских хроматид
(оксид цинка)
Морская свинка
Незапланированный синтез ДНК
Канцерогенность
IARC:
Никакой компонент этого продукта, присутствующий в концентрациях, превышающих или равных 0,1%, не определен как вероятный, возможный или подтвержденный канцероген для человека по данным МАИР.
NTP:
Никакой компонент этого продукта, присутствующий в концентрациях, превышающих или равных 0,1%, не определен NTP как известный или ожидаемый канцероген
.
OSHA:
Ни один из компонентов этого продукта не присутствует на уровнях больше или равных 0. 1% определен OSHA как канцероген или потенциальный канцероген.
1% определен OSHA как канцероген или потенциальный канцероген.
Репродуктивная токсичность
Нет данных (оксид цинка)
Нет данных (оксид цинка)
Специфическая избирательная токсичность, поражающая отдельные органы-мишени при однократном воздействии
Нет данных (оксид цинка)
Специфическая избирательная токсичность, поражающая отдельные органы-мишени при повторном воздействии
Нет данных
Опасность при аспирации
Данные отсутствуют (оксид цинка)
Дополнительная информация
RTECS:
Недоступно
Насколько нам известно, химические, физические и токсикологические свойства тщательно не исследовались.
Пыль или дым оксида цинка могут раздражать дыхательные пути. Продолжительный контакт с кожей может вызвать тяжелый дерматит, называемый оксидной оспой. Воздействие большого количества пыли или дыма может вызвать металлический привкус, выраженную жажду, кашель, усталость, слабость, мышечную боль и тошноту с последующим повышением температуры и ознобом. Сильное чрезмерное воздействие может привести к бронхиту или пневмонии с синеватым оттенком кожи. Длительное или многократное воздействие может вызвать: обратимые нарушения ферментов печени. Диарею (оксид цинка)
Насколько нам известно, химические, физические и токсикологические свойства до конца не изучены.(Оксид цинка)
Печень — Нарушения — на основе данных, полученных на людях
Печень — Нарушения — на основе данных, полученных на людях (оксид алюминия)
РАЗДЕЛ 12. ЭКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ
Токсичность
Токсичность для рыб
LC50 — Oncorhynchus mykiss — 1,1 мг / л — 96,0 ч (оксид цинка)
Токсичность для дафний и других водных беспозвоночных
EC50 — Дафния великая (водяная блоха) — 0,098 мг / л — 48 ч (оксид цинка)
Стойкость и разлагаемость
Нет данных
Потенциал биоаккумуляции
Данные отсутствуют
Мобильность в почве
Данные отсутствуют (оксид цинка)
Результаты оценки PBT и vPvB
Оценка PBT / vPvB недоступна, поскольку оценка химической безопасности не требуется / не проводилась
Другие неблагоприятные воздействия
Очень токсично для водных организмов жизнь.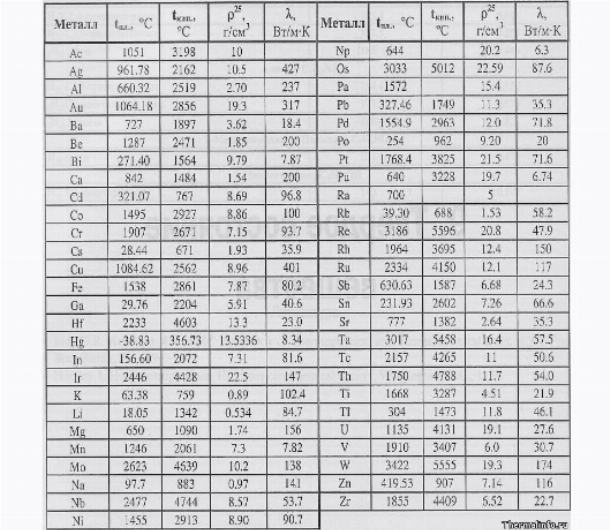
Не может быть исключена опасность для окружающей среды в случае непрофессионального обращения или утилизации.
РАЗДЕЛ 13. УТИЛИЗАЦИЯ.
Методы обработки отходов
Продукт
Предложите излишки и решения, не подлежащие вторичной переработке, лицензированной компании по утилизации.
Загрязненная упаковка
Утилизировать как неиспользованный продукт
РАЗДЕЛ 14. ИНФОРМАЦИЯ ПО ТРАНСПОРТИРОВКЕ
DOT (США)
Не опасные грузы
IMDG
Номер ООН: 3077
Класс: 9
Группа упаковки: III
EMS-No: FA, SF
Надлежащее отгрузочное наименование:
ВЕЩЕСТВО ТВЕРДОЕ, ОПАСНОЕ ДЛЯ ОКРУЖАЮЩЕЙ СРЕДЫ, N.O.S. (оксид цинка)
Загрязнитель морской среды: да
IATA
Номер ООН: 3077
Класс: 9
Группа упаковки: III
Правильное отгрузочное наименование:
Вещество, опасное для окружающей среды, твердое, н.у.к. (Оксид цинка)
Дополнительная информация
Требуется знак EHS (ADR 2.2.9.1.10, код IMDG 2.10.3) для отдельных упаковок и комбинированных упаковок, содержащих внутренние упаковочные комплекты с опасными грузами> 5 л для жидкостей или> 5 кг для твердых веществ.
РАЗДЕЛ 15. НОРМАТИВНАЯ ИНФОРМАЦИЯ
SARA 302 Components
Никакие химические вещества в этом материале не подпадают под требования к отчетности SARA Title III, Section 302.
SARA 313 Компоненты
Следующие компоненты подлежат отчетности в соответствии с уровнями, установленными SARA Title III, раздел 313:
Оксид алюминия
Номер CAS. 1344-28-1
Дата пересмотра 1994-04-01
Оксид цинка
Номер CAS. 1314-13-2
Дата пересмотра 2007-03-01
SARA 311/312 Опасности
Острая опасность для здоровья, хроническая опасность для здоровья
Пенсильвания / Нью-Джерси / Массачусетс Право на знание компонентов
Оксид алюминия
CAS-Номер. 1344-28-1
Дата пересмотра 1994-04-01
Оксид цинка
Номер CAS.1314-13-2
Дата редакции 2007-03-01
California Prop. 65 Компоненты
65 Компоненты
Этот продукт не содержит химических веществ, которые, как известно в штате Калифорния, вызывают рак, врожденные дефекты или любой другой вред репродуктивной системе.
термодинамика — Как литейные производства предотвращают выкипание цинка при легировании алюминием?
Когда сплавы изготавливаются путем смешивания расплавленных металлов (на самом деле сплав должен содержать только один металл и, по крайней мере, одно другое соединение, металл или нет), металлы необходимо нагреть только до их точки плавления, а не полностью до точки кипения.oC} $, оба металла непременно расплавятся. Но при такой высокой температуре жидкий цинк также выкипит, а пар окислится на воздухе. В этом случае принят метод, заключающийся в том, чтобы сначала нагреть металл с более высокой температурой плавления, а именно медь. Когда она расплавляется, добавляется твердый цинк, который быстро растворяется в жидкой меди до того, как выкипит очень много цинка. Даже в этом случае при изготовлении латуни необходимо делать поправку на неизбежную потерю цинка, которая составляет около одной двадцатой части цинка.Следовательно, при взвешивании металлов перед легированием необходимо добавить дополнительное количество цинка.
Резюме, TL; DR:
В вашем примере алюминия и цинка каждый металл плавится значительно ниже любой из их точек кипения, так что потери из-за улетучивания не являются проблемой. Однако есть случаи, такие как легирование меди и цинка, когда точка кипения одного металла ниже, чем точка плавления другого. Один из способов минимизировать (но не исключить) потери более летучего металла — быстро растворить его в тугоплавком металле и затем охладить раствор.Хотя это не исключает потерь из-за улетучивания, это может значительно уменьшить проблему. И на самом деле, поскольку сплавы часто состоят преимущественно из одного металла, на практике все равно нередко растворять меньшие компоненты в первичном компоненте.
Надеюсь, что приведенный мной пример отвечает на ваш вопрос. Пожалуйста, не стесняйтесь спрашивать какие-либо разъяснения в комментариях ниже.
Точка плавления металлов
Знание точек плавления различных металлов важно для производителей и сварщиков.Металлы плавятся постепенно, так как металл поглощает тепло. Задолго до того, как кусок металла достигнет полной точки плавления, он может начать размягчаться и деформироваться. Для простоты мы обычно классифицируем точку плавления металла как точку, в которой он стал полностью жидким (называемый ликвидусом).
При соединении металлов с очень разными температурами плавления, таких как медь и сталь, пайка может быть лучшим выбором, чем сварка. При пайке кислородно-ацетиленовая горелка используется для нагрева присадочного металла, обычно латунного сплава, который имеет более низкую температуру плавления, чем две металлические части.По мере плавления наполнитель втягивается в шов, а затем затвердевает при охлаждении. Две соединяемые детали никогда не достигают точки плавления, а это означает, что соединение непостоянно.
Сварка и пайка
Сварка — это процесс соединения двух частей металла путем нагрева обеих частей до их точки плавления, создавая ванну жидкого расплава, в которой их молекулы полностью смешиваются. В ванну расплава часто добавляют третий металлический наполнитель. Когда расплавленный металл охлаждается и затвердевает, две части полностью соединяются неразрывной связью.Знание того, какие металлы можно сваривать, и выбор лучших металлов для сварки может частично зависеть от их точек плавления — если они сильно различаются, одна из секций будет плавиться быстрее, чем другая. Это может вызвать взрыв или другие механические неисправности.
При соединении металлов с очень разными температурами плавления, таких как медь и сталь, пайка может быть лучшим выбором, чем сварка. При пайке кислородно-ацетиленовая горелка используется для нагрева присадочного металла, обычно латунного сплава, который имеет более низкую температуру плавления, чем две металлические части. По мере плавления наполнитель втягивается в шов, а затем затвердевает при охлаждении. Две соединяемые детали никогда не достигают точки плавления, а это означает, что соединение непостоянно.
По мере плавления наполнитель втягивается в шов, а затем затвердевает при охлаждении. Две соединяемые детали никогда не достигают точки плавления, а это означает, что соединение непостоянно.
Следующий список температур плавления обычных металлов и их сплавов варьируется от наименьшей до наибольшей (обратите внимание, что температура плавления будет варьироваться в зависимости от точного состава сплава):
Свинец имеет одну из самых низких температур плавления любого металла при 621 F (327 C).
Алюминий имеет относительно низкую температуру плавления 1218 F (659 C).Когда к алюминию добавляются легирующие металлы, его температура плавления может варьироваться от примерно 848 до 1230 F (от 453 до 666 ° C). Добавление алюминия к другим металлам также снижает их температуру плавления.
Бронза : 1675 F (913 C). Подшипниковая бронза содержит в основном медь, а также свинец и цинк, что снижает ее температуру плавления до 1790 F (977 C). Кремниевая бронза — это латунный сплав с низким содержанием свинца, который обычно состоит из 96% меди и небольшого процента кремния. Его температура плавления 1880 F (1025 C).
Латунь : 1700 F (927 C) Латунь — это сплав меди.
Медь : 1981 F (1083 C)
Чугун : 2200 F (1204 C)
Сталь : 2500 F (1371 C)
Нержавеющая сталь : 2750 F (1510 C)
Никель : 2646 F (1452 C)
Кованое железо: 2700 F (1482 C)
Железо : 2800 F (1538 C)
Вольфрам имеет чрезвычайно высокую температуру плавления 6150 F (3399 C), поэтому его используют для сварки TIG электродов.
Industrial Metal Supply предлагает широкий ассортимент металлов, а также сварочное оборудование и принадлежности. Посетите одно из шести наших мест или закажите онлайн сегодня.
Сплавы для литья под давлением | Продукты Premier Engineered
Сплавы для литья под давлением
Сплавы для литья под давлением обычно являются цветными, и существует большое количество сплавов с широким диапазоном физических и механических свойств, охватывающих практически все мыслимые области применения, которые могут потребоваться проектировщику.
Сплавы алюминия и цинка являются наиболее широко используемыми, за ними следуют магний, цинк-алюминиевые (AZ) сплавы, медь, олово и свинец.
Сплавы на основе цинка, свинца и олова классифицируются как металлы с низкой температурой плавления, все они плавятся при температуре ниже 725 ° F (385 ° C). Цинк-алюминиевые (ZA) сплавы имеют немного более высокий диапазон плавления: от 800 ° F до 900 ° F (от 426 ° C до 482 ° C). Алюминиевые и магниевые сплавы считаются сплавами с умеренной температурой плавления и разливаются при температуре от 1150 ° F до 1300 ° F (от 621 ° C до 704 ° C).Считается, что медные сплавы имеют высокую температуру плавления, превышающую 1650 ° F (899 ° C). Сплавы с низкой температурой плавления отливают в машинах с горячей камерой. Сплавы со средней и высокой температурой плавления отливают в машинах с холодной камерой. В последние годы специально разработанные машины с горячей камерой для литья под давлением магниевых сплавов поступили в США
.СПЛАВЫ АЛЮМИНИЕВЫЕ
Алюминиевые сплавы для литья под давлением (таблица 1) легкие, обладают хорошей коррозионной стойкостью, простотой литья, хорошими механическими свойствами и стабильностью размеров.
Хотя различные алюминиевые сплавы, изготовленные из первичного или переработанного металла, можно лить под давлением, большинство дизайнеров выбирают стандартные сплавы, перечисленные ниже:
360 — Выбрано для лучшей коррозионной стойкости. Доступны специальные сплавы для специальных применений, но их использование обычно влечет за собой значительные надбавки.
380 — Сплав, который обеспечивает наилучшее сочетание полезности и стоимости.
383 и 384 — Эти сплавы являются модификацией сплава 380.Оба обеспечивают лучшее заполнение штампа, но с умеренным ухудшением механических свойств, таких как ударная вязкость.
390 — Выбран для специальных применений, где требуются высокая прочность, текучесть и износостойкость / несущие свойства.
413 (A13) — Используется для максимальной герметичности и текучести.
ЦИНКОВЫЕ СПЛАВЫ
Сплавы на основе цинка (Таблица 2) легче всего лить под давлением. Высокая пластичность и отличная ударная вязкость делают эти сплавы пригодными для изготовления широкого спектра изделий.Цинковые сплавы можно отливать с тонкими стенками и превосходной гладкостью поверхности, что делает подготовку к нанесению покрытия и окраске относительно простой.
Важно, чтобы при приготовлении сплавов использовался только металлический цинк высокой чистоты (99,99 + 0/0). Низкие пределы содержания свинца, олова и кадмия обеспечивают долгосрочную сохранность прочности и стабильность размеров сплава.
ЦИНК-АЛЮМИНИЕВЫЕ (ZA) СПЛАВЫ
СплавыZA представляют собой новое семейство материалов для литья под давлением на основе цинка, которые содержат более высокое содержание алюминия, чем стандартные цинковые сплавы.Эти сплавы обладают высокими прочностными характеристиками, высокой твердостью и хорошими несущими характеристиками (таблица 2). Характеристики литья тонких стенок и срок службы штампа аналогичны цинковым сплавам. ZA-8 рекомендуется для литья под давлением с горячей камерой, а ZA-12 и ZA-27 должны отливаться методом литья под давлением с холодной камерой. Все сплавы ZA обладают аналогичными свойствами ползучести и превосходят стандартные цинковые сплавы.
ZA-8 — Обеспечивает свойства прочности, твердости и ползучести.
ZA-12 — Обеспечивает отличные несущие свойства с характеристиками прочности и твердости между ZA-8 и ZA-27, а также хорошую стабильность размеров и несколько лучшую литейную способность, чем ZA-27.
ZA-27 — Обладает высочайшими механическими свойствами из семейства ZA и поэтому рекомендуется, когда требуется максимальная производительность.
Разница между сплавами алюминия, магния и цинка
От создания масштабных копий автомобилей и самолетов до прочных механических деталей, помещенных в их настоящие аналоги, литье под давлением является одним из самых экономичных и универсальных производственных процессов в мире.
Литье под давлением — это прецизионный процесс, который включает впрыскивание расплавленного металла под высоким давлением в пресс-форму или пресс-форму желаемой формы. Плашки обычно изготавливаются из прочной качественной стали. После затвердевания и охлаждения материала конструкция, которая может поддерживать ряд сложных геометрических форм и замысловатых деталей, выбрасывается для закалки, механической обработки или чистовой обработки.
Этот процесс можно повторять снова и снова с невероятной точностью размеров, что делает его одним из лучших способов производства больших объемов отливок.
Кроме того, некоторые отливки можно полностью обработать, когда они выталкиваются из матрицы, что может устранить необходимость в механической обработке и дополнительных отделочных работах. Предлагая высокоскоростной производственный процесс, точность и высокое качество отливок, литье под давлением стало ценным производственным методом с момента его изобретения в 1838 году.
Одним из наиболее важных решений, которые необходимо сделать при создании конструкции для литья под давлением, является определение типа сплава, наиболее подходящего для ее конкретного применения.Алюминий, магний, цинк и цинк-алюминий (ZA) являются наиболее распространенными типами металлических сплавов, используемых в процессе литья под давлением.
Сплавы и процесс литья под давлениемКаждый сплав обладает собственными физическими и механическими свойствами, которые являются важными факторами, определяющими долговечность, прочность и общую функциональность готового продукта. В отличие от меди или сплавов железа, наиболее часто используемые сплавы имеют более низкие температуры плавления, что влияет на литейные качества.Сложность детали, минимальная толщина стенки и требуемая точность детали также будут влиять на то, насколько она пригодна для отливки.
В зависимости от области применения вашей конструкции и используемого металлического сплава существует несколько различных методов литья под давлением, которые обеспечивают большую гибкость при производстве. К ним относятся горячая камера, холодная камера и процессы литья под давлением.
Литье под давлением в горячей камере идеально подходит для металлов с более низкими температурами плавления, таких как цинк и магний, а процессы в холодной камере используются для металлических сплавов, таких как алюминий, которые имеют более высокие температуры плавления.Литье под давлением — это процесс, который не требует улавливания газов и позволяет получать высококачественные компоненты.
Различные свойства сплавовАлюминий, магний, цинк и цинк-алюминий — четыре наиболее часто используемых сплава в процессах литья под давлением в Северной Америке. Область применения вашей конструкции, плотность материала, предел прочности, предел текучести, температура плавления и модуль упругости — все это важные факторы при выборе сплава, наиболее подходящего для ваших проектных требований.
Алюминиевые сплавыХотя алюминий не считается литым из-за более высокой температуры плавления, алюминий является наиболее часто используемым сплавом в индустрии литья под давлением и остается одним из самых экономичных материалов, используемых в проектах крупносерийного литья. Литые под давлением алюминиевые детали можно найти во всем, от компонентов, используемых для запуска вашего автомобиля, до электроники и электроинструментов, которые миллионы американцев используют каждый день.
Удельный вес 2.7 алюминий считается легким конструкционным материалом, но его редко отливают в чистом виде.
Из-за риска горячего растрескивания и усадки алюминий часто легируют другими материалами, включая кремний, магний и медь. Кремний увеличивает текучесть, герметичность и модуль упругости сплава. Кроме того, кремний также снижает удельный вес металла, его тепловое расширение и усадку. Это также улучшает коррозионную стойкость.
Медь используется для повышения коррозионной стойкости, прочности на разрыв и твердости сплава, обеспечивая ему превосходные механические свойства.
В настоящее время конструкторам доступны несколько алюминиевых сплавов, которые могут применяться в широком диапазоне применений из-за их различных физических и механических свойств.
Помимо легкости, алюминиевые сплавы также устойчивы к коррозии, сохраняют прочность при высоких температурах, обеспечивают высокую стабильность размеров при отливке сложных геометрических форм и участков с тонкими стенками. Также они обладают высокой теплопроводностью и электропроводностью. Обработка алюминия также проще по сравнению с другими материалами, включая железо, сталь и титан.
Семь из восьми наиболее часто используемых алюминиевых сплавов основаны на системе эвтектического состава, где 11,7% кремния используется в качестве ориентира при их группировке.
Распространенные алюминиевые сплавы и их преимуществаСплав 380 используется в различных продуктах, включая бытовую технику, мебель, электроинструменты, автомобильные детали, электронику и корпуса газонокосилок, поскольку он предлагает наилучший набор свойств как для готовой продукции, так и для литья.Благодаря сочетанию 8,5% кремния и 3,5% меди сплав 380 также обеспечивает предел прочности на разрыв 324 мегапаскалей, или 47 фунтов на квадратный дюйм.
Альтернативы сплаву 380 включают сплавы 383 и 384, которые более устойчивы к горячему растрескиванию и предлагают улучшенные характеристики заполнения штампа во время литья сложных компонентов.
По сравнению с другими алюминиевыми сплавами сплав 360 обеспечивает большую прочность при воздействии более высоких температур. Он также обеспечивает лучшую устойчивость к коррозии.
Сплав 443 предлагает самую высокую пластичность или способность к растяжению при растяжении из всех алюминиевых сплавов.
В то время как цинк идеально подходит для литья деталей с тонкими стенками, алюминиевый сплав 413 подходит для литья множества сложных деталей. При производстве гидроцилиндров или другого оборудования, работающего под давлением, он также обеспечивает лучшую герметичность по сравнению с его аналогами.
Сплав 390 обеспечивает лучшую стойкость к истиранию и износу, и изначально он был разработан для автомобильных блоков цилиндров.Однако сплав 390 предлагает самую низкую пластичность из алюминиевых сплавов с удлинением менее 1 процента.
Более высокая пластичность обеспечивается сплавом 518, который также обладает превосходной устойчивостью к коррозии по сравнению с другими сплавами, используемыми при литье.
Магниевые сплавыМагний — еще один легкий конструкционный материал, обычно используемый при литье под давлением, но, как и алюминий, он легирован другими металлами для обеспечения большей стабильности и лучших механических свойств.В сочетании с такими металлами, как кремний, марганец, алюминий и цинк, сплавы магния стали большим активом для индустрии литья под давлением. Магний с удельным весом 1,7 является самым легким из обычно используемых сплавов.
Сплав AZ91D состоит примерно на 9 процентов из алюминия и на 1 процент из цинка и является наиболее широко используемым доступным магниевым сплавом. AZ91D предлагает превосходную прочность, коррозионную стойкость и лучшую литейную способность по сравнению с другими магниевыми сплавами. За счет ограничения содержания примесей, таких как железо, медь и никель, достигается лучшая коррозионная стойкость, что делает AZ91D одним из лучших вариантов при литье компонентов, которые должны выдерживать износ.
Сплавы AM60B, AM50A и AM20 также широко используются при литье под давлением, но они обеспечивают лучшую пластичность, сохраняя при этом коррозионную стойкость и прочность. Для приложений, требующих повышенной прочности при воздействии более высоких температур, сплавы AS41B и AE42 часто являются лучшим вариантом.
Магний легкий, и он имеет прочную структуру для некоторых литых под давлением компонентов. Замена компонентов на магний вместо более тяжелых алюминиевых может способствовать снижению затрат на топливо в транспортных средствах, что заставляет производителей автомобилей разрабатывать новые технологии для использования уникальных свойств магния.
Для компонентов двигателя, подверженных повышенным температурам и коррозии, сплавы AS41B и AE42 являются отличным выбором. Все магниевые сплавы обладают высоким пределом текучести при растяжении и модулем упругости.
Алюминий и магниевые сплавыКак и алюминий, магниевые сплавы используются при литье автомобильных деталей и обладают собственными уникальными механическими и физическими свойствами. Несмотря на то, что были проведены эксперименты по замене алюминия магнием, он все же более мягкий, менее стабильный, более дорогой и имеет тенденцию легче сгибаться при нагрузке.
Хотя алюминиевые сплавы затвердевают дольше, чем магниевые сплавы, их сплавы обеспечивают более длительный срок службы штампа. К тому же алюминий не требует такой отделки, как магний. При определении области применения отливки из магния необходимы специальные обработки и покрытия.
По сравнению со стоимостью плавки алюминия новая технология снизила затраты, необходимые для плавки магниевых сплавов, но литье требует более высокой скорости впрыска. Напротив, у магния более быстрое время выброса, чем у алюминиевых отливок.Магний также лучше отливает детали с более тонкими стенками и более жесткими допусками, чем алюминий.
Однако, несмотря на многие преимущества магния, алюминий остается менее дорогой альтернативой для литья под давлением.
Цинк и магниевые сплавыОдно из основных различий между магниевыми и цинковыми сплавами состоит в том, что цинк и цинк-алюминиевые сплавы требуют более низкого давления и температуры для литья. Из-за более низкой температуры литья цинк обеспечивает гораздо более длительный срок службы штампа, чем магний, что может помочь снизить производственные затраты.
В отличие от магния, который требует специальной обработки и покрытия для коррозионной стойкости и отделки, цинковые сплавы также обладают превосходной коррозионной стойкостью и улучшенным качеством поверхности при выталкивании из матрицы.
Цинк и цинк-алюминиевые сплавыКогда дело доходит до литья деталей с жесткими допусками и участков с более тонкими стенками, никакие другие сплавы не сравнятся с цинком и сплавами цинка с алюминием. Элемент имеет удельный вес 7.0, что делает его одним из самых тяжелых материалов, обычно используемых при литье под давлением. Цинк идеально подходит для литья под давлением миниатюрных деталей в больших объемах с помощью специального процесса литья под давлением в горячей камере.
Подобно магнию и алюминию, цинк сплавлен с другими металлами, чтобы обеспечить лучшую коррозионную стойкость, стабильность, размерную прочность и ударную вязкость. Некоторые из доступных цинковых сплавов упоминаются как ZAMAK, сокращение от цинка, алюминия, магния и меди.
Цинк 3 — это наиболее часто используемый цинковый сплав, и иногда он используется исключительно на литейщиках из-за его тенденции к более низкой цене.Кроме того, этот сплав обеспечивает лучшую отделку поверхности при более высоких темпах производства, и он по-прежнему позволяет отливать стабильные, сложные конструкции и сложные компоненты.
Другой альтернативой цинку 3 является цинк 5, который используется из-за его повышенной прочности на разрыв, твердости и более низкой пластичности. Когда дело доходит до производства большего объема деталей с тонкими стенками, можно использовать цинк 7, поскольку он имеет более высокую текучесть, чем другие цинковые сплавы, что может увеличить производительность.
Если требуется максимальная прочность и сопротивление ползучести или деформации при механических нагрузках, лучшим выбором будет цинк-алюминиевый сплав ZA-8.ZA-8, содержащий 8,4% алюминия и 1% меди, обеспечивает более низкую плотность и более высокую износостойкость. Цинковые сплавы также обеспечивают лучшую ударную вязкость по сравнению с другими обычно литыми сплавами.
Алюминий и цинковые сплавыКак и в случае с магнием, одно из основных различий между алюминиевыми и цинковыми сплавами заключается в том, что цинк имеет более низкую температуру плавления и требует более низкого давления для литья. Цинк считается наиболее литейным из всех обычно используемых сплавов.
Благодаря более низкой температуре плавления это позволяет цинковой фильере прослужить намного дольше, чем алюминиевой. Матрицы стоят дорого, и более длительная их эксплуатация обеспечит более экономичный подход к проектам литья больших объемов.
Кроме того, более низкая температура плавления цинка позволяет производить литье в горячей камере, что дешевле, чем процессы в холодной камере. Благодаря использованию метода литья под давлением с горячей камерой, скорость производства также будет увеличена. Цинк — один из самых твердых сплавов, и он превосходит даже алюминий по способности противостоять ударам.
Еще одно преимущество использования цинкового сплава перед алюминиевым состоит в том, что цинк отлично подходит для отливок с очень сложными деталями и тонкими стенками. При использовании цинка требуется очень небольшая обработка, обрезка или чистовая обработка, так как более низкое давление и температура плавления уменьшают тепловой удар, который он испытывает во время литья. При литье из цинка он сохраняет более гладкую поверхность, когда деталь выталкивается из штампа.
Определение стоимости сплавов и литьяАлюминий остается самым недорогим сплавом на кубический дюйм из всех обычно используемых сплавов при литье под давлением, но рыночная стоимость все еще колеблется.В зависимости от области применения и размера вашей конструкции затраты могут быть ниже в зависимости от количества необходимого материала и веса материала.
Магний и алюминий — легкие материалы, которые обладают превосходной стабильностью, но имеют более высокие температуры плавления, чем цинк, что может способствовать увеличению затрат на литье. Литье в горячей камере, которое можно использовать с сплавами цинка и магния, дешевле, чем процессы в холодной камере, и может выполняться с большей скоростью.
Производство штампа также является дорогостоящим процессом, и, хотя затраты на фактическое производство штампа остаются стабильными, определение общего ожидаемого срока службы штампа является хорошим способом снижения затрат.Для сплавов, таких как цинк, срок службы матрицы намного дольше. Температура плавления магния ниже, чем у алюминия, что также обеспечивает более длительный срок службы штампа.
При выборе сплава, который лучше всего подходит для ваших проектных требований, следует также принимать во внимание операции механической обработки и чистовой обработки. Цинк и цинк-алюминиевые сплавы обеспечивают превосходные результаты по сравнению с алюминием и магнием, когда дело доходит до отделки, и могут значительно снизить рабочую нагрузку, необходимую для производства конечного продукта.
Самое важное, что следует учитывать при выборе сплава, — это уникальные механические и физические свойства, которые он обеспечивает, и то, как они повлияют на рабочие характеристики и долговечность вашей конструкции.
Для проектов, связанных с воздействием более высоких температур, алюминий обеспечивает лучшую прочность, чем другие сплавы. Для конструкций, требующих высокого предела текучести и модуля упругости, цинковые сплавы являются лучшим выбором. Магний также предлагает множество преимуществ из-за своего меньшего веса, и его можно заменить на алюминий для определенных компонентов.
Чтобы узнать больше об алюминиевых сплавах и о том, как они и другие материалы могут работать для вашего проекта литья под давлением, свяжитесь с Premier Die Casting онлайн.
Вернуться к началу
Сравнение литья под давлением из цинкового сплава: почему цинк правит превосходно
06.10.17
Литье под давлением — это процесс, от которого зависит множество отраслей промышленности. Но, хотя работа с производителями литья под давлением является само собой разумеющимся, тип металла или металлического сплава, который нужен вашему бизнесу, может быть немного менее простым. Из всех доступных для литья под давлением металлов цинк, безусловно, легче всего лить из-за его более высокой температуры плавления (примерно 380-390 градусов Цельсия или 716-734 градусов по Фаренгейту).Если вы пытаетесь принять обоснованное решение о том, какой тип материала для литья под давлением вам нужен, это руководство по сравнению может помочь.
Почему цинковое литье под давлением превосходит алюминий?
- Более высокая точность: Хотя алюминий является более легким материалом, его не так просто отливать точно, как цинк. Цинк можно отливать до конечных размеров изделия, но алюминий часто требует дополнительной механической обработки после завершения процесса литья под давлением. Цинк не только легче формовать, но и, если по какой-либо причине после процесса литья под давлением требуется механическая обработка, цинковые сплавы также намного легче обрабатывать.
- Увеличенный срок службы инструмента: Проще говоря, цинк намного прочнее и долговечнее алюминия. По этой причине инструменты из цинкового литья под давлением служат намного дольше, чем инструменты, изготовленные из литого под давлением алюминия. Фактически, эти компоненты могут служить до пяти раз дольше! В конечном итоге это означает, что предприятиям потребуется меньше компонентов, что в конечном итоге сэкономит им деньги.
- Более низкая стоимость: Цинковые материалы изначально дороже алюминия, поскольку этот сплав более высокого качества.Но цены на литье под давлением цинка обычно ниже, чем у алюминия. Это связано с тем, что алюминий необходимо подвергать литью под давлением с холодной камерой, что менее эффективно, чем литье под давлением с горячей камерой. Мало того, что цена цинкового литья под давлением будет ниже, но и поскольку эти компоненты будут служить дольше, вы получите больше за свои деньги.
Почему литье цинка лучше, чем магния?
- Более прочный: Магниевые сплавы иногда используются при литье под давлением, когда вес материала является основным фактором в конечном продукте.Но цинковые сплавы намного прочнее магния и имеют существенное преимущество с точки зрения коррозионной стойкости. Когда вы сравниваете стоимость литья под давлением из магния с его недостаточной жесткостью и прочностью, большинству предприятий становится ясно, что цинк побеждает.
- Легче формовать: Как указывалось выше, цинковые сплавы жестче и прочнее магния. Однако вы можете удивиться, узнав, что эти качества на самом деле облегчают образование цинка. Это также обеспечивает повышенную точность.Когда точность имеет значение, цена литья под давлением из цинка оправдывает себя.
- Другие варианты отделки: Если вам нужны более тонкие стены или дополнительные декоративные элементы, цинковые сплавы хорошо подходят для более сложных конструкций и отделки. Это очень выгодно, в частности, в технической и автомобильной отраслях. Когда вам нужно, чтобы компонент был более сложным, чем средний, цинк обычно лучше всего подходит как для производительности, так и для эстетики.
Хотя есть альтернативы цинковому литью под давлением, которые мы здесь не обсуждали (например,g., штампованная или обработанная сталь, чугун), алюминий и магний являются одними из наиболее распространенных вариантов для этого процесса. Однако, учитывая эти моменты, становится ясно, почему цинковые сплавы часто считаются выбором номер один для бесчисленных отраслей промышленности. Чтобы узнать больше о том, как литье под давлением цинка может помочь вашему бизнесу получить необходимые компоненты, свяжитесь с нами сегодня.
Литой под давлением Lakeshore
P.O. Box 96
8829 Stevensville-Baroda Rd.
Барода, Мичиган 49101
Телефон: 269.422.1523
Факс: 269.422.1131
Электронная почта: [email protected]
| 380 Бесфлюсовый припой для алюминия | 8934N32 | Стержни 3/32 «x 18» | Наш припой Ney 380 — это запатентованная формула. не требует флюса. Связь металл-металл. 100% металлический сплав. Сильнее основного металла — до 45 900 фунтов на квадратный дюйм. Низкая температура. Между 717 F и 737 F градусов рабочая температура. Более чем на 500 градусов ниже точки плавления алюминия. Используйте любой источник тепла, например пропан, бутан, мапп или кислородно-ацетиленовую горелку. Хранит безопасно и бессрочно. Простой — универсальный — портативный. Паяет все алюминиевые сплавы, включая цинк, магний, металлический корпус и литье. |
| 380 Бесфлюсовый алюминиевый припой | 8934N32MM200 | Стержни диаметром 3/32 дюйма x 200 мм | Наш припой Ney 380 — это запатентованная формула. |
| 380 Бесфлюсовый алюминиевый припой | 8934N380 | 1/8 «X 18» | Наш припой Ney 380 — это запатентованная формула. |
| 380 Бесфлюсовый алюминиевый припой | 8934N380CM45 | Диаметр 1/8 дюйма x длина 45 см | Наш припой Ney 380 — это запатентованная формула. |
| 380 Бесфлюсовый алюминиевый припой | 8934N380MM250 | Диаметр 1/8 дюйма x длина 250 мм | Наш припой Ney 380 — это запатентованная формула. |
| 380 Бесфлюсовый алюминиевый припой | 8934N380MM400 | Диаметр 1/8 дюйма x длина 400 мм | Наш припой Ney 380 — это запатентованная формула. |
| 60/40 ОЛОВИННЫЙ СВИНЦОВЫЙ СПЛАВ | 760NCAP | Закрывающие стержни площадью 1/4 « | Олово 58-60%, Свинец 40-42% Самый популярный из имеющихся припоев на основе олова / свинца.Имеет низкий диапазон плавления. |
| 60/40 ОЛОВИННЫЙ СВИНЦОВЫЙ СПЛАВ | 760NREG | Обычный бар | Олово 58-60%, Свинец 40-42% |
| Припой 60/40 с оловянно-свинцовым сплошным проводом | 760NS062 | ТОЛЩИНА 0,062 дюйма X (минимум 100 фунтов) | Олово 58-60%, Свинец 40-42% |
| Припой 60/40 с оловянно-свинцовым сплошным проводом | 760NS095 | .Трос диаметром 095 дюймов — катушки 5 фунтов (минимум 100 фунтов) | Олово 58-60%, Свинец 40-42% |
| Припой 60/40 с оловянно-свинцовым сплошным проводом | 760N125 | Проволока диаметром 0,125 дюйма — катушки 5 фунтов (минимум 100 фунтов) | Олово 58-60%, Свинец 40-42% |
| 50/50 оловянно-свинцовый припой | 75012CN | Форма провода | Олово: 49-50%, свинец 49-50% Дешевле, чем припой 60/40.Подходит для пайки сплавов на основе меди без цинка |
| 50/50 оловянно-свинцовый припой | 750NB | 1 # Пустая полоса | Олово: 49-50%, Свинец 49-50% |
| 50/50 оловянный свинцовый припой | 750NCAP | Закрывающие стержни площадью 1/4 « | Олово: 49-50%, Свинец 49-50% |
| ПРИПЕЙКА ДЛЯ ОЛОВЯННОЙ ТВЕРДОПРОВОЛОНОЙ СТАЛИ 100 SN -.032 | 7000NS32N | Проволока диаметром 1/32 дюйма | Олово: 99,85 Бессвинцовый припой для ювелирных изделий и пищевых продуктов. ➤
|