Технология производства ДСП (древесностружечных плит)
Древесностружечные плиты за последние 10—15 лет стали, очевидно, одним из самых известных и распространенных древесных материалов. Они являются основным конструкционным материалом в производстве мебели, а в последнее время получают все большее признание и в строительстве, в частности в производстве малоэтажных домов.
Сырье для древесностружечных плит — различного вида отходы лесопиления, лесозаготовок, деревообработки (горбыли, рейки, откомлевки, сучья, срезки, стружка, опилки), а также низкокачественные круглые лесоматериалы. Становится понятным значимость этого производства: из отходов и низкокачественной древесины получается материал, из которого изготовляют высококачественные, долговечные изделия.
Все кусковые отходы измельчаются в щепу на рубительных машинах. Из щепы, а также из стружки, отходов и опилок на специальных роторных станках приготовляется стружка. Из круглых лесоматериалов стружка изготовляется или непосредственно из бревна на станках с ножевым валом, или по схеме щепа — стружка, когда сначала изготовляется щепа, а затем из щепы стружка. Перед подачей бревен на струженный станок их разрезают на мерные заготовки (обычно длиной 1 м).
Стружка должна иметь определенные, наперед заданные размеры (толщина 0,2—0,5 мм, ширина 1 — 10 мм, длина 5—40 мм). В наружные слои плиты направляется стружка наименьших размеров. Кроме соблюдения размеров необходимо также следить, чтобы стружка была плоской, равномерной толщины, с ровной поверхностью. Стружка для наружных слоев после стружечных станков проходит дополнительное измельчение на дробилках (здесь уменьшается ширина) или в мельницах, где изменяется толщина. Последняя операция имеет особое значение для плит, которые отделываются методом ламинирования, так как в этом случае предъявляются высокие требования к качеству их поверхности.
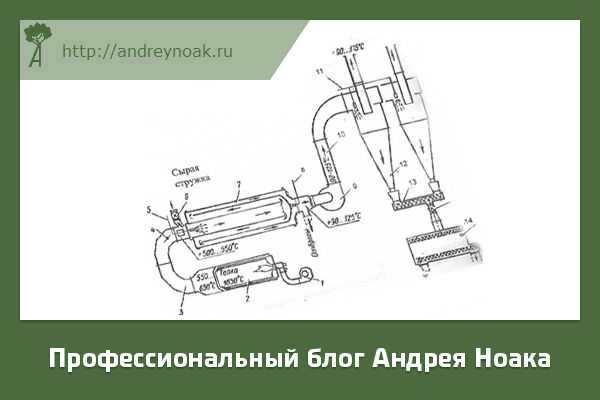
Изготовленная сырая стружка хранится в бункерах, куда подается системой пневмотранспорта или механическими транспортерами. Из бункеров сырая стружка подается в сушилки. Сушить стружку необходимо до влажности 4—6%, а для внутреннего слоя — до 2—4%. Поэтому стружку разных слоев сушат в отдельных сушилках. В производстве древесностружечных плит используются, как правило, конвективные сушилки, в большинстве случаев барабанного типа. В топке сушилки сжигается газ или мазут, температура в ней 900— 1000° С. На входе в барабан Температура сушильного агента достигает 450—550° С, на выходе она от 90 до 120° С. Барабан имеет диаметр 2,2 м и длину 10 м, устанавливается он с наклоном в 2—3° в сторону входа сырой стружки.
После сушки стружка сортируется или на механических (ситовых) агрегатах, или пневматически. На этих машинах происходит разделение стружки на фракции для наружных и внутренних слоев. На этом заканчивается изготовление стружки. Автор должен заметить, что эта часть технологического процесса во многом предопределяет успешное выполнение последующих операций, производительность процесса и особенно качество плит. Поэтому приготовлению стружки (работе оборудования на этом участке, квалификации операторов) уделяется большое внимание.
Стружка смешивается со связующим в специальных агрегатах, Называемых смесителями. Операция эта сложная, поскольку технология производства требует покрытия связующим каждой стружки. Неосмоленные стружки не склеиваются, а излишняя смола на стружке приводит к перерасходу связующего и плохому качеству плит. Связующее в смеситель подается в виде растворов. Их концентрация в потоке наружного слоя 53— 55%, внутреннего слоя несколько больше (60—61%). В настоящее время наиболее распространены смесители, в которых распыленное связующее (размеры частиц 30—100 мкм) факелом направляется на поток взвешенных в воздухе стружек. Эти два потока перемешиваются, связующее осаждается на поверхности стружек. Смесители, как правило, нуждаются в тонком регулировании, при котором соблюдаются строгие количественные соотношения между стружкой, смолой и отвердителем. После осмоления стружка ленточными или скребковыми транспортерами направляется в формирующие машины.
Формирующие машины принимают осмоленную стружку и высыпают ее ровным слоем (ковром) на проходящие под ними поддоны или ленточные транспортеры. Стружечный ковер — это непрерывная лента определенной ширины и толщины. Он разделяется на пакеты, из которых и образуются в последующем при горячем прессовании плиты. Естественно, что равномерность насыпки ковра прямым образом влияет на качество плит (равноплотность, равнотолщинность). Кроме того, формирующие машины должны насыпать во внешние слои мелкие стружки.
Конвейер перемещает пакеты, которые после прохождения пресса для подпрессовки становятся плотными, обладающими транспортной прочностью брикетами. В настоящее время в промышленности древесностружечных плит известно два принципиально различных типа главных конвейеров. Они различаются тем, что в одном случае пакеты (а затем брикеты) перемещаются на металлических поддонах, в другом типе главного конвейера — на ленточных транспортерах, когда прессование бесподдонное. Каждая схема главного конвейера имеет преимущества и недостатки. Поддонный способ более простой и надежный, но плиты получаются с большей разнотолщинностью, расход тепловой энергии больше. Бесподдонный способ обеспечивает некоторую экономию энергии, повышенное качество плит. Конструкции главных конвейеров достаточно подробно описаны в специальной литературе, и при необходимости читатель может с -ее помощью более детально изучить эту основную технологическую линию заводов древесностружечных плит.
Автор уже упоминал, что в состав главного конвейера входит пресс для подпрессовки. Подпрессовка необходима для уменьшения толщины пакета и повышения его транспортабельности. Толщина пакета уменьшается в 2,5—4 раза (больше при бесподдонном прессовании). Давление при этом составляет 1—1,5 МПа при прессовании на поддонах и 3—4 МПа при бесподдонном прессовании. Подпрессовка производится обычно в одноэтажных прессах, иногда это бывает подвижный пресс, чаще — стационарный.
После подпрессовки брикеты на поддонах поступают в многоэтажный гидравлический пресс для горячего прессования. При бесподдонном прессовании брикеты выкладываются лентой непосредственно на горячие плиты пресса; При прессовании на брикет воздействуют тепло и давление. Читателю, очевидно, понятно, что продолжительность горячего прессования предопределяет продолжительность цикла работы пресса и тем самым производительность всего завода. Поэтому уделяется большое внимание уменьшению цикла прессования. Стоимость пресса для горячего прессования, как и в производстве древесноволокнистых плит, составляет 20— 25% стоимости всего оборудования завода, и поэтому проблема его лучшего использования — постоянная забота работников заводов, а профессия оператора пресса — самая почитаемая.
Прессование производится при 180°С и удельном давлении 2,5—3,5 МПа. Продолжительность прессования 0,3—0,35 мин на 1 мм толщины плиты. Современные прессы имеют размеры горячих плит, достигающие 6×3 м, до 22 рабочих промежутков (одновременно прессуются 22 древесностружечные плиты). Высота пресса достигает 8 м.
Сокращение цикла прессования (увеличение производительности пресса) достигается за счет повышения температуры прессования, применения смол с меньшей продолжительностью отверждения, увеличения количества рабочих промежутков. Эти мероприятия реализованы на большинстве заводов, что позволило поднять производительность прессов с 35 до 80—85 тыс. м3 плит в год.
Автор считает необходимым информировать читателя о том, что имеются и одноэтажные прессы. У них длина горячих плит достигает 20 м, а общая длина главного конвейера —60—70 м. При его обслуживании оператор для перемещения вынужден использовать велосипед.
Готовые плиты пресса выгружаются на приемную (разгрузочную) этажерку, а с нее на линию, где они обрезаются с четырех сторон (линию форматной обрезки). В состав этой линии часто входит агрегат для охлаждения плит. Затем они укладываются в стопы, где выдерживаются не менее 5 суток. Далее плиты шлифуются на оборудований и инструментом, которые были описаны выше. В соответствии с требованиями стандарта плиты сортируются, а затем или раскраиваются на заготовки для мебельных щитов, или отправляются потребителям полноформатными.
В заключение укажем, что на 1 м3 древесностружечных плит расходуется 1,75—1,85 м3 древесины, 70— 80 кг смолы (в пересчете на сухое вещество), 1,4— 1,5 т пара, 160—170 кВт-ч электроэнергии. Затраты труда составляют 2,5—4 чел.-ч на 1 м
Необходимо отметить, что производство древесностружечных плит непрерывно совершенствуется: появляются новые виды плит, принципиально новые машины, более эффективные связующие. Представляют, в частности, интерес плиты из стружки, размеры которых по длине и ширине составляют десятки миллиметров; стружка располагается в плоскости плиты. Это обеспечивает высокую прочность плит на статический изгиб,
что важно при их применении в строительстве. Такие плиты (из ориентированной крупноформатной стружки) с успехом заменяют фанеру, которая становится все более дефицитной.
В последние годы стали использовать нетоксичные быстроотверждающиеся смолы, что увеличивает производительность прессов, а значит, и заводов, ликвидирует загазованность в цехах, позволяет использовать плиты внутри жилых помещений. Объем производства древесностружечных плит непрерывно растет, эта тенденция сохранится и в будущем. Для отрасли, оснащенной современным оборудованием, нужны высококвалифицированные рабочие, инженеры и техники, хорошо знающие технологию и механической и химической переработки древесины, электронику, гидравлику, теплотехнику.
www.stroitelstvo-new.ru
Производство ДСП: технология и оборудование
Производство ДСП – это выгодное дело. Материал пользуется значительной популярностью у современных мастеров. Это не только удобный и экологичный, но и простой в обработке материал. Он представляет собой листовой композитный элемент, в основе изготовления которого лежит методика опрессовывания горячих отходов деревообрабатывающего производства. Во многих случаях предполагается введение в состав массы дополнительных добавок.
Сфера применения ДСП
 Сегодня древесно-стружечные плиты нашли весьма широкое применение на практике. Преимущественно их используют в рамках мебельного производства и при изготовлении дверей. Еще плиты актуальны для строительной отрасли, при выполнении отделочных работ, в сфере автомобилестроения и многих других современных производствах.
Сегодня древесно-стружечные плиты нашли весьма широкое применение на практике. Преимущественно их используют в рамках мебельного производства и при изготовлении дверей. Еще плиты актуальны для строительной отрасли, при выполнении отделочных работ, в сфере автомобилестроения и многих других современных производствах.
Отлаженное производство ДСП способно принести значительную прибыль. На начальном этапе его организации требуется найти доступное сырье по приемлемой цене. Сложностей с реализацией готовой продукции не возникнет.
Способы производства
Процесс производства ДСП сводится к обработке посредством горячего прессования деревообрабатывающих отходов, предварительно подготовленных. В составе рабочей массы, помимо стружечной смести, присутствует и термореактивная смола с клеящими свойствами.
Исходным сырьем для будущих плит бывают щепки и опилки, а также прочие отходы бумажного и деревообрабатывающего производства. Достаточно смешать их со специальной смолой и уложить в форму. Там в условиях горячего пресса и температурного воздействия, смола проявит свои клеящие свойства.
Завершающим этапом технологического процесса является охлаждение готовых древесно-стружечных плит и их отделение от форм. Далее, их отправляют на шлифовку.
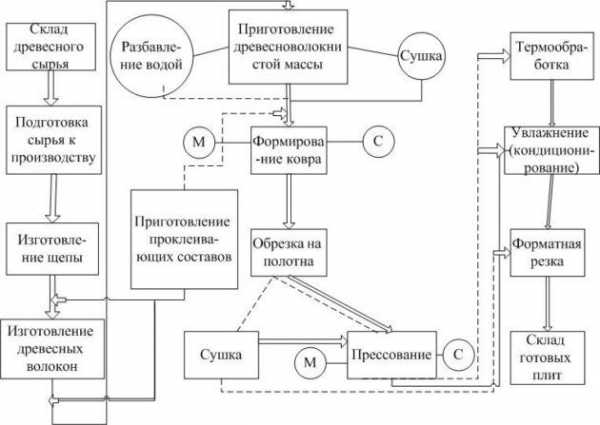
Схема производства ДСП
Необходимое оборудование
В производстве ДСП требуются определенные машины и агрегаты. Технологический процесс не обходится без следующего оборудования:
Оборудование для производства ДСП
- смесители;
- формовочные агрегаты;
- горячий пресс;
- охладители;
- устройства для выравнивания боковин;
- шлифовальные машины.
Изначально в смесителях соединяются все компоненты для рабочей массы с учетом рекомендованных объемов. Дальнейшая напрессовка бумаги осуществляется уже агрегатами для формовки исходной смеси, в горячих прессах.
Указанный перечень является минимально необходимым для изготовления ДСП. Он касается производств, когда в работу поступает предварительно подготовленное сырье.
Когда процесс производства ДСП осуществляется с применением обычного сырья, возникнет необходимость в установке еще некоторых агрегатов. Обычно это строгальные и рубильные машины, мельницы или оборудование для раскройки.
Нередко руководители производства предпочитают дополнительно укомплектовать его дополнительными машинами, что позволяет значительно увеличить его эффективность и технологичность. В таких случаях устанавливаются агрегаты для вентиляции, транспортеры различного типа, вибросита, сушильные камеры, штабелеры и многое другое.
Стоимость готовой производственной линии
Итоговая стоимость комплекта оборудования для изготовления ДСП зависит от его производительности и некоторых других факторов. При небольшом выходе в пределах сотни готовых листов в день, придется вложить до 200 тыс. евро. Чем выше производительность – тем дороже обойдется комплект.
Еще один определяющий фактор цены на такое оборудование – это его изготовитель. Большинство отдают предпочтение продукции проверенных европейских брендов, но она всегда будет стоить на порядок дороже, нежели китайские аналоги.

Линия по производству ДСП
При составлении бизнес-плана по производству ДСП в больших объемах, измеряющихся тысячами кубических метров готовых изделий, необходимо предусмотреть расходы на:
- производственное оборудование соответствующей мощности и производительности;
- вспомогательные машины и агрегаты;
- установку приобретенного оборудования и его наладку;
- подготовку помещения с достаточной площадью, соответствующее действующим требованиям и санитарным производственным нормам для изготовления ДСП.
Процесс изготовления ДСП
Получают древесно-стружечные плиты с применением горячего пресса. В первоначальное сырье добавляется смола, обладающая специальными клеящими свойствами и некоторые другие добавки. Подготовленная масса разливается по формам, где в дальнейшем протекает процесс склеивания под воздействием внешних условий.
Основные этапы в процессе изготовления ДСП:
- подготовительный этап;
- формовка;
- прессование;
- обработка в соответствии с требуемыми размерами;
- шлифовка.
На начальном этапе в специализированных машинах смешиваются исходные составляющие рабочей смеси – деревообрабатывающие отходы и смола наряду с отвердителями и иными необходимыми компонентами. Важно строго соблюдать рекомендованные пропорции составляющих, чтобы готовый материал получил желаемые свойства.
Готовая масса подвергается формовке и опрессовке. Манипуляции осуществляются при воздействии высокой температуры.
Завершается технологический процесс удалением излишков с готовых листов посредством их обрезки с последующей шлифовкой на специальном оборудовании.
От правильности исполнения каждого из основных этапов процесса производства древесно-стружечных плит будет зависеть их конечное качество.
Ламинированное ДСП
Схема ламинирования ДСП
ЛДСП, более известный в качестве ламинированного ДСП, представляет собой стандартные древесно-стружечные плиты.
Единственное их отличие от традиционных листов состоит в том, что каждый лист имеет дополнительное покрытие. Этот ламинат несет преимущественно декоративную нагрузку.
В качестве ламината применяется специализированная пленка.
Преимущественно материал ЛДСП актуален для мебельных производств. А также его используют и в других отраслях современной промышленности.
Наряду с внешней красотой, указанный материал характеризуется некоторыми минусами. Не получится разделить готовую плиту на меньшие части в домашних условиях без применения специализированного оборудования. Ламинирующий слой легко откалывается, что делает края изделия неаккуратными.

Ламинированное ДСП
Сам процесс ламинирования – это специальная отделка готовых изделий. Операция предполагает дополнительный технологический этап в рамках производственного процесса – напрессовку специального покрытия. Эта пленка закрепляется по холодной либо по горячей методике. В первом случае нагрева поверхностей не предполагается. При обращении к горячей методике ламинирующий слой закрепляется посредством клеящих свойств смолы в исходной массе.
Эта поверхность не предполагает дальнейших отделочных манипуляций.
Изготовление древесно-стружечных плит – это нужный, прибыльный и перспективный процесс при верной его первоначальной организации. Данный продукт всегда востребован на рынке строительных материалов.
Видео: Производство ДСП
promzn.ru
Технология производства ДСП — особенности, этапы, сырье

Для производства ДСП используют древесное сырьё, связующее и отвердитель для него.
Древесное сырье
В качестве сырья для изготовления древесно-стружечной плиты может использоваться специально подготовленная стружка, стружка-отходы деревообрабатывающей промышленности и опилки.
Специально изготавливаемую стружку (т.н. технологическую щепу) получают из дров, тонкомерного лесного сырья и некоторых древесных отходов. Для ее изготовления используют стружечные станки, которые измельчают древесину специальными ножами. После строгания технологическую щепу сушат и разделяют на фракции. Из такой стружки получается самая прочная плита с относительно гладкой поверхностью.
Стружку-отходы получают на лесопильных, фанерных и других деревообрабатывающих производствах. Плита из такой стружки уступает плите из технологической щепы и по механической прочности, и по качеству поверхности.
Плита из опилок имеет ровную гладкую поверхность, но низкую механическую прочность. Поэтому в чистом виде опилки не используют: обычно из них изготавливают только наружные слои многослойных плит.
Связующее
Связующее составляет порядка 8…13% от объёма плиты, но при этом затраты на связующее составляют до 30% себестоимости ДСП: поэтому его цена очень важна.
Повышенное содержание смол приводит к повышению эмиссия формальдегида, которая нормируется ГОСТ, а очень высокое к тому же снижает качество продукции. У уменьшение количества связующего повышает выход бракованной продукции и увеличивает время цикла прессования, что также нежелательно. Поэтому технологи стараются подобрать оптимальное количество связующего для каждой партии древесного сырья.
В качестве связующего могут использоваться:
1. Карбамидоформальдегидные смолы. Они растворяются в воде и потому не защищают ДСП от воздействия влаги. Склеенная карбамидоформальдегидными смолами плита может выдержать однократное кратковременное намокание в холодной воде, но при продолжительном или многократном либо при контакте с горячей водой она быстро набухает, теряет прочность и разрушается. Достоинствами карбамидоформальдегидных смол являются сравнительно низкая цена и отсутствие фенола. Это позволяет без ограничений использовать ДСП в жилых помещениях. Именно они используются чаще всего.
2. Фенолформальдегидные смолы не растворяются в воде и довольно эффективно защищают ДСП от преждевременного разбухания при намокании. Обратная сторона — высокая цена и ненулевая эмиссия токсичного фенола. Именно из-за эмиссия фенола фенолформальдегидные смолы используются для производства ДСП крайне редко.
3. Меламиноформальдегидные и карбамидомеламиноформальдегидные смолы содержат меламин — вещество, заменяющее фенол. Такие смолы, как и фенолформальдегидные, не размываются водой, но при этом они не содержат фенол, что позволяет использовать их в жилых помещениях Единственный недостаток таких смол — высокая цена. Именно из-за цены меламиноформальдегидные смолы не получили широкого распространения и редко используются при производстве МДФ, ДСП и фанеры.
Связующее состоит не только из смол: в него добавляют также некоторое количество воды. Содержание воды зависит от влажности и фракции стружки. В разных слоя многослойных плит содержание воды в связующем может быть разным.
Отвердитель
Отвердитель уменьшает продолжительность цикла прессования и повышает механическую прочность ДСП. Он может добавляться в стружку вместе со связующим или отдельно от него. При добавлении вместе со смолами отвердитель распределяется более равномерно, и это повышает качество плит, но если линия работаем с простоями, отвердитель засыхает и забивает форсунки. Поэтому зачастую его добавляют в формы отдельно от связующего.
www.mdf-market.ru
Технология производства дсп: слова главного технолога
Здравствуйте уважаемые читатели блога, на связи Андрей Ноак. Сегодня я расскажу как выглядит технология производства дсп. Кстати часть чертежей я делал самолично, извините за хвастовство *pardon* , но очень хочется позвездится *rofl* ! А делал я эти чертежи когда защищал диплом по производству древесностружечных плит на бывшем заводе КИСК или КрасПлитПром, что в городе Красноярск. Далее я выполнял две пуско наладки заводов по изготовлению древесностружечной плиты и поэтому могу вам более чем подробно рассазать о изготовлении этих плит.
Моя новая книга
Хочу начать с хорошей новости, недавно вышла моя новая книга, более подробно о ней можно узнать в разделе «МОИ КНИГИ». Информация которая в книге — это настоящая информационная бомба, такого в России пока нет!
Книга «Технология изготовления ДСП от А до Я» основана на личном опыте и опыте работы немецких специалистов. Более подробно о книжечке в разделе «КНИГИ».
Периодически я провожу вебинары по деревообработке, на которых обсуждаются самые интересные и актуальные вопросы деревообработки. Следите за новыми статьями и узнаете когда будет следующий вебинар.
Также у меня можно заказать индивидуальную консультацию по деревообработке. Я как никто знаю какие ошибки делают производители оборудования, так как у меня есть опыт. К примеру строят завод на 200 тыс в год плиты и не учитывают диаметр входящего сырья, а я вот знаю что надо это учитывать! Более подробно о консультациях в разделе «УСЛУГИ».
Технология изготовления дсп
Изготовление плиты начинается с подачи круглого сырья краном на раскатный стол, далее лес распиливатся на чураки длиной около одного метра. Вы не поверите, но эта уникальная технология с чураками используется только на линиях с торцовочными станками! Из этих самых чураков в стружечных станках с ножевым валом получали сырье отличного качества.
Но в связи с лишней операцией торцовки леса, развитие изготовления пошло по другой технологии. Эта технология сегодня более распространена, здесь получают щепу с производительных дробилок с ножевым валом или диском, а затем уже щепу перерабатывают на центробежных стружечных станках в нужную фракцию.
Организация склада хранения и подачи древесного сырья в производстве дсп.
Полученную фракцию подают в сушильное отделение и затем происходит сортировка стружки еще по фракциям. Отсортированная по слоям стружка осмоляется, насыпается формашиной в непрерывный ковер и прессуется. Полученная плита шлифуется и укладывается в пакеты.
Изготовление дсп очень сложное. Сложное в плане технологии, поясню почему. Для того чтобы иметь хорошую отдачу от производства, необходимо иметь очень квалифицированные кадры, так как на одном и том же оборудовании при одной и той же схеме можно делать совсем разные объемы производства и совсем разное качество.
Причем под квалифицированными кадрами я понимал не операторский состав, а именно инженерно технических работников способных обучить рабочих работать.
При грамотной работе инженерной службы, оператору за хорошую зарплату нужно будет только вовремя явиться на работу, нажать кнопку на запуск оборудования, убрать рабочее место (а если все отстроено, так и убирать нечего будет), и не забыть выключить кнопку в конце рабочего смены. А обеспечить именно такую работу оборудования должны инженеры.
Производство ДСтП очень зависит от грамотного и квалифицированного управления. Итак ее изготовление состоит из следующих операций:
- Первый вариант получение из круглой древесины чураков. Второй вариант получение щепы от поставщиков или из привезенной древесины путем дробления.
- Получение из чураков нужной фракции, второй вариант получение из щепы стружки на стружечных станках.
- Сушка.

- Трехходовой сушильный барабан, именно он работает на одной из самых распространенных и опасных технологий по сушке…


Сортировка стружки — один из важных этапов технологии производства плиты.
- Смешивание сухих опилок наружного и внутреннего слоя с заданным количеством связующего (смола, отвердитель, добавки) для каждого слоя, в смесителях.

Расходомеры электромагнитные, для измерения объемов подаваемой смолы… Самое современное оборудование на данный момент…

- Насыпка ковра с нижним, средним и верхним слоями формашиной.

- Подпрессовка и при необходимости разделение ковра
- Горячее прессование ковра по заданной циклограме и при соответствующей настройке пресса.

- Обрезка кромок, охлаждение и кондиционирование плиты.
- Складирование не шлифованной плиты. В некоторых типах оборудования данная операция отсутствует. На рисунке ниже нарисована линия с прессом непрерывного прессования. А вообще имеется несколько типов линий по производству ДСтП с своими достоинствами и недостатками, читайте это на нашем блоге в более ранних статьях.


Оптимизированный участок хранения древесной плиты.
- Шлифование и раскрой плиты в размер с своими нюансами.

- Сортировка готовой плиты по ГОСТ. Кстати большинство производителей сейчас делает свое ТУ. В ТУ увеличиваются или уменьшаются допуски, может увеличиваться количество сортов. Но это должна быть временная норма, так как для получения максимальной прибыли должно идти 99% первого сорта.
Конечно это только одна из технологий ДСтП, в зависимости от типов линий, она может значительно меняться.
Тематическое видео, как делается дсп в домашних условиях из бамбука:
Для того чтобы выбрать оптимальную технологию производства плиты, нужно прочитать огромный объем литературы, пообщаться с профессионалами знающими многие тонкости в работе оборудования и работавшими на этом оборудовании, потому что каждый тип оборудования по производству древесностружечной плиты имеет свои плюсы и минусы в работе.
До новых встреч и читайте мой блог чтобы быть в курсе всех новинок в деревообработке!
andreynoak.ru
строительное, ламинированное, шпунтованное, размеры, виды
Наряду с фанерой есть несколько других листовых материалов, которые применяют в строительстве, для внутренней отделки. Один из них — ДСП или древесно-стружечная плита. Недорогой, популярный материал, который используют при обшивке каркасов, для устройства полов или подшивки потолка.
Что такое ДСП и технология производства
Содержание статьи
ДСП — листовой строительный и отделочный материал. Название — это аббревиатура от технологического наименования — древесно-стружечная плита. Нормативами установлено название ДСтП, но в обиходе оно не прижилось, так что большинство пользуется сокращенным вариантом. Представляет собой плиту из спрессованных под давлением и при высокой температуре опилок, соединенных связующим (натуральным или искусственным).

Один из недорогих листовых строительных материалов ДСП выглядит именно так
Технология производства: основные этапы
ДСП изготавливают из отходов деревообрабатывающей промышленности — опилок, мелкой стружки. Может измельчаться некоммерческая древесина, пересортица, обрезь и т.д. Процесс производства такой:
- Стружку сортируют по размерам — для нормальной прочности ДСП, в плите есть несколько слоев из стружки разного размера. Внутри располагают стружку большего размера, по краям — более мелкую. Многослойный материал более прочный, а мелкая стружка эстетически более привлекательна.
- Готовый стружечный ковер подпрессовывают — обжимают, проверяя требуемые параметры, при необходимости вносят изменения.
Ковер из стружки сформирован
- Подают в пресс, где при высокой температуре и высоком давлении стружка превращается в монолитный материал.
- Обрезают по размерам, остужают.
- Сортируют по сортам, укладывают на хранение или отправляют на шлифовку, ламинирование и другие способы обработки.

Это одна из технологий, но она может меняться. Например, при производстве однослойного ДСП, крупную стружку дополнительно измельчают, для чего используется специальное оборудование.
Класс эмиссии формальдегида
При недостаточном количестве натурального связующего (содержится в достаточном количестве в хвойных), при производстве в стружку добавляют синтетические скрепляющие вещества. В основном это фенольные и фенолформальдегидные смолы. Так как они содержат летучие вещества, которые в большом количестве оказывают вредное влияние на человека (формальдегид), разработана классификация по степени эмиссии этого вещества.
Каждой партии материала, по результатам лабораторных исследований, присваивается определенный класс. Е0,5 — самый безопасный материал, который разрешен для использования в детских учреждениях. Е1 тоже считается безопасным, пригоден для применения в жилых помещениях. Более высокие классы — Е2, Е3 и Е4 могут использоваться только для наружных работ или в качестве временных материалов (например, при создании съемной опалубки для бетона).

Для внутреннего применения подходит не весь материал
Также при производстве ДСП, в стружку могут вводиться вещества, которые повышают влагостойкость плит. В «исходном» варианте, ДСП плохо уживается с влагой, так что обычный материал не используется для наружных работ, а применим только для помещений с нормальным уровнем влажности. При добавлении парафина или его эмульсии, водостойкость значительно повышается (15% коробления против 22% или 33% у нормальных видов разных классов).
Виды и область применения
Древесно-стружечные плиты имеют немало видов. В первую очередь они разделяются по области применения:
- Строительная. Применяться может как внутри, так и снаружи. Должна быть прочной, влагостойкой, стойкой к распространению грибков и бактерий. Для получения этих характеристик, в стружку при замесе вводятся дополнительные компоненты. Может быть шлифованной или нешлифованной — не всегда важен внешний вид.
- Общего назначения. Подходит для эксплуатации внутри помещений, так как не обладает влаго- и биостойкостью. Из плит этого типа обычно делают мебель, используют для внутренних отделочных работ.
- Специальные. Этот материал изготавливают по спецзаказу. По требованию плиты могут иметь определенные размеры или специальные свойства (огнестойкость, повышенная био- или влаго- стойкость).
Назначение ДСП определяется его характеристиками

Как понимаете, под каждый вид работ имеет смысл выбирать определенный тип ДСП. Это позволит оптимизировать затраты — не тратить слишком много, но и не экономить на качестве.
Декоративные материалы на основе ДСП
Плиты общего назначения могут иметь декоративное покрытие. Их сначала шлифуют на специальных станках, затем покрывают декоративным покрытием:
- Меламиновой пленкой с последующим покрытием слоем лака. Процесс называется кашированние, а материал — кашированным. В названии впереди добавляется буква «К».
- Меламиновой бумагой, но на станках под давлением и при высокой температуре. Пленка наклеивается (скорее, наплавляется) при температуре от 150°С до 210°С. Процесс называется ламинированием, материал — ламинированным, в названии добавляется буква «Л» — ЛДСП. Это покрытие значительно повышает водостойкость, улучшает внешний вид. Применяются такие плиты для изготовления мебели, для внутренней отделки.
- Шпоном. Шпон — тончайший спил натурального дерева. Он клеится на поверхность плиты, затем покрывается слоем лака. По внешнему виду малоотличим от натуральной древесины, применяется для изготовления мебели и для внутренней отделки.

Ламинированная ДСП
Для непосвященных бывает сложно понять, что лучше: КДСП, ЛДСП или шпонированные плиты. Самый худший вариант — кашированные плиты КДСП. Лак быстро стирается, далее протирается тонкая бумага с нанесенным рисунком. Изделие испорчено, восстановлению не подлежит.
Два других вида — ЛДСП и шпонированное ДСП — примерно одинаковы по надежности покрытия, но шпонированный ДСП имеет более низкую влагостойкость, а еще намного дороже. При том что современные технологии позволяют очень точно воспроизвести поверхность древесины, камня, другого натурального материала, платить высокую цену за покрытие шпоном не слишком разумно.
Размеры, характеристики, классификация
Размеры листов ДСП нормируются ГОСТом, как и предельные отклонения по каждой из величин. Но многие предприятия формируют свои ТУ, увеличивая допустимые отклонения. Поэтому при покупке партии, не поленитесь измерить несколько листов на выбор. Итак, размеры плит ДСП такие:
- Толщина: 10, 13, 16, 19, 22, 25 мм. Предельное отклонение для шлифованных — 0,3 мм, для нешлифованных от 0,4 мм до 0,7 мм в зависимости от толщины.
Длина, ширина и толщина листа определяются ГОСТом
- Ширина: 1220, 1500, 1750, 1830 мм. Допустимые отклонения — 3 мм.
- Высота: от 1800 до 3500 мм с шагом в 10 мм, размеры могут отличаться от номинальных на 5 мм.
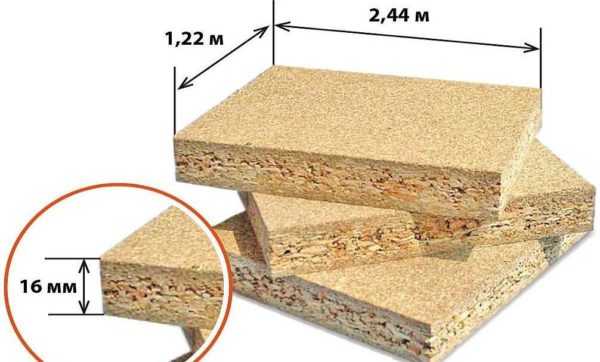
По высоте обычно далеко не такой большой ассортимент. Чаще всего можно встретить 2440, 2750 и 3060 мм. Бывают еще «половинки» по ширине — 910 мм.
Сортность
В зависимости от качества композитного материала, ДСП делят на следующие сорта:
- 1 сорт. Идеально ровные поверхности и грани. Никаких посторонних вкраплений, сколов, расслоений, других дефектов. Чаще всего, большая часть первого сорта отправляется на дальнейшую обработку — шлифовку, ламинирование и т.д.
- 2 сорт. Есть небольшие дефекты. Это могут быть трещины, неровности, отклонения по толщине в небольшом диапазоне, расслоение композита. Не все эти недостатки вместе, а лишь некоторые.
Чем выше плотность и однороднее структура, тем прочнее и крепче плита
- Несортовая продукция, а проще говоря — брак. Значительные дефекты, перечисленные выше. Использоваться может только как съемная опалубка, да и то не для всех участков.

Чтобы не утверждали продавцы, значительные дефекты — это бракованные, а значит, дешевые листы. И использовать их для строительства не следует. Ни для обшивки, ни как обрешетку. Разве что в сарае на перегородки, да и то…
Марка
Есть еще такая классификация ДСП как марки. Их всего две:
- П-А. Более прочная на растяжение и изгиб, имеет меньше шероховатостей, менее склонна к разбуханию и короблению при превышении нормативной влажности (степень деформации от воды 22%).
Марок две и лучшая — П-А
- П-Б. Более хрупкая, не такая гладкая, имеет ниже водостойкость (степень коробления от высокой влажности 33%).

Марку ДСП П-А стоит покупать для тех работ, в которых важен внешний вид или высоки требования по прочности. В других случаях, лучше лишние деньги не тратить.
Количество слоев
Первоначально были созданы монолитные древесно-стружечные плиты. Состояли они из одного слоя. Материал был не слишком прочным, расслаивался на торцах, имел непрезентабельный вид. Но его использовали, так как однослойные ДСП имеют неплохие характеристики при невысокой цене.
Через несколько десятилетий, после многочисленных экспериментов, стали делать трехслойные плиты ДСП. В средний слой отбирается крупная стружка, два наружных формируются из мелкой. При этом материал монолитный, разделения слоев нет. Это позволяет одновременно повысить прочность (не такой хрупкий при изгибе), улучшить внешний вид (мелкая щепа дает возможность шлифовать до гладкости) и не слишком задирать цену (за счет использования крупной щепы). Так что трехслойный ДСП можно назвать оптимальным выбором.

Трехслойный материал более прочный. Но рыхлый внутренний слой вносит ограничения на применение
Есть еще пятислойные древесно-стружечные плиты. Но они дороги, редко появляется в магазинах, на рынках найти практически нереально. Это один из видов, который делают на заказ. Используется в вагоностроении и других «серьезных» отраслях.
Водостойкость
Изначально плиты ДСП имели низкую водостойкость и не могли эксплуатироваться во влажных помещениях или снаружи зданий. Для улучшения этой характеристики, в массу стали добавлять парафин или парафиновую эмульсию. Материал принято называть влагостойким ДСП, а разбухание от влаги у него — 15%.
Стандартные характеристики
Влагостойкий строительный ДСП используется для наружной обшивки каркасных домов, на сплошную обрешетку для некоторых видов кровельных материалов. Ламинированный влагостойкий ДСП применяют для изготовления мебели для ванной, кухни, из толстых плит делают столешницы.
Как выбрать древесно-стружечные плиты
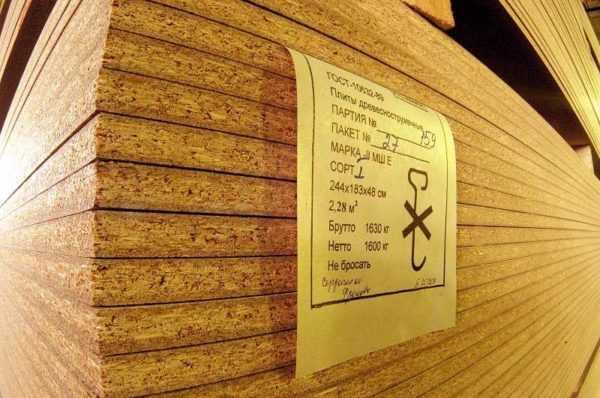
Говорим о выборе «обычной» неотделанной плиты. Сразу стоит обратить внимание на маркировку. Она может быть нанесена на боковые грани или проставлена на пачке. Ориентируясь на маркировку (марку, сорт, водостойкость), выбираете тот материал, который вас устроит по своим характеристикам.
Если маркировки нет вообще — это плохой признак. Все уважающие себя производители на своей продукции ставят опознавательные знаки. Покупать или нет безвестный материал с непонятными характеристиками — решать вам.
Дальше надо оценивать следующие параметры:
- Проверяем внешний вид: сколы, шелушения, наличие дефектов поверхности.
- Цвет. Самый лучший ДСП — светлого бежевого, может чуть сероватого оттенка, без пятен и переходов. Неплохо, если он чуть красноватый — это значит, что использована перепревшая щепа. На прочностные характеристики это не влияет, но во влажных помещениях или для наружной отделки такой материал лучше не использовать. Худший вариант — темный цвет. Это либо признак того, что была нарушена технология (передержали под прессом или перегрели), либо использовано много коры. Оба случая ухудшают характеристики.
Тут четко видны слои и разные оттенки стружки. Зеленый — признак водостойкости
- Оцениваем пористость плиты. Возьмите ключи, кусок проволоки, любой другой твердый предмет и попробуйте воткнуть его в торцы плиты. Материал нормального качества на эти действия не реагирует никак. Если предмет вызывает расслоение — ищите более прочный материал.
- Класс эмиссии формальдегида должен быть указан в маркировке или в сопроводительных документах. Если его нет, придется полагаться на обоняние. При нормальной эмиссии, на расстоянии метра запах химикалий почти неощутим. Если он сильный — этот материал для внутренних работ не подходит.
- В трехслойных плитах, внутри должна быть расположена более крупная стружка. Это хорошо видно на ребре плиты.
Хоть в таком виде, но информация о партии должна быть

Еще важны перепады толщины, но оценить их на отдельной плите сложно. Можно «пройтись» по краю нескольких плит с рейсфедером или микрометром. Но это дает лишь примерное представление о толщине по краям. Проверить отклонения в плоскости плиты так просто не получится. Единственное, можно посмотреть на пачку плит. Если она перекошенная, где-то присутствует отклонение по толщине.
stroychik.ru
Производство ДСП (древесностружечных плит)
Древесностружечные плиты (ДСП) являются новым материалом не только в СССР, но и за рубежом. Организация производства дсп за рубежом началась после второй империалистической войны в связи с острым дефицитом лесных материалов, необходимостью более полно использовать заготавливаемую древесину и отходы лесопильно-деревообрабатывающего производства, а также широким развитием химии, обеспечившей это производство необходимыми синтетическими клеями.
Рост производства древесностружечных плит за 1950—1965 гг. характеризуется данными, приведенными в табл. 3.
В СССР производство ДСП (древесностружечных плит) впервые было организовано в 1956 г. на ряде мебельных предприятий. Мощность таких цехов была незначительна и не превышала 3—5 тыс. м3 в год.
| Страны | 1962 г. | 1963 г. | 1964 г. | 1965 г. |
| Всего в мире | 2900 | 3500 | 4500 | 4800 |
| Европа | 1906 | 2476 | 3025 | 3349 |
| США | 473 | 574 | 665 | 730 |
| Канада | 43 | 57 | 65 | 75 |
| Швеция | 70 | 82 | 90 | 100 |
| Норвегия | 80 | 90 | 95 | 110 |
| Финляндия | 77 | 78 | 91 | 130 |
| Франция | 220 | 286 | 340 | 400 |
| Польша | — | 56 | 73 | 82 |
| ФРГ | 673 | 731 | 880 | 940 |
| СССР | 430 | 530 | 592 | 798 |
За весьма короткий срок в СССР была создана новая отрасль промышленности мощностью около 650 тыс. м3 в год. Кроме тот, в стадии завершения строительства находится 60 цехов общей проектной мощностью 1724 тыс. м3.
К 1970 г. объем производства ДСП должен быть доведен до 3500 тыс. м3 в год, из которых 1000 тыс. м3 будут применены в строительстве.
Несмотря на достигнутые успехи, производство древесностружечных плит на душу населения в СССР отстает от США и Финляндии более чем в 2 раза (США —0,18 кг, СССР —0,08 кг).
Основными задачами, стоящими перед промышленностью древесностружечных плит, являются улучшение технологии производства, повышение качества и удешевление себестоимости изготовляемых плит.
В соответствии с ГОСТ 10632—63 ДСП изготовляются следующих марок:
ПС-1— плоского прессования, среднего веса, однослойные;
ПТ-1—плоского прессования тяжелые однослойные;
ПС-3 — плоского прессования среднего веса трехслойные;
ПТ-3 — плоского прессования, тяжелые трехслойные;
ЭСС — экструзионные среднего веса сплошные;
ЭТС — экструзионные тяжелые сплошные;
ЭЛМ — экструзионные легкие многопустотные.
Размеры плит: длина — 1520, 2000, 2500 и 3500 мм; ширина — 1250, 1500 и 1750 мм, толщина — 10, 13, 16, 19, 22, 25, 30, 35, 40 и 50 мм.
Физико-механические свойства древесностружечных плит должны соответствовать требованиям, приведенным в табл. 4.
При производстве плит из древесных частиц сырье подвергается дроблению, но не до степени волокна, как это имеет место при производстве древесноволокнистых плит. Размер и форма древесных частиц, а также способ их изготовления в значительной степени влияют на качество готовых плит. Существенное влияние оказывает также качество и количество смол, применяемых для склейки частиц.
Плиты изготовляют прессованием или штампованием с вытяжкой: при этом древесные частицы в плитах располагаются различным образом, что в свою очередь сказывается на качестве, свойствах и применении плит.
| Марка плиты | Группа плиты | Объемный вес в г/см3 | Предел прочности в кгс/см2, не менее | Разбухание по толщине в %, не более | ||
| при статическом изгибе | при растяжении перпендикулярно пласти плита | с гидрофобными добавками | без гидрофобных добавок | |||
| ПС-1, ПС-3 | А/Б | 0,5—0,65 | 170/130 | 3 | 14 | 22 |
| ПТ-1, ПТ-3 | А/Б | 0,66—0,8 | 215/170 | 3,5 | 18 | 25 |
| ЭСС | А/Б | 0,5—0,65 | 100/80 | Не нормируется | ||
| ЭТС | А/Б | 0,66—0,8 | 120/100 | |||
| ЭЛМ | А/Б | 0,35—0,5 | 60/40 | |||
Использование плит из древесных частиц весьма разнообразно, однако при применении их следует учитывать, что при изготовлении плит пользуются двумя принципиально различными способами прессования. Плиты, прессованные в пластинчатом прессе, имеют структуру, при которой частицы расположены параллельно поверхности плиты. К этому виду плит относятся однослойные и многослойные плиты со специальной или другого рода высококачественной облицовкой. В штампованных с вытяжкой плитах древесные частицы расположены перпендикулярно поверхности плиты. Эта разница в расположении частиц обусловливает совершенно различные качества плит в трех основных направлениях: по длине, ширине и толщине.
В плитах, штампованных с вытяжкой, усадка и разбухание по толщине минимальны, но значительны в других направлениях. Такие плиты недостаточно прочны на изгиб и, как правило, должны быть облицованы каким-нибудь другим материалом (фанерой, шпоном, пластиком, бумагой и др.). Следует отметить, что метод изготовления плит штампованием с вытяжкой позволяет выпускать плиты с отверстиями, что невозможно сделать при других методах производства.
Изготовление плит с отверстиями снижает их объемный вес до 0,6—0,7 г/м3. Отверстия могут занимать до 30% площади поперечного сечения плиты.
Теплопроводность любого вида плит из древесных частиц изменяется в зависимости от их плотности. Чем плотнее плита, тем выше коэффициент теплопроводности. Для пустотелых плит коэффициент теплопроводности определяют экспериментально.
Сопротивление выдергиванию гвоздей и винтов или поперечное сопротивление у плит из древесных частиц ниже, чем у древесины всех пород той же плотности. Поэтому крепление плит осуществляют специально сконструированными для этой цели соединениями. Огнестойкость и сопротивление гниению и повреждению термитами у плит из древесных частиц выше, чем у древесины или другого применяемого для изготовления плит лигноцеллюлозного материала.
Для еще большего повышения огнестойкости плиты подвергают специальной обработке или покрывают жаростойкими красками. Плиты из древесных частиц, применяемые в местах, где велика опасность гниения или повреждения термитами, для придания им стойкости против таких повреждений подвергают специальной обработке.
Прочность изоляционных плит ниже, чем у плит более высокой плотности, поэтому эти плиты используют в качестве полуфабриката для среднего слоя в мебельном производстве, для столярных работ и изготовления дверей или же для внутренней облицовки зданий и др.
Практика использования изоляционных древесностружечных плит еще невелика.
Плиты средней плотности применяют в качестве облицовочного материала там, где необходимы незначительная прочность и жесткость конструкции. В основном их используют для внутренней отделки помещений, устройства полов (как прокладка под линолеум) и устройства опалубки. Самое широкое применение плиты находят в производстве бытовой, кухонной и встроенной мебели, при этом изготавливаемую из древесных частиц плиту облицовывают фанерой или пластическими материалами, а углы и края панелей часто обкладывают натуральной древесиной. Плиты хорошо обрабатываются обычными деревообрабатывающими ручными и электрифицированными инструментами.
Твердые плиты, так же как и полутвердые, применяют для изготовления мебели и в строительстве. Кроме того, из твердых плит можно изготовлять крышки верстаков, модельных плит для литейного производства и др.
www.stroitelstvo-new.ru
характеристики, виды, производство и история, как выбрать ДСП
Введите ваш запрос для начала поиска.
Что такое древесно-стружечная плита ДСП, ее характеристики, виды, технология производства и история. Как выбрать ДСП, советы профессионалов.
Древесно стружечная плита дсп (правильное сокращение ДСтП, а общеизвестная аббревиатура официально относится к древесно-слоистому пластику) является конструкционным композитом, изготавливаемым горячим прессованием высушенных древесных частиц (в основном, стружки, а также технологичной щепы и опилок), смешанных с неминеральным связующим. О том, что такое плита ДВП, читайте в другой нашей статье.

Этот достаточно дешевый, прочный и удобный в использовании заменитель древесины в виде листового материала имеет широкое применение в строительстве, производстве мебели и отделочных материалов.
История создания ДСП
Прообразом современных ДСП была плита из древесной стружки, изготовленная Эрнстом Хаббардом в 1887 году. К тому времени уже выпускались плиты из переплетенных древесных волокон методом горячего прессования, без связующего. Хаббарду же пришла в голову мысль заменить волокна в плите древесными частицами, скрепив их казеиновым клеем. Прочность такой плиты, конечно же, оставляла желать лучшего, но сама идея создания дешевого материала для отделки интерьера и производства мебели из доступного «бросового» сырья была хороша. Ее подхватили предприимчивые немцы, которые сначала придумали оклейку плит шпоном, а затем высчитали оптимальное соотношение древесного наполнителя и связующего клея.

Но все-таки характеристики дсп не вполне отвечали предъявляемым требованиям, и поиск лучшей технологии продолжался. А когда в 1932 году Макс Химмельхебер по «наводке» американца Энтони попробовал применить фенольную (карбамидную) смолу вместо казеина, оказалось, что это именно то, что нужно. В 1936 году древесностружечная плита по новому «рецепту» запускается в экспериментальное производство в штате Айова, а несколько лет спустя в промышленное — в Германии.
Вскоре после этого появились трехслойные ДСП, где на наружные слои шла мелкая стружка из ольхи, березы, сосны, ели, на внутренний пласт — более грубая. Сравнительно недавно стали изготавливать водостойкие плиты с парафиновыми добавками.
В России производство ДСП на промышленном уровне началось в 1957 году на закупленных в Англии линиях. Пятая часть продукции того времени шла на экспорт: за счет еловой и березовой стружки плита имела значительную прочность. Кроме того, благодаря натуральному отвердителю — лимонной кислоте — она была еще и экологичной.
С усовершенствованием технологий появилась возможность использовать малоценную древесину мягких пород, что привело к модернизации процесса производства и расширению сырьевой базы.
Технология производства ДСП
Изготавливается древесно стружечная плита дсп прессованием древесной стружки, скрепленной полимерной термореактивной смолой. В трехслойной плите средний слой состоит из более крупной стружки.
Наполнителем служат опилки и стружки из технологических дров, отходов деревообработки, лесопиления, из любой цельной малоценной и вторичной древесины, а в качестве связующего — клей на основе формальдегидной (мочевиноформальдегидной, фенолоформальдегидной) смолы. Гидрофобизирующие, антисептические и другие добавки упрочняют материал и увеличивают срок его службы.
Современные требования экологии, предъявляемые к материалам строительной и особенно мебельной промышленности, вынуждают производителей улучшать характеристики дсп — снижать процент вредных формальдегидных смол, используя безопасные для здоровья человека связующие.
Процесс создания ДСП включает несколько технологических этапов:
- Переработка сырья
- Сушка стружки
- Осмоление
- Формирование ковра
- Прессование, охлаждение плит и их обрезка
- Финишная обработка: шлифование поверхности, торцов
Переработка сырья
На рубительных машинах производится грубое измельчение кускового сырья в щепу, из которой на роторных станках изготавливается стружка. Что касается круглых лесоматериалов, то неделовая древесина очищается от коры, нарезается на метровые отрезки и проходит гидротермическую обработку в специальных бассейнах. Непосредственно из чурок на станках нарезается стружка или же сначала изготавливается щепа, а потом уже из нее — стружка. Ее геометрия определена технологией, размеры (длина, толщина, ширина) наперед заданы. Поскольку в середине плиты должны располагаться самые крупные древесные частицы, а снаружи — самые мелкие, стружка сортируется по фракциям.
После стружечных станков стружка поступает на дробилки (молотковые мельницы) для уменьшения ширины и сглаживания по толщине. Последнее особенно важно для плит, которые в дальнейшем подлежат ламинированию. Изготовленная и поступившая с деревообрабатывающих предприятий стружка хранится в бункерах.
Сушка стружки
По пневматическому транспортеру сырая стружка из бункера подается в сушильный комплекс. Поскольку требования к влажности внутреннего пласта жестче (2—4% по сравнению с общим показателем 4—6%), для сушки используются разные камеры. Обычно это сушилки барабанного типа, где стружка проходит «вихревую сушку» горячим воздухом. В циклонной установке высушенные излишне крупные частицы отделяются и возвращаются обратно на измельчение.
Осмоление
В камере смесителя непрерывного действия сухая стружка покрывается связующим, которое в дозированном количестве распыляется из форсунок. Это самый ответственный этап (и самый сложный), поскольку осмолена должна быть каждая стружка. Не покрытые смолой стружки не склеятся, а ее избыток приведет к плохому качеству плит. Осмоленная стружка транспортерами подается в формирующие машины.
Формирование ковра
Формирующими машинами осмоленная стружка ровным слоем укладывается в форму, образовывая ковер — непрерывную ленту заданной ширины и толщины. Для дальнейшего прессования его разделяют на пакеты. На старом оборудовании формируется трехслойные ковры с крупной стружкой внутри и очень мелкой — в наружных слоях. Это разделение четко видно на срезе ДСП. Стружечный ковер на современном оборудовании получается однослойным. Благодаря разделению стружки воздушным потоком обеспечивается постепенное изменение размера стружки от самого большого в середине до самого маленького снаружи. При этом слои на срезе не выделяются.
Прессование, охлаждение, обрезка ДСП
После уплотнения подпрессовщиком брикеты поступают в горячий пресс, где из них под воздействием тепла и давления формируются листы. Они или сразу, горячими обрезаются под заданный формат, или же после охлаждения. Чаще применяется холодная обрезка.
Кроме метода горячего прессования, существуют и другие технологии производства ДСП, использующие холодное, цельное и периодичное прессование.
Шлифование
После выдержки от 5 суток на промежуточном складе поверхности и торцы плит шлифуются на шлифовальных машинах, после чего продукция под названием шлифованное ДСП готова к отправке потребителю. А те плиты, которые подлежат облицовке, направляются на следующий участок.
Виды и характеристики ДСП
Существует два основных вида ДСП: шлифованные плиты и с покрытием. Второй вид, в свою очередь, представлен ламинированными, кашированными и шпонированными древесностружечными плитами. Что касается разновидностей, то их большое количество. Отличаются плиты способом изготовления, видом наполнителя (древесины), связующего, наличием и видом добавок, облицовки. Перед тем как выбрать дсп для определенных целей, следует изучить характеристики плиты. Имеет место следующая классификация:
- ДСП общего назначения. От таких плит не требуется высокая водо- и биостойкость. Они предназначены для эксплуатации внутри помещений в условиях отсутствия высокой влажности и температуры, воздействия воды и других неблагоприятных факторов. Эти ДСП идут на изготовление корпусной щитовой и встроенной мебели, отделку интерьера и т. д. При изготовлении таких плит в качестве связующего для стружечной массы используются карбамидоформальдегидные смолы, специальные добавки не вводятся.
- ДСП для строительства. Таким плитам должны быть присущи водо- и биостойкость, хорошие тепло- и звукоизоляционные качества, в некоторых случаях — огнестойкость. Строительная влагостойкая древесно стружечная плита дсп изготавливается, как правило, с фенолформальдегидными смолами и неорганическими связующими, а в некоторых случаях — с карбамидоформальдегидными смолами и специальными добавками (антисептиками, гидрофобизаторами), вводимыми в стружечную массу.
- ДСП специального назначения. Это плиты с определенными специальными свойствами, изготавливаемые по спецзаказам. В зависимости от цели их применения, от стандарта они могут отличаться размерами, плотностью, прочностью в заданном направлении, водо-, био, огнестойкостью и прочими характеристиками.
Конструкция
Изготавливаются одно-, трех- и пятислойные плиты.
Марка
В зависимости от физико-механических характеристик ДПС маркируется П–А или П–Б. Первая марка превосходит вторую прочностью на растяжение и изгиб, меньшей шероховатостью поверхности, водостойкостью, более низким процентом деформации (коробления, разбухания).

Сорт ДСП
- Идеально ровные поверхности и грани, какие-либо сколы, пятна и высмолы отсутствуют. Обычно весь первый сорт идет на облицовку.
- Имеются некоторые погрешности: царапины, маленький скол на грани, небольшие выступы, углубления, расслоение композита (незначительное). Для облицовки не годятся, стоят дешевле. Второй сорт востребован мебельщиками и строительными компаниями.
- Не сортовая продукция, выбраковка из сортового материала. Дефекты выражаются в перепадах толщины, серьезных царапинах, трещинах, глубоком расслоении. На рынках могут выдаваться за второй сорт. Ввиду низкого качества такие плиты используются строителями для одноразовой опалубки.
Наружный слой, уровень обработки поверхности
Мелкоструктурная поверхность подходит под облицовку полимерными материалами, обычная — для шпонирования, крупнозернистая — для использования в строительстве. По уровню обработки выделяется шлифованная ДСП и нешлифованная.
Класс эмиссии формальдегида
Это важнейший показатель с точки зрения экологии.
- Класс E1: количество формальдегида в 100 г сухого композита не выше 10 мг. Такие плиты безвредны для человеческого организма и могут использоваться при изготовлении детской мебели.
- Класс E2: количество формальдегида может доходить до 30 мг, превышение же этого значения абсолютно недопустимо. Некоторыми мелкими производителями эта маркировка намеренно искажается или вообще не наносится.
Водостойкость
Помимо того что у ДСП марки П–А степень деформации от воды на 11% ниже (22% против 33%), существует отдельный вид водостойкой плиты с парафиновой эмульсией или парафином, введенных в стружечную массу перед прессованием. Такая плита с показателем разбухания не более 15% подходит для изготовления мебели для эксплуатации в условиях повышенной влажности (ванные, кухни), столешниц, а также для специфических строительных работ.
Огнестойкость
Огнестойкие характеристики дсп приобретает после введения антипиренов.
Как выбрать ДСП
Речь здесь пойдет о необлицованных плитах. Руководствуясь нижеприведенными советами, вы узнаете, как выбрать дсп, какими критериями следует руководствоваться.
- Маркировка на торце плит позволит вам подобрать композит требуемого качества с нужными характеристиками. Если на торце ничего нет, то, возможно, производитель промаркировал свою продукцию поверх упаковки пачки или же маркировка отсутствует вообще. В последнем случае вы или берете «кота в мешке», или ищете другого продавца.
- Возможность определить класс эмиссии формальдегида существует только в условиях лаборатории, однако в грубом приближении можно воспользоваться своим носом, вернее, обонянием. Если на метровом расстоянии явственно чувствуется запах химикалий, то эмиссия весьма значительна независимо от указанного класса.
- Осмотрите плиту, обращая внимание на фактуру стружки, наличие шелушения верхних слоев и чрезмерной сухости, оцените пористость. Если плита трехслойная, то внутренний пласт должен состоять из крупной стружки (хорошо видно на торце), тогда шурупы будут крепче держаться. Наличие шелушения свидетельствует о нарушении технологии производства. Если, на взгляд, поверхность пересушена, то у плиты низкие прочностные характеристики. Проверить плиту на пористость можно при помощи любого подходящего предмета в карманах — ключа, ручки. Прикладывая небольшое усилие, попытайтесь воткнуть его в каждую кромку. Если это удастся легко сделать, то плита низкого качества.
- Оцените ДСП по цвету. Идеальный случай, когда каждая плита в пачке однотонна, светлого оттенка. Красноватый оттенок говорит о том, что была использована сопревшая щепа. Хотя облицовке такая плита не подлежит, тем не менее, она достаточно качественна. Темный цвет означает, что в плите много коры или что ее «пережарили» во время прессования. Такое ДСП невысокой прочности и годится лишь для нужд строительства. Если плиты в пачке разнятся по цвету, это означает, что они обладают разными физико-химическими характеристиками.
- Проверить на перепады толщины можно только всю пачку ДСП. Если ровная упаковка выглядит кривой, значит, перепады по толщине у какой-то части плит присутствуют.
stroy-masterden.ru