Шипорезка для прямого ящичного шипа: littlehobby — LiveJournal
Про такие шипорезки уже написано достаточно много, так что на оригинальность не претендую. Но штука в мастерской однозначно полезная. Поэтому собрав себе шипорезку для прямого ящичного шипа решил рассказать о ней в своем блоге.Такие шипорезки обычно делают на основе фрезерного стола или циркулярной пилы. Но, конечно, возможны и варианты — в зависимости от выдумки мастера — на ленточной пиле, лобзиковом станке, да хоть на бензопиле!
Я не стал оригинальным и сделал приспособление для вырезания прямого ящичного шипа для своего фрезерного стола (подробнее о нем тут: http://littlehobby.livejournal.com/15082.html).
Иногда используют подшипники и разные направляющие для облегчения скольжения, но я решил обойтись без них. Единственное условие — противоположные кромки у стола должны быть параллельны. Для этого можно пройтись по ним фрезером с упором на другую кромку.

Первым делом нужно вырезать из фанеры основу будущей шипорезки. Размеры этой основы зависят от самого стола — она должна быть шире стола на ширину боковых упоров. Я брал упоры примерно 4 см. Длина упоров должна быть такая же или чуть меньше ширины стола — тогда их не будет клинить. Все детали шипорезки клеил столярным клеем и фиксировал саморезами — возможно, избыточно, но мне так захотелось.

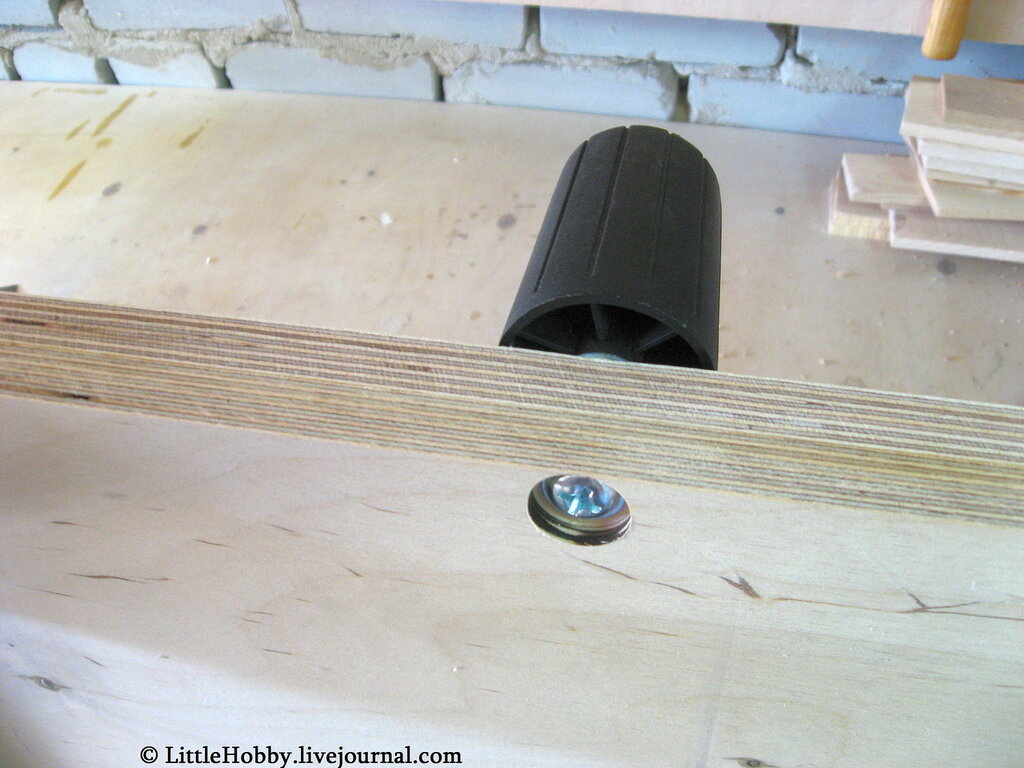
Все головки саморезов утоплены.

Чтобы подобрать правильное положение второго упора кладем заготовку с установленным первым упором на стол, уперев его (первый упор) в кромку стола, наносим на второй упор клей…

И проложив между вторым упором и кромкой лист бумаги фиксируем его (второй упор) в этом положении струбцинами. Зазор, который остается благодаря бумаге будет идеален для того, чтобы шипорезка свободно перемещалась вдоль кромок стола и при этом не болталась.

Далее притягиваем его саморезами.

Из чисто эстетических соображений обрезаем кромку, чтобы упоры были вровень с основной деталью.

Каретка для нашей шипорезки готова

Далее на этой каретке будет установлен упор, который можно будет регулировать и который всегда должен быть перпендикулярен направлению движения каретки. Для того, чтобы каждый раз не проверять эту перпендикулярность сделал на краю каретки уступ с правильными углами.

На этот же уступ с помощью болта М8 установил ручку от регулировочного механизма офисного кресла.
Ручка находится точно посередине между упорами — это еще одна степень защиты от заклинивания каретки. Ручка достаточно ухватистая и надежная. А еще она задает безопасное положение для правой руки. Пользоваться ей удобно.

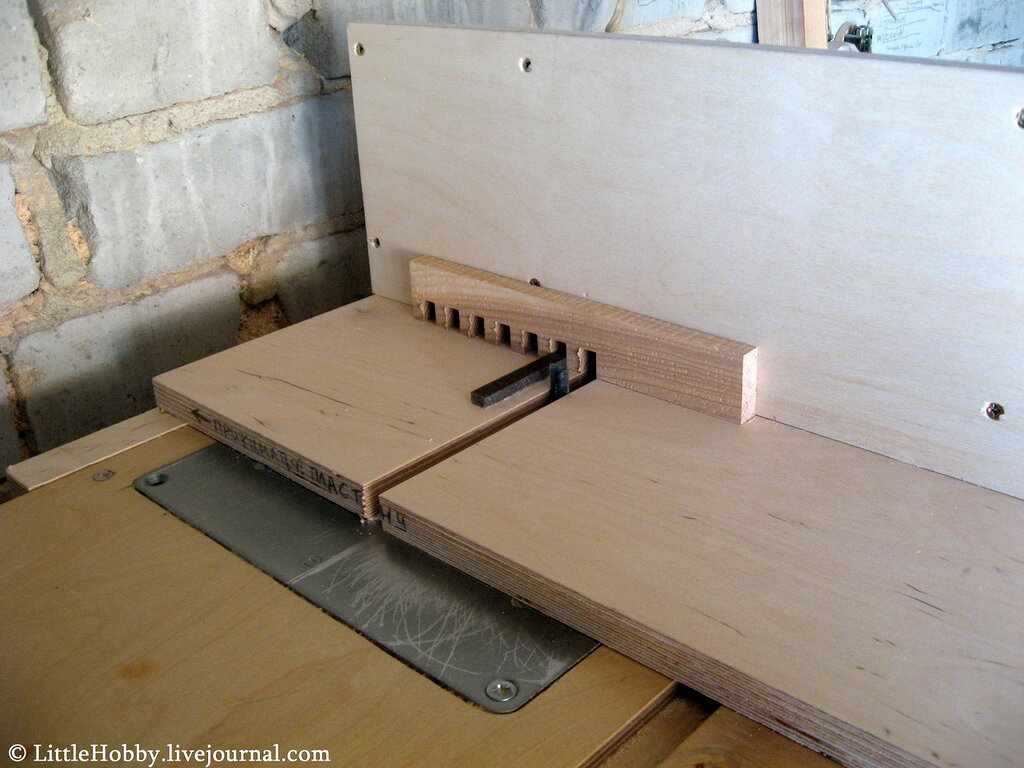
Далее установил на каретку упор

Упор фиксируется двумя болтами М10 с утопленными головками и гайками-барашками. Упор может двигаться вдоль выступа с ручкой в обе стороны.

Важно, чтобы плоскость упора была перпендикулярна плоскости каретки.

Каретка сделана из фанеры ФСФ 18 мм. Уверен, многие сейчас поперхнулись — куда такая толщина, это же монстр какой-то! Ну, да, можно было сделать тоньше, но мне нравятся вещи с избыточной прочностью, где это возможно. Вот такая у меня фишка.
Поэтому фрезу пришлось покупать специальную. Все характеристики и артикулы видны на фотографии.

Дальше все просто: выставляем высоту фрезы и фрезеруем каретку и упор. После этого смещаем упор на размер фрезы.

В получившийся в упоре желоб вставляем штифт. Я сделал его из текстолита толщиной 6 мм.

Устройство готово. Конструкция достаточно простая, дольше рассказывал, чем делал))

Первый запуск показал, что в целом устройство работает, но требует настройки
Тщательной настройки требуют высота фрезы и ширина шипа. Через некоторое время стало получаться.

Детали удобнее обрабатывать пакетами — минимум по две. При этом наружным деталям приходится не сладко — прямая фреза нещадно вырывает из них не просто отдельные волокна, а целые слои. Поэтому детали надо обрабатывать, обкладывая их с двух сторон ненужными брусками.

Посмотрите что произошло с деталями, которые были внешними в пакете. Я уж не знаю как в журналах и в видеороликах умудряются обрабатывать детали по одной. Можно использовать спиральные фрезы — может быть, это решит проблему, но обычно они в разы дороже прямых.

Поэтому просто обкладываем обрабатываемые детали с двух сторон и получаем отличный результат. Тут еще надо не упускать из внимания какой стороной и в какой последовательности обрабатывать детали, чтобы они потом сложились в изделие.

В общем, результат не плохой. Это были тестовые бруски, но раз уж получилось неплохо, то решил довести дело до конца и сделать ящичек.

Вырезал на циркулярной пиле дно ящика

И склеил
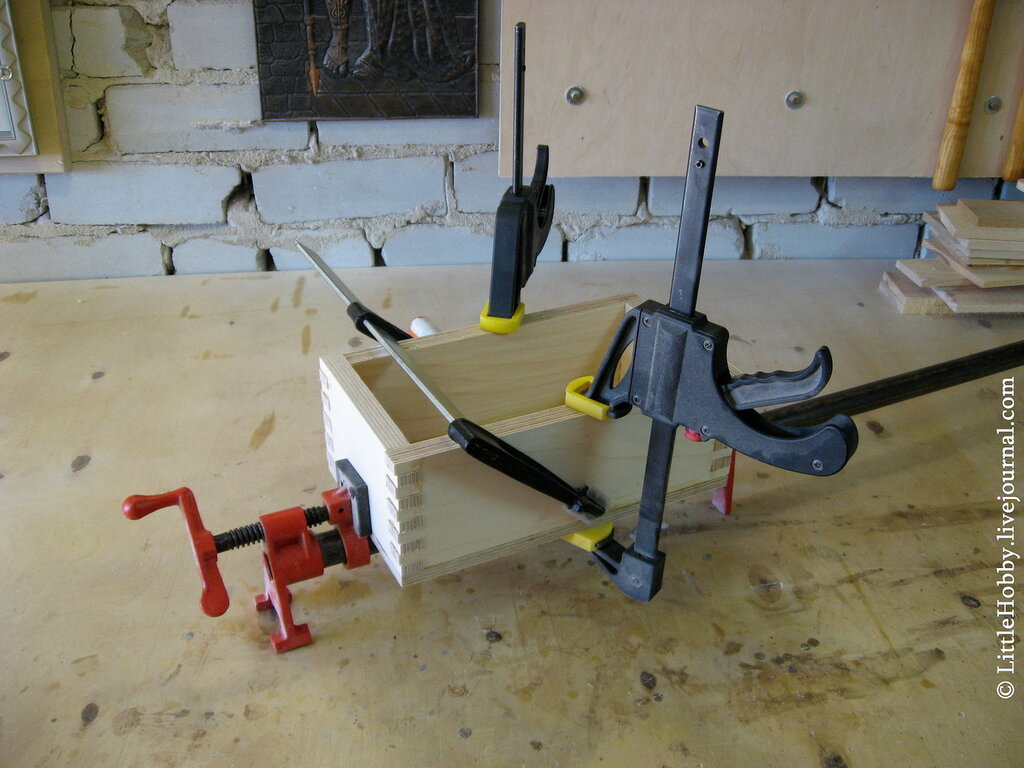
И тут вылез еще один нюанс — для зашлифовывания выступающих шипов приспособление для нарезания прямого ящичного шипа должно комплектоваться ленточной шлифовальной машиной или тарельчатым шлифовальным станком или еще чем-то в этом роде. Эксцентриковая шлифмашина не справляется, заваливая края. В остальном я доволен приобретением — работает как надо.

Читайте также другие мои статьи: littlehobby.livejournal.com
littlehobby.livejournal.com
Шипорезки и шипорезные приспособления
Шипорезки и шипорезные приспособления: Обзор
Шиповое соединение — соединение деталей (обычно деревянных) методом плотного вставления в отверстия (пазы) фигурных выступов в этих деталях — шипов.
Для изготовления шиповых соединений вам потребуются инструменты и приспособления. Рассмотрим некоторые из них.
Инструменты для изготовления шиповых соединений:
Опытный Мастер изготовит шиповое соединение всего пятью инструментами:
Посмотреть Набор иструментов для изготовления ящичных шипов «Ласточкин хвост» 1: Пила обушковая, Стамеска, Рубанок, Рейсмус, Шаблоны угловые
Рассмотрим несколько шипорезных соединений.
С помощью шипорезного приспособления (Шипорезкой) выполняются следующие виды шиповых соединений:
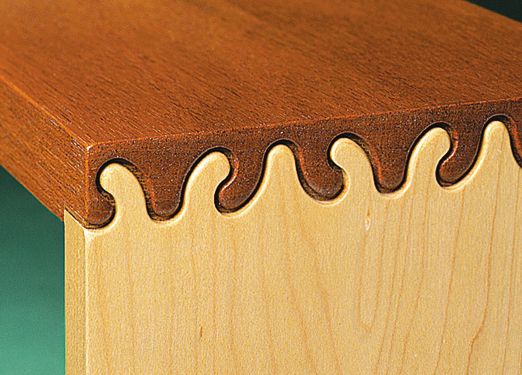
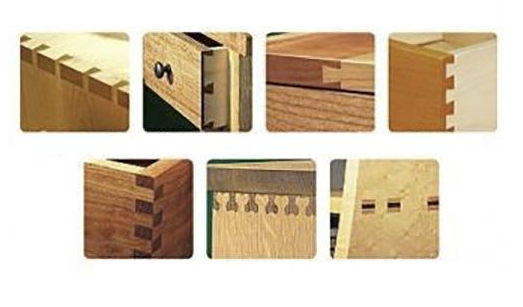
Ласточкин хвост (Dovetail Joint) — это соединение, в котором шипы и пазы напоминают по форме хвост ласточки.


Ящичное соединение (Finger Joint) — это соединение на прямоугольных шипах.

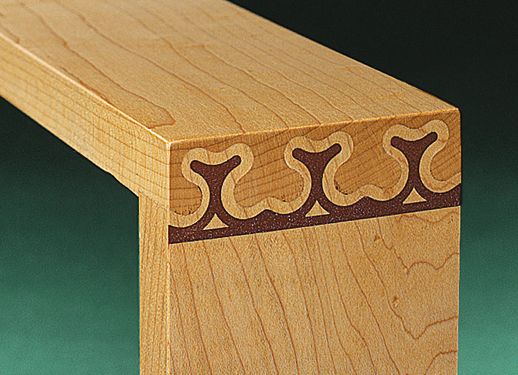
Соединение с фигурными шипами (Isoloc)
Например, в форме клевера(Clover), волн (wave), медвежьих ушек (Bear Ears), ключей (keys), зеркально расположенных ключей (mirrorkeys) и т. д.
«Арсенал Мастера» предлагает шипорезки CMT (Италия) , Leigh (Канада), VIRUTEX (Испания) и INCRA (США).
Приспособление для нарезки шипов (Шипорезка) PL11 VIRUTEX 5000000
Прецизионное приспособление для формирования шипового соединения. Серийно комплектуется шаблоном с шагом 26 мм, который можно заменить дополнительным шаблоном с другим шагом.
-
Снабжено упорами для фрезеруемых деталей, обеспечивающими высокое качество шипового соединения.
-
Начальная точка фрезерования шипов регулируется в зависимости от шага.
-
Заготовки устанавливаются попарно в горизонтальной и вертикальной плоскостях со смещением, соответствующим шагу.
-
За один установ нарезаются шипы во всех четырех деталях.
-
При использовании дополнительной оснастки можно получить четыре типа шипового соединения с одинаково высоким качеством.
-
Приспособление должно быть закреплено на рабочем столе. Надежное закрепление — залог качества выполнения работ.
-
Подошва фрезера полностью базируется на рабочем столе, что обеспечивает стабильность обработки и исключает вероятность повреждения шипа.

Видео PL11 VIRUTEX
CMT300 Шипорезное приспособление для торцевых соединений (шипорезка)
Шипорезное приспособление CMT300 – отличное решение для точного и быстрого изготовления подлинного соединения ласточкин хвост или другого шипового соединения. Данное шипорезное приспособление полностью выполнено из стали: корпус, шаблоны и зажим – всё сделано для идеального закрепления, исключающего перекос или сдвиг, обрабатываемых одновременно деталей.

Видео: Шипорезное приспособление CMT300

1 Шипорезки для рамочных конструкций: Leigh Super FMT
2 Шипорезки для ящичных конструкций: Leigh D4R Pro, Leigh Super Jig и Leigh R9 Plus
3 Шипорезка для 16 типоразмеров соединений: Leigh RTJ 400.
4 Шипорезка Leigh B975 (для шиповых соединений с вариантом шипа 1/2 и 3/4дюйм)
Компания Leigh специализируется уже более 35 лет на производстве исключительно шипорезок, поэтому они отлично работают. Все продумано до мелочей:
-
Всё необходимое Вы получаете в комплекте: открыли упаковку и приступили к работе. В случае с Leigh FMT от Вас потребуется лишь фрезер, в случае с D4R Pro и Super Jig от Вас потребуется фрезер и адаптер для крепления копировальной втулки.
-
Регулировка проста во всех типах соединения на устройствах Leigh
-
Все устройства Leigh снабжены доступными инструкциями.
-
Leigh — это не просто шипорезки, а целая система!

-
Шипорезки Leigh FMT применяются для изготовления мебельных шипов и гнёзд, рамочных конструкциях, стульях столах, дверях , для изготовления двойных шипо-гнезд, мультишипового соединения и др.
-
Шипорезки Leigh FMT позволяют изготавливать шипы и гнезда более 70 различных размеров и регулировать плотность их соединения
-
Шипы, изготовленные с помощью Leigh FMT являются такими прочными шипами как и в классические шипы выполненные вручную.
-
Устройство пылеудаления Leigh FMT Pro встроено в корпус шипорезки, для Super FMT устройство пылеудаления приобретается отдельно
-
Максимальный размер зажимаемой заготовки для Leigh FMT — 75мм х 125мм.
Видео: Leigh FMT Pro
Видео: Super FMT
К шипорезке Leigh FMT можно купить:
Профессиональная шипорезка для ящичных конструкций Leigh D4R Pro:

-
шипорезка Leigh D4R Pro применяется для изготовления самых разных ящичных конструкций:
-
для соединениий типа «ласточкин хвост» — открытый и полуоткрытый с возможностью изменения ширины шипов и расстояния между ними
-
соединения типа полузакрытый «ласточкин хвост» с фиксированной шириной шипов и расстоянием между ними за один проход на двух смежных заготовках
-
соединения с ящичными шипами с двумя фиксированными ширинами шипов и расстояниями между ними

-
Leigh D4R PRO — это самая функционально насыщенная модель шипорезки для изготовления ящичных конструкций производства компании Leigh благодаря плавающим «пальцам» и разнообразию шаблонов и фрезам.
-
Професиональное исполнение означает, прежде всего, сложность исполнения самого устройства, его надёжность и долговечность.
-
Наличие устройства поддержки фрезера и пылеудаления позволит удобно работать с фрезером и облегчит ваше дыхание
-
Шипорезка Leigh D4R Pro — это не просто приспособление с шаблоном для нарезания шипов, это — шипорезная система для работы с шаблонами разного профиля.
-
Входящий в комплект метрический шаблон позволяет менять как шаг так и ширину шипов.
Видео
К шипорезке Leigh D4R Pro можно купить набор фрез Leigh 2411-8 для ласточкина хвоста, 11 шт плюс втулка (идеально подходит)
К шипорезке Leigh D4R Pro можно купить набор фрез Leigh 1607-8 для ласточкина хвоста, 7 шт
Профессиональные шипорезки Leigh SuperJig в зависимости от размеров бывают:

-
шипорезки Leigh SuperJig применяются для изготовления ящичных конструкций
-
для соединениий типа «ласточкин хвост» — открытый и полуоткрытый

-
Преимущество у этих моделей — это возможность, выбирая из трёх типоразмеров шипорезок Leigh Super Jig, приобрести оптимальное устройство при ограниченном бюджете.
-
Для большинства работ шипорезка шириной 30 см будет более, чем достаточна и не займёт много места даже в небольшой квартире.
-
Вместе с шипорезкой Leigh Super Jig Вы Вы получите всё необходимое для работы с ней.
-
Вам останется лишь добавить фрезер с адаптером для копировальных втулок и начать работать с шипорезкой.
-
Главное отличие Leigh Super Jig от Leigh D4R PRO: полупальцы шаблона Super Jigs не раздвигаются.
-
Расстояние между шипами и пазами в соединении менять можно, а вот ширину самих шипов и пазов — нет.
-
Ширина шипов и пазов остаётся всегда постоянной и определяется профилем пальцев шаблона.
-
Размерный ряд соединений типа «ласточкин хвост» на шипорезках Leigh Super Jig меньше, чем аналогичный ряд соединений, выполняемый на шипорезках Leigh D4R PRO.
-
У шипорезок Leigh Super Jig нет такого большого ассортимента принадлежностей и шаблонов в отличие от Leigh D4R PRO
Видео:
К шипорезке Leigh Super Jigs можно купить набор фрез Leigh 1607-8 для ласточкина хвоста, 7 шт (идеально подходит)
К шипорезке можно купить набор фрез Leigh 2411-8 для ласточкина хвоста, 11 шт плюс втулка
Шипорезка Leigh R9 plus для соединений неограниченной длины

-
шипорезка Leigh R9PLUS предназначена для шиповых соединение неограниченной длины
-
для соединениий типа «ласточкин хвост»
-
соединения с «ящичными шипами»

-
Leigh R9PLUS — одна из самых простых шипорезок в линейке Leigh.
-
Позволяет изготовить шиповое соединение неограниченной длины.
-
Замечательным является то, что соединение можно делать на заготовках любой ширины.
-
Очень точное соединение и повторяемость получения точного соединения.
-
Можно использовать как при изготовлении шипов на фрезерном столе, так и просто на верстаке, используя ручной фрезер.
-
Минимизация стоимости поставляемого комплекта шаблона: монтаж шаблона производится на самостоятельно изготавливаемом пользователем основании (простом деревянном бруске)
Видео:
Шипорезка Leigh RTJ 400 (для изготовления 16 типоразмеров соединений)


-
Leigh RTJ 400 позволяет изготовить 16 типоразмеров соединений
-
применена система точного дискретного сдвига шаблона боковые упоры легко переставляются под разные ширины заготовок
-
комплект шипорезки позволит вам сразу же начать работать с ней и выполнить соединения с открытыми и полупотайными шипами нескольких типоразмеров.
К шипорезке Leigh RTJ 400 можно купить Набор фрез Leigh AC RTJ
-
С помощью Шипорезки Leigh B975 можно делать коробки, выдвижные ящики, скамейки, небольшие элементы мебели и даже улей для пчёл.
Видео: Шипорезка Leigh B975
Предлагаем к шипорезкам Leigh:
Посмотреть Статью Шипорезки Leigh (Канада)
Шипорезное приспособление (шипорезка) от 1/8 до 3/4 дюйм INCRA I-BOX
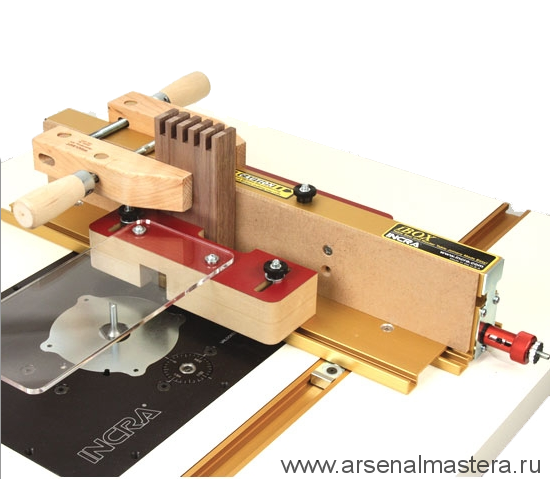
Приспособление INCRA I-Box наиболее продвинутый инструмент из когда-либо изобретенных для создания ошеломляющих воображение ящичных соединений.
I-Box – это гигантский скачок вперед в изготовлении ящичных соединений, по сравнению с традиционными методами.
Данное устройство может использоваться как на циркулярном станке, так и на фрезерном столе
INCRA I-Box поможет вам в изготовлении отличных ящичных соединений из заготовки толщиной от 1/4″ до 1″.
шип шириной от 1/8″ до 3/4″
толщина заготовки от 1/4″ до 1″
Фрезер или фрезерный станок
Непосредственно осуществляет фрезерование пазов и шипов для соединения.
Для изготовления шипов и пазов на шипорезном приспособлении в большинстве случаев достаточно фрезера мощностью 1 кВт. К примеру, Festool OF 1010:


Но это не значит, что Вы не можете использовать более мощный фрезер, напримет Festool OF 1400 или Festool OF 2200 , или который есть в Вашем распоряжении.
Особенно, если речь идет о встроенных фрезерах во фрезерный стол.

Используемые фрезы:

Посмотреть Фрезы «Ласточкин Хвост»
-
Для изготовления шипов и пазов прямоугольной формы используют обгонные, а также обычные «пальчиковые» или пазовые фрезы (постоянного диаметра).
Для более чистой и качественного результата предпочтительны спиральные фрезы. Кроме того, они гораздо тише и имеют существенно больший срок службы.

Для массива и особенно твердых пород дерева используют спиральные фрезы с выбросом стружки вверх.
Для изготовления пазов в глухих и полуглухих соединениях используют фрезы с режущей торцевой частью, создающей плоское чистое донце.
-
Для изготовления фигурных шипов используют также спиральные фрезы. Здесь главным становится чистота и точность обработки, поэтому спиральные фрезы предпочтительнее.
Они могут быть как из быстрорежущей стали — HSS, так и с твердосплавными напайками. Последние — значительно дольше ходят.
В нашем ассортименте Вы можете подобрать фрезы для данных работ разных производителей и разные по бюджету, чистоте и сроку службы.
Подытоживая мы еще раз акцентируем внимание на том, что предлагаемое выше оборудование и оснащение позволяет делать корпусные изделия как быстро, так и красиво, повышая потребительские свойства и удовлетворенность результатами Вашего творчества.
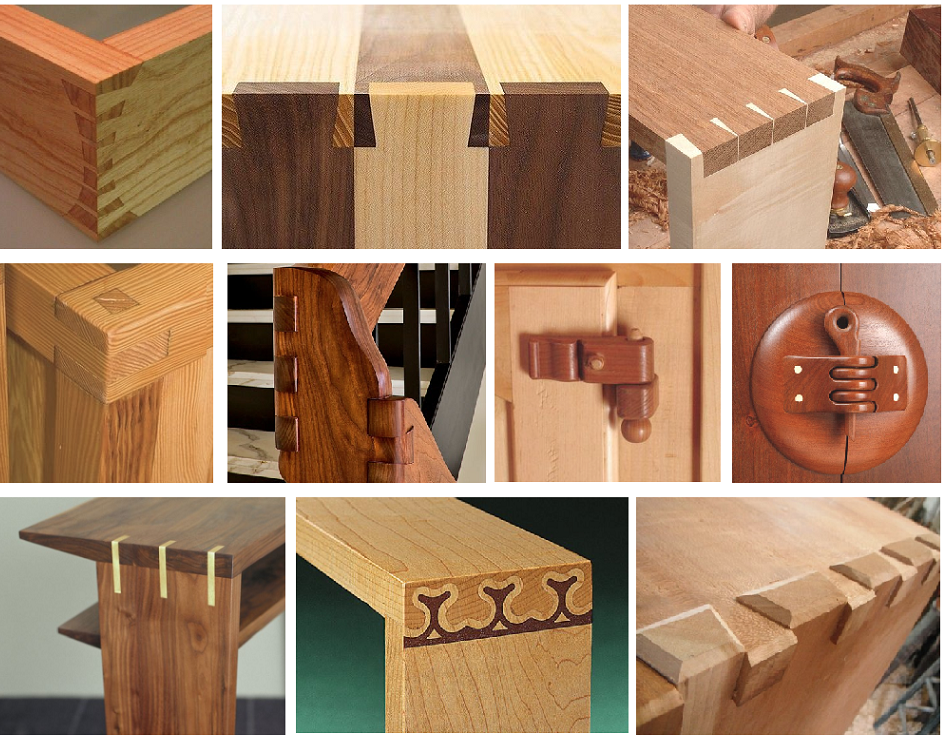
Рекомендуем обзор Арсенал Мастера «Супер-соединения 2.0» . В обзоре обрана фото коллекция максимально широкого спектра вариантов соединений, используемых в изделиях из древесины.
Команда «Арсенал Мастера»
Все вопросы Вы можете задать по телефону: 8-800-7000-462 (звонок по России бесплатный) или по емайл [email protected]
arsenalmastera.ru
Фрезеровать шипы: легко и быстро
Чтобы выполнить соединение «ласточкин хвост» традиционно вручную — шипорезной пилой и долотом — и добиться при этом хороших результатов, надо иметь определенные навыки. Однако сегодня большинство столяров пользуется специальными электроинструментами для нарезки в деталях сложных шипов и пазов. Такими инструментами могут воспользоваться и домашние мастера, которые хотели бы украсить изготовленную своими руками мебель декоративными соединениями.
Идеально точно нарезает шипы специальное фрезерное устройство, если вести его «заданным курсом» по жесткому шаблону, закрепленному на деталях. Обработке фрезой поддается даже грубово-локнистая древесина, и фигурные контуры стыковочных швов на изделии из нее прекрасно смотрятся.
Аналогичным образом нарезаются шипы фрезой, установленной в дрели с помощью специальной насадки. При этом можно оформить как простое угловое соединение на прямой открытый шип, так и более сложное — «ласточкин хвост».
Использование названных электроинструментов позволяет обрабатывать заготовки разного типа — клееную древесину, фанеру, цельное дерево.
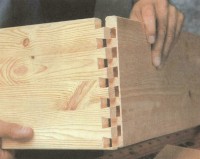
ласточкин хвост на ящиках
Мало кому удается быстро освоить обработку древесины вручную, особенно если речь идет о таких сложных угловых соединениях, как «ласточкин хвост» или на прямой открытый шип. Однако даже начинающий столяр легко осилит соединение любой сложности, если воспользуется специальными фрезерными устройствами и готовыми шаблонами.
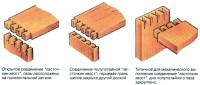
Различные формы шипов соединения «ласточкин хвост»
Ящики для цветов
Угловые соединения на прямой открытый шип и «ласточкин хвост» подходят не только для выдвижных ящиков. Такие способы соединения деталей могут пригодиться и при изготовлении небольших полок или балконных ящиков для цветов. Причем использовать для этого можно как цельное дерево, так и прочную, водостойкую фанеру.
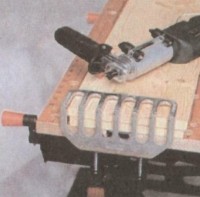
Выполнение сложных угловых соединений
Напоминающая гребенку металлическая пластина с двумя зажимами и специальное фрезерное устройство для нарезки пазов — вот и все оснащение, необходимое для выполнения угловых соединений на прямой открытый шип или «ласточкин хвост». Работа с таким устройством предельно проста: фреза входит в деталь с такой точностью, что даже начинающие выполнят шипы безупречно.
Оба вида шипов вырезаются на двух соединяемых деталях в один прием. Детали закрепляют со смещением металлическими зажимами с двух сторон.
Боковые края деталей смещены на ширину одного шипа влево или вправо. Если выполняется угловое соединение на прямой открытый шип, то обе доски устанавливают вертикально. Для выполнения соединения «ласточкин хвост» одну доску устанавливают вертикально, другую — под. прямым углом к первой доске.
Фрезу ведут по металлическому шаблону слева направо. Необходимо следить за тем, чтобы зубья фрезы не касались самого шаблона.
Используя фрезерное устройство и шаблон, можно обработать за один прием две доски шириной до 28 см. Толщина доски для выполнения углового соединения на прямой открытый шип должна составлять от 16 до 20 мм.
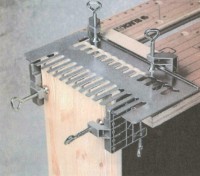
приспособление для нарезки ласточкиных хвостов
Металлическая пластина служит шаблоном для обработки деталей фрезой. Два боковых зажима прочно закрепляют детали и шаблон на верстаке.
Толщина шипов при соединении на прямой открытый шип — 10 мм. Шипы распределяются в зависимости от ширины доски.

Обе детали закреплены со смещением по боковому краю. Шипы выполняются в течение одной минуты.
Классика: полупотайной «ласточкин хвост»
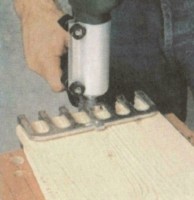
Сегодня соединение полупотайной «ласточкин хвост» вручную почти не делают. Однако до того, как производство мебели было поставлено на поток, этот вид углового соединения считался традиционным. Чаще всего его можно увидеть на выдвижных ящиках. Несложное приспособление — компактная насадка к дрели — позволит домашнему мастеру выполнить классическое соединение полупотайной «ласточкин хвост».
Насадка сконструирована таким образом, что позволяет вести фрезу точно в границах, обозначенных металлическим шаблоном, причем как в горизонтальной, так и в вертикальной плоскости. В результате шипы и пазы получаются идеальными.
Для начала рекомендуется потренироваться в выполнении этого соединения на отбракованных кусках древесины, чтобы набить руку. Дрель должна работать с максимальной скоростью 5000 об/ мин. Это относительно медленно для фрезы, но слишком большая скорость может расколоть края детали.
Шаблон сконструирован так, что фрезу можно устанавливать как в горизонтальное, так и в вертикальное положение при обработке деталей.

Весьма трудное для выполнения вручную угловое соединение: классический полупотайной «ласточкин хвост».
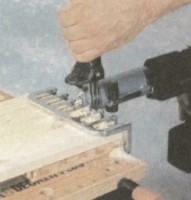
Направление фрезы в шаблоне
Рукоятка, которой оснащена насадка к дрели, не только помогает направлять фрезу. Устройство рукоятки таково, что позволяет менять положение головки фрезы и соответственно регулировать глубину паза, а контур крепления обеспечивает продвижение фрезы по шаблону с точностью до миллиметра.
Для выполнения пазов металлический шаблон закрепляют на верстаке вместе с первой доской. Фрезу направляют сверху вниз. Если обрабатываемая деталь шире шаблона, его смещают. Небольшая пластиковая цапфа помогает выбрать нужную позицию. После чего обрабатывают оставшуюся часть доски.
Затем на верстак кладут вторую доску, а первую — на нее, для того чтобы установить и закрепить металлический шаблон в нужной позиции (выступ на краю шаблона должен точно войти в один из средних пазов первой доски). В результате без сложных замеров можно достичь того, что шипы и пазы на обеих деталях полностью совпадут.
При обработке второй доски фрезу направляют горизонтально. Подложенная снизу дополнительная доска нужна для того, чтобы фреза прошла на полную толщину детали.
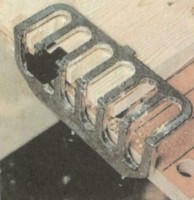
Пазы
Если вы решили обработать фрезой детали для выдвижного ящика с угловым соединением «ласточкин хвост», то примите во внимание, что пазы в таком ящике должны располагаться на фронтальной и задней стенках, а шипы — соответственно на боковых.
Используя ту же насадку к дрели и тот же шаблон, можно выполнить и угловое соединение на прямой открытый шип. Для этого достаточно поменять фрезу.
При работе фрезой в вертикальной плоскости получаются пазы глубиной 13 мм. В толстых деталях пазы выходят полупотайными.
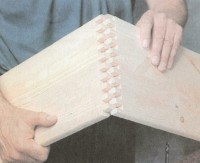
ящичные шипы ручным фрезером
Обработанная первая доска прикладывается ко второй для установки металлического шаблона в нужной позиции.

При обработке второй доски фрезу держат горизонтально. Она прорезает доску на всю толщину. Так выполняют шипы.
Если обрабатываемые детали шире шаблона, то последний можно сместить с помощью пластмассовой цапфы.

Расположение шипов и пазов может быть частым или редким в зависимости от того, какой шаблон и каких размеров фреза используются.
www.remontiruemlegko.ru
Как сделать шип паз ручным фрезером: инструменты, инструкция
ФрезерныйДомашнему мастеру легко разобраться в том, как сделать шип паз ручными фрезерами. Используемые инструменты, подробная инструкция, как выбрать паз фрезером.
Использование соединений типа шип-паз в домашних условиях позволит самостоятельно создавать красивую мебель, которая так же отличается надёжностью. Даже каркасы малоэтажных домов соединяются при помощи данной схемы, особенно когда речь идёт о серьёзных нагрузках во время эксплуатации. Потому будет полезно разобраться в том, как сделать шип паз ручным фрезерами.
Используемые инструменты
Выборка материала в данном случае проводится на поверхности брусьев и досок сбоку. Главное, чтобы у предполагаемого соединения выдерживались размеры с точки зрения геометрии.
Чтобы закончить процесс при помощи фрезера, допускается применять инструменты, снабжённые хвостовиками с диаметром 8, либо 12 миллиметров. Так называемая пазовая фреза станет универсальным вариантом при выполнении работ любого вида. Устройство снабжается режущей частью, у которой основной принцип работы описывается таким образом:
- Поверхность сбоку участвует в формировании сторон сбоку у шипа, стеновой части пазов.
- Сторона с торцевой частью применяется при обработке дна. После этого необходимый слой материала снимается с основания шипа.
Результат – одновременное формирование на поверхности по бокам и шипов, и пазов. Для размеров допускается индивидуальная регулировка, и у владельца достаточно широкие возможности в этом смысле.
Иногда для пазов и шипов выбирают не форму прямоугольника, а вид так называемого «ласточкиного хвоста». Этот вариант актуален, если к надёжности соединения предъявляются повышенные требования. Соответственно, используемая фреза тоже называется «ласточкин хвост» в этом случае. Такая работа без проблем выполняется ручными инструментами, если возникает необходимость.

Изготовление приспособления для выборки шипа
Когда детали обрабатываются вручную, сам фрезер не имеет дополнительной пространственной фиксации. А ведь от этого зависит общий результат работы, точность самого соединения в дальнейшем.
Чтобы собрать простейшую конструкцию, способную справиться с задачей, нужно будет использовать:
- Несколько направляющих, которые остаются неподвижными. Они должны быть боковыми и верхними или нижними.
- Длина у выборки регулируется за счёт использования соответствующей подвижной планки.
Для изготовления применяется следующая последовательность действий:
- Берётся фанерный лист, с одного края которого монтируют боковые элементы в вертикальной плоскости. По центру материала необходимо создать соответствующие вырезы.
- Боковые стороны снабжаются направляющими. По ним подошва ручного фреза перемещается в дальнейшем.
- Боковые планки фиксируются на верхних направляющих. Тогда у хода рабочего фрезера, связанного с этими деталями, появляются ограничения.
- Фанерный лист, ставший основанием для установки, служит и поверхностью для установки подвижного элемента. Тогда величину вылета края для будущей заготовки проще контролировать при любых обстоятельствах. Фиксацию обеспечивают обычными винтами, другими видами фиксирующих приспособлений.

Существует несколько моментов при изготовлении, требующих отдельного учёта:
- Верхние направляющие имеют высоту, соответствующую сумме толщины для детали под обработкой и небольшого зазора, на котором устанавливают клин, участвующий в фиксации.
- Формирующийся шип обладает определённой длиной, которая учитывается при определении толщины вырезов у боковых элементов по вертикали.
Когда используются подобные приспособлении – работа проводится с участием ручных фрезеров любой современной модели.
Следующим образом изготавливаются приспособления, если требуется использовать соединения типа «ласточкин хвост».
- Внутри листа фанеры с несколькими слоями создаётся отверстие. Часть для резания у самой фрезы выступает из этой детали.
- Заранее готовится фанерный лист, на нижней части которого фиксируют сам ручной фрезер. Хомуты и саморезы отлично подойдут при выполнении работы, как и крепления других видов.
- Доска толщиной на 2,5 сантиметра крепится к фанерному листу, который в дальнейшем участвует при передвижении заготовленной детали. Функция направляющих перенимается конструкцией. Доски относятся к расходным материалам с одноразовым применением.

Создание шипов на брусках и досках
Обработка выполняется при помощи следующей последовательности действий:
- Деталь, подвергаемая обработке, устанавливается на плоскости с нижней стороны.
- Край детали, где происходит формирование шипа, вмещают вырезы у направляющих вверху. Конструкция движется внутрь, пока не упрётся в конец.
- Элемент подвижного типа должен фиксироваться, с сохранением определённого положения.
- Применяем клиновой инструмент, чтобы соединить друг с другом направляющие и плоскость, расположенные вверху.
- Соединение ручного фрезера с верхними направляющими.
- При помощи фрезерного инструмента на домашнем фрезерном столе производится снятие древесины у одной стороны.
- Когда обработана первая сторона заготовки, начинают вторую.
Операция будет успешной только при высоких параметрах производительности и точности. Настройка относится к обязательным действиям перед тем, как инструменты включаются. Для решения вопроса действия выполняются со следующей последовательностью:
- Фрезерный инструмент опускают до тех пор, пока он не дойдёт до поверхности основания.
- Измерение толщины детали.
- Результат по толщине делится на 4. Итог – параметр расстояния, которого придерживаются, поднимая фрезу над основанием.

Фреза по дереву «Ласточкин Хвост»
У пазов и шипов при подобных обстоятельствах: только половина от обычной ширины. Это объясняется особенностями, которыми обладают соединения данной разновидности.
Главное – правильно настроить приспособление, зафиксировать его в подходящем положении.
Соединение в шип паз должно в результате иметь некоторый зазор. Он необходим, чтобы потом можно было удобно воспользоваться клеевым составом.

Как выбрать паз фрезером?
Решение задачи зависит от того, где располагаются пазы, какой размер они имеют. Можно привести несколько рекомендаций домашним мастерам:
- Использование открытых пазов предполагает закрепление у столешницы, проведение заготовки вдоль фрезы.
- Точность определяется высотой фрезы, местом расположения планки.
- Рекомендуется пользоваться древесными отходами для пробных операций. Это позволяет избежать ошибок.
- Выборка проводится поэтапно, при этом осуществляется несколько проходов.
Главное после завершения каждого этапа вовремя избавляться от отходов из древесины. Тогда инструмент точно не будет страдать от перегрева. При выполнении работы легче всего использовать вырезанный из фанеры шаблон. По нему проходят самой фрезой, с установленным подшипником.
Заключение
Лучше всего для тренировок использовать остатки от деревянных брусков. Если отверстия и соединения идеально совпадают, можно переходить непосредственно к реальному строительному материалу.
Если же присутствуют какие-либо погрешности, рекомендуется ещё раз проверить, правильно ли нанесена предварительная разметка. После этого проводится повторная тренировка. Только когда всё будет правильно – начинается непосредственная реализация основной работы.

vseochpu.ru
Торцовочная каретка — шипорезка для ящичного соединения
При помощи этой универсальной каретки удобно торцевать деревянные заготовки и отпиливать их точно в размер с помощью накидных упоров. А при помощи нехитрых дополнений можно делать ящичное соединение «шип-паз» или изготавливать декоративные решетки.
Понадобится:
- Фанера толщиной 12 мм.
- Толстая доска (40-50 мм).
- Метизы.
- Клей ПВА.
Процесс изготовления
Из фанеры лобзиком или на циркулярной пиле выпиливаем основание каретки шириной в размер стола циркулярной пилы и глубиной около 40 см. Из древесины твердых пород (в данном случае бука) изготавливаем направляющие в размер пазов стола циркулярки и фиксируем их на клей и саморезами.
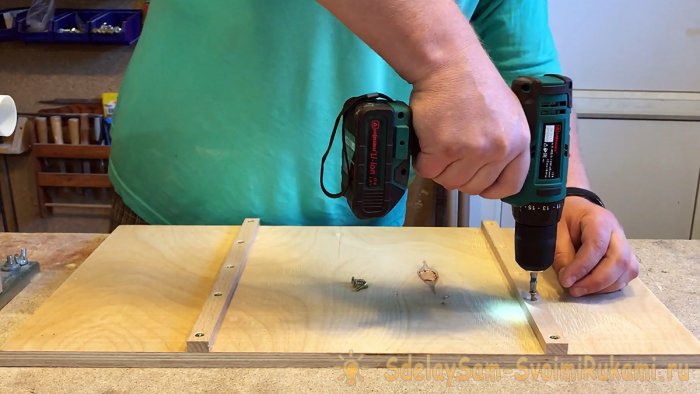
Ширину полозьев подгоняем под пазы так, чтобы основание каретки скользило свободно, но без поперечных люфтов. Для этого изначально полозья можно сделать точно по ширине пазов, а затем с помощью наждачной бумаги добиться плавного скольжения.

Теперь нужно сделать переднюю и заднюю планки каретки. Из доски или из фанеры, склеенной вдвое, делаем заднюю планку (ширина — по основанию, высота — произвольная). Она несет чисто механическую функцию и не требует особо точного крепления. Фиксируем ее снизу на клей и саморезы и делаем первый НЕПОЛНЫЙ пропил, не доводя его до переднего края на несколько сантиметров.

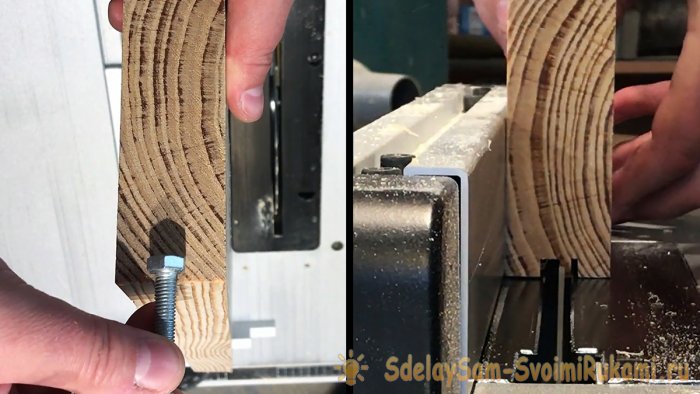
Из толстой доски или склеенной вдвое фанеры делаем переднюю планку (ширина — по основанию, высота 15 см). Ее особенность в том, что сверху делаем Т-образный паз под головку болта М8. Для этого сначала делаем глухой пропил на циркулярной пиле. Его глубина должна быть чуть больше высоты головки болта, а ширина — чуть больше расстояния между двумя параллельными гранями шестигранника головки болта. В данном случае каретку для циркулярки делаем тоже на циркулярке, без помощи фрезера.
Затем поверх получившегося паза на клей и саморезы монтируем планку из фанеры.

И делаем в ней пропил шириной 8 мм — как раз под диаметр болта М8.
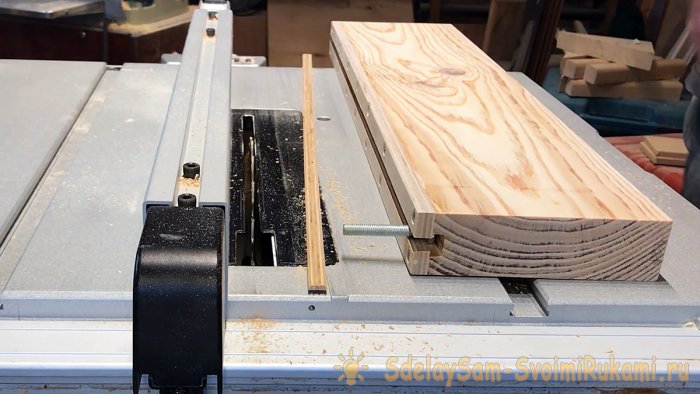
Прикрепляем переднюю планку к основанию на клей и саморезы.
ВНИМАНИЕ: следим за соблюдением прямых углов относительно предварительно сделанного пропила и относительно плоскости основания каретки!

Теперь основание каретки можно пропилить до конца. А в качестве элемента безопасности из обрезков фанеры делаем ограждение, куда будет выходить пильный диск при пропилах.
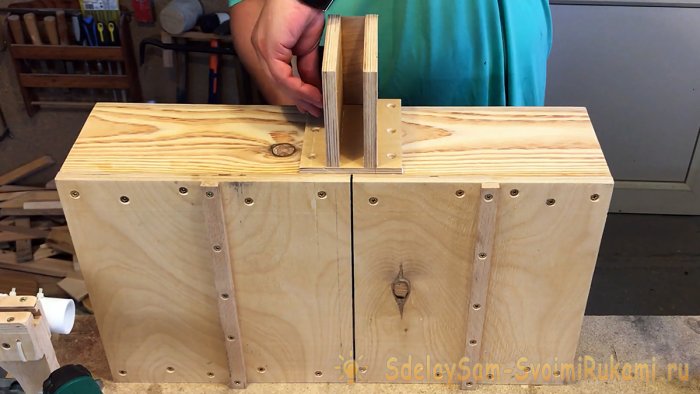
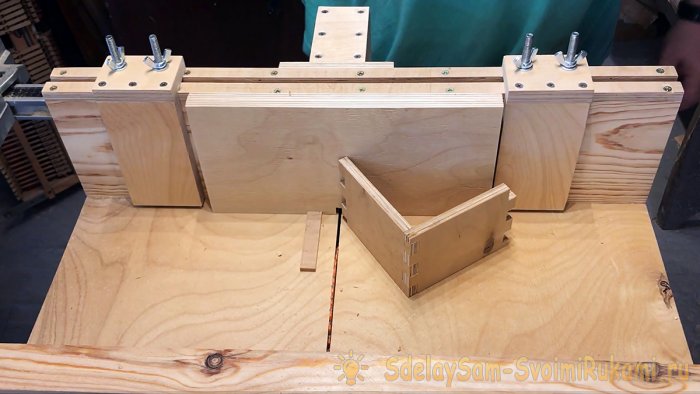
Сама каретка готова. Нужно сделать два навесных упора, челнок и калибр.
Упор представляет собой две заготовки из фанеры, собранные на клей и саморезы под прямым углом. Упор удобно монтировать, используя в качестве базы с углом 90 градусов переднюю планку каретки. При этом участок монтажа необходимо предварительно оклеить скотчем, чтобы детали упора не приклеились к планке каретки. После высыхания скотч нужно удалить. Таким способом делаем два упора и просверливаем в их верхней части по два отверстия под болты М8.

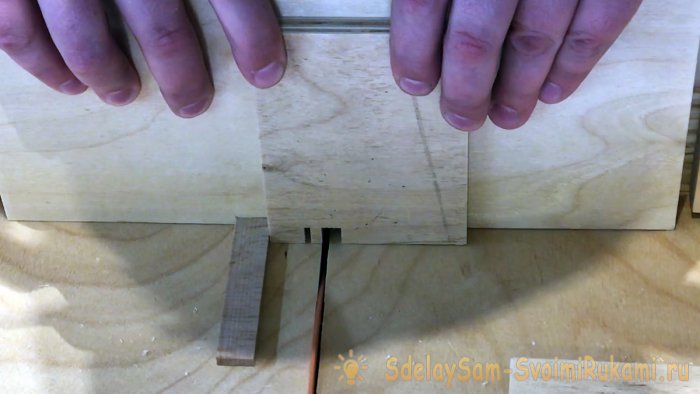
Челнок размером 25х15 см делаем из склеенной вдвое фанеры и деревянной планки шириной 16 мм, высотой 5 мм и произвольной длины, в данном примере около 80 мм. Планку вклеиваем заподлицо с нижней гранью челнока в предварительно выбранный паз.
Калибр делаем из такой же планки шириной 16 и высотой 5 мм. С одной стороны оставляем ширину 16 мм, а с другой она уменьшена на ширину пропила h.

Всё готово для того, чтобы протестировать изготовление ящичного соединения. Сначала выставляем челнок так, чтобы край язычка находился от пильного диска на расстоянии калибра шириной 16 мм. Таким образом мы задали параметры будущего соединения «шип-паз»: ширина шипа будет 16 мм, и размер паза тоже будет 16 мм. Пододвигаем к челноку упор Б и фиксируем его барашковыми гайками.

Чтобы найти положение для упора А, используем вторую сторону калибра, имеющий ширину язычка, уменьшенную на толщину пропила пильного диска. Фиксируем упор А.

Выпускаем пильный диск на высоту используемого материала. В этом примере взяты куски фанеры толщиной 10 мм. То есть поднимаем пильный диск над основанием каретки на 10 мм. Пододвигаем челнок вплотную к упору Б, упираем заготовку в язычок и делаем первый крайний пропил.

Пододвигаем челнок к упору А, упираем заготовку в язычок и делаем второй крайний пропил.

Затем постепенно сдвигаем челнок и выбираем древесину между крайними пропилами.
Таким образом формируется паз глубиной 10 мм и шириной 16 мм. Накидываем заготовку пазом на язычок челнока, и повторяя действия по формированию крайних пропилов и выборки древесины между ними, делаем второй паз и последующие пазы вплоть до конца заготовки. Если последний паз не кратен длине заготовки — ничего страшного.
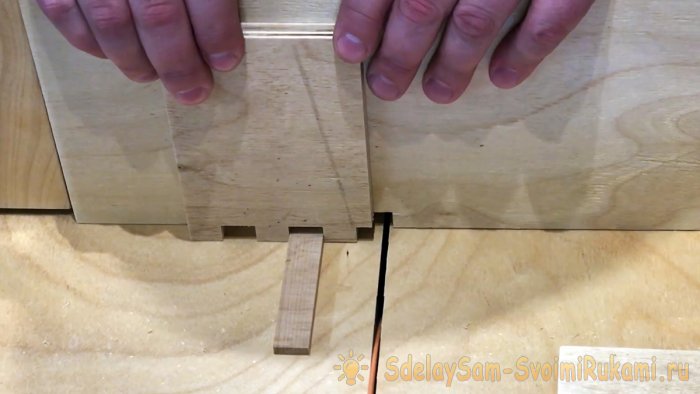
Переворачиваем заготовку на 180 градусов, накидываем первым целым пазом на язычок, пододвигаем челнок к упору Б, подставляем вторую сопрягаемую деталь из фанеры и делаем первый пропил.

Убираем первую деталь и делаем пазы на второй, как описано выше.

Сопрягаем получившиеся детали и убеждаемся, что ящичное соединение сделано корректно.
Заключение
Получилась удобная универсальная каретка, которая с успехом может заменить торцовочную пилу. Также с помощью этой каретки можно делать ящичное соединение «шип-паз» или изготавливать декоративные решетки.
Смотрите видео
sdelaysam-svoimirukami.ru
Как сделать шип-паз ручным фрезером с фрезой «ласточкин хвост»
В этой статье мы познакомим вас с процессом работы по вырезке различных соединений ручным фрезером, рассмотрим процесс изготовления таких дополнительных приспособлений для повышения производительности труда, как шипорезные шаблоны и фреза по дереву «ласточкин хвост».
Как сделать шип-паз ручным фрезером
Чтобы изготовить данное шиповое соединение, нам понадобится непосредственно сам фрезер и рабочий стол. Для облегчения процесса можно сделать такое дополнительное приспособление, как кондуктор.
Порядок действий следующий:
- Устанавливаем на фанерный лист два реечных ограничителя, выпиливаем отверстия под размер паза для царги и проножки. Реечные ограничители должны быть закреплены по ширине фрезера. Они фиксируют его поперек рабочей плоскости. Для фиксирования продольного смещения два других ограничителя выставляются по торцам предполагаемого расположения места установки столярного станка.
- Для перемещения заготовки по длине монтируем к столешнице пару брусков, которые соответствуют размерам обрабатываемой детали.
- Размечаем ось и габариты пазов. Устанавливаем дополнительное приспособление так, чтобы на заготовке и кондукторе полностью совпала разметка.
- Необходимо выставить и закрепить упор.
- Закрепить кондуктор с помощью саморезов к брускам.
- Необходимо взять прямую фрезу и выставить глубину фрезеровки, учитывая толщину изготовленного кондуктора. После этого необходимо зафиксировать заготовку с помощью струбцины и выполнить обработку паза.
Приступаем к вырезке шипов.
- При небольших объемах производства лучше всего делать это на циркулярке.
- Сначала необходимо измерить глубину паза, которая будет соответствовать длине шипа.
- Полученную величину отмеряем на своей заготовке. Длина шипа будет определяться разностью величин – ширины заготовки и длины паза, высоты заготовки и ширины паза, разделенные пополам. Полученные остатки материала следует убрать для получения шипа.
- После этого следует выставить на станке размер, равный длине паза, учитывая при этом его ширину. Дисковая пила должна быть зафиксирована на уровне, равном ½ от разницы ширины заготовки и длины паза от линии столешницы. Сделать пару пропилов по длине шипа.
- Фиксируем пильный диск на высоте, равной ½ от разницы величин высот заготовки и ширины паза от линии столешницы. Производится два распила с торца заготовки.
- Начинаем распиловку. Для этого необходимо зафиксировать дисковую пилу на величину длины шипа, при этом расстояние от диска до упора должно соответствовать величине, равной ½ от разниц величин ширины заготовки и длины паза. Производим два пропила по ширине изделия с двух сторон.
- Корректируем расстояние от режущего диска до упора. Оно должно быть равным величине, составляющей ½ от разницы величин высот заготовки и ширины паза. Делаем две прорези. Закругляем столярным ножом края получившегося шипа и зачищаем наждачкой.
Шипорезка для фрезера
Шипорезные шаблоны бывают самых различных конфигураций. Они служат для облегчения работы по вырезке таких соединений, как «шип-паз», а также для ускорения работы. С их помощью вы сможете делать рамки, ящичные соединения, вырезку различных соединений для мебели. От того, какая форма у зубца шаблона, будет зависеть размер паза, а также ровность его кромок. Для изготовления шипорезки своими руками вам понадобятся направляющие, с помощью которых и будет производиться фрезерование шипов. Монтировать их следует на двух противоположных сторонах корпуса в шахматном порядке, расположить равноудаленно. При соблюдении этих условий они идеально подойдут друг к другу.
Фреза по дереву «ласточкин хвост»
Они чаще всего применяются в совокупности с фрезерными машинами и станками для изготовления пазов в изделиях из твердого и мягкого дерева. Изготавливаются из монолитных твердых сплавов.
Предназначены для работы в паре с цилиндрическими фрезами.
Как выбрать паз фрезером
Выполняя эту работу, вам необходимо знать, что техника ее будет напрямую зависеть от расположения и размеров паза. Если он открытый, то ваш инструмент крепится к столешнице, заготовка ведется вдоль фрезы. Точность будет зависеть от положения планки и высоты фрезы. Чтобы у вас не было огрехов в процессе выборки, всегда делайте пробный проход на отходах из древесины. Выборка должна производиться поэтапно, делать нужно при этом несколько проходов. После каждого прохода режущей части фрезера для недопущения ее перегрева необходимо убрать отходы с рабочей поверхности столешницы. Это можно производить с помощью вырезанного из фанеры шаблона, по которому следует пройтись фрезой с верхним подшипником.
Надеемся, что информация, полученная при чтении этой статьи, будет вам полезной и пригодится для использования в домашнем хозяйстве.
pro-instrument.com
Шиповое соединение — 4 способа изготовления своими руками
Вы с успехом справитесь с изготовлением и подгонкой этого проверенного временем соединения, вне зависимости от того, какими инструментами располагаете. Просто выберите один из этих испытанных методов с использованием самого разного инструментария: от недорогих инструментов, которые наверняка имеются у вас под рукой, до специализированных станков.
Начните с основ: главные правила для соединений «шип-гнездом
Независимо от того, как именно вы формируете шипы и гнезда, эти советы помогут получать идеально подогнанные, прочные соединения для любых изделий.
- Правильные соединения всегда начинаются с аккуратной разметки. Используйте проверенные стальную линейку и угольник, а линии разметки наносите остро заточенным карандашом, рейсмусом или разметочным ножом.
- Простое правило, которое легко запомнить: при разметке гнезда на торце или кромке толщину заготовки нужно делить на три равные части. Две внешние трети станут стенками гнезда, а средняя треть должна быть удалена. Так, в доске толщиной 18 мм (рисунок внизу) делается гнездо шириной 6 мм по центру кромки заготовки. При использовании материала толщиной более 18 мм ширина гнезда может быть больше одной трети толщины заготовки при условии, что толщина стенок гнезда будет не менее 6 мм — это вызвано соображениями прочности.
Подогнать шип перекладины к гнезду с закругленными краями проще, чем сделать прямоугольным гнездо. Чтобы скруглить углы, используйте рашпиль или нож со сменными лезвиями.
Вначале сделайте гнезда, а затем сформируйте подходящие к ним шипы. Намного проще точно подогнать шип, чем изменять размеры готового гнезда.
- Наивысшая прочность склейки достигается, когда сопрягаемые поверхности гладкие.
- Правильно подогнанный шип должен удерживаться в гнезде без клея и не выпадать при переворачивании деталей, но при этом для сборки и разборки соединения должно хватать лишь небольшого усилия руки.
- Высверленные или фрезерованные гнезда будут иметь закругленные концы. Чтобы подогнать их к шипу прямоугольного сечения, можно подрезать уголки гнезда стамеской. Для экономии времени и усилий, можно просто закруглить углы шипов (фото справа).
Вначале сделайте гнезда
Способ № 1. Простой сверлильный кондуктор для соединений на шкантах
Первые два способа выборки гнезд предусматривают сверление ряда перекрывающихся отверстий и удаление лишнего материала между ними. Отверстия должны быть перпендикулярными кромке доски, и с этой задачей отлично справляются приспособления-кондукторы для сверления отверстий под шканты. Они особенно удобны при работе с материалом толщиной около 18 мм, для которого подходят втулки распространенного диаметра 6 мм, как раз соответствующего ширине гнезда. (Большинство подобных приспособлений снабжено втулками для сверления отверстий диаметром 6, 8 и 10 мм, а некоторые имеют втулку для отверстий диаметром 12 мм.) Если сверлильный кондуктор не был укомплектован сверлом, приобретите спиральное сверло по дереву с центральным острием — такое режет чище и не дает сколов на поверхности.
Для ограничения глубины отверстия закрепите на сверле стопорное кольцо или сделайте «флажок» из малярного скотча.
Удерживая стамеску перпендикулярно кромке доски, аккуратно срежьте неровности на стенках гнезда. Если стамеска острая, киянка не понадобится.
Чтобы сделать гнездо, прикрепите приспособление к заготовке, установив его у края размеченного гнезда так, чтобы край отверстия едва касался линий разметки, обозначающих край и стенки гнезда. Просверлите отверстие, предварительно установив необходимую глубину сверления. Проделайте то же самое у другого края гнезда, как показано вверху слева. Теперь переставьте кондуктор и просверлите между двумя крайними отверстиями еще несколько отверстий. После этого высверлите материал между ними, центрируя сверло на перемычках между ними.
Удалив большую часть лишнего материала, зачистите и выровняйте боковые стенки гнезда стамеской. Используйте стамеску наибольшей ширины, которую позволят размеры гнезда. Если вы предпочитаете прямоугольные гнезда, подрежьте уголки стамеской, ширина которой равна ширине гнезда.
Способ № 2. Тот же принцип, но используется сверлильный станок
Оставленные между отверстиями перемычки нужны для вхождения сверла при удалении остатков лишнего материала.
Если у вас есть сверлильный станок, то для большей производительности и точности используйте его вместо электродрели и сверлильного кондуктора. Вам понадобится упор (хотя бы в виде ровной доски, струбцинами прикрепленной к столику станка), чтобы позиционировать гнездо и обеспечить его параллельность краям заготовки. Пользуясь угольником, проверьте перпендикулярность столика сверлу. Установите в патрон станка остроконечное спиральное сверло или сверло Форстера, имеющееся у таких сверл центральное острие препятствует уходу сверла с намеченной точки. Отрегулируйте ограничитель глубины сверления в соответствии с глубиной гнезда.
Так же как и при использовании кондуктора, вначале просверлите отверстия у концов будущего гнезда. Затем просверлите между ними ряд отверстий, оставляя перемычки шириной около 3 мм. Закончив сверление, подровняйте стенки и уголки гнезда стамеской.
Способ № 3. Использование погружного фрезера
Эта техника предполагает фрезерование гнезда с увеличением глубины на б мм за каждый проход. Кроме погружного фрезера потребуются острая фреза (мы рекомендуем спиральную фрезу с восходящей спиралью), а также боковой упор или специальное приспособление, удерживающее фрезу в пределах линий разметки. Можно контролировать начальную и конечную точки фрезеруемого гнезда на глаз или прикрепить к заготовке бруски- упоры, ограничивающие продольный ход фрезера.
Самодельное или фабричное приспособление для фрезерования гнезд, подобное показанному на рисунке вверху, станет универсальным дополнением к любой мастерской. Верхняя пластина из прозрачного оргстекла позволяет легко совмещать центровочные линии приспособления с разметкой на заготовке. Длина и ширина щелевого отверстия приспособления должны быть несколько больше размеров гнезда с учетом разницы диаметров фрезы и копировальной втулки, перемещающейся в щелевом отверстии. Дополнительные затраты на покупку готового приспособления компенсируются его быстрой установкой и гибкой на стройкой размеров гнезда. Примерами таких приспособлений могут служить модели Mortise Pal и Leigh Super FMT. Приспособление Mortise Pal имеет встроенный зажим и поставляется с шестью шаблонами для фрезерования гнезд разной ширины и длины (дополнительные шаблоны можно приобрести отдельно). Настольное приспособление Leigh Super FMT (www.leighjigs.com) позволяет фрезеровать за одну установку и гнездо, и шип. В комплект входят направляющие и фрезы для шипов и гнезд пяти различных размеров. Дополнительные направляющие приобретаются отдельно.
КРОМКА ЗАГОТОВКИ. При обработке узких заготовок, таких как эта стойка, прижмите струбциной вспомогательный обрезок бруска для устойчивости фрезера. ТОРЕЦ ЗАГОТОВКИ. Несложное приспособление создает широкую и устойчивую опорную поверхность для фрезера при выборке гнезд в торцах заготовок.
Способ № 4. Сверление квадратных отверстий — это просто
Конечно, с технической точки зрения на долбежном станке выполняется не сверление, а долбление квадратных отверстий. Прямоугольное гнездо выдалбливается вокруг круглого отверстия одновременно со сверлением последнего, для чего используется специальное шнековое сверло, расположенное внутри полого резца-долота (нежнее фото слева). Этот способ выборки гнезд является быстрым, но также и наиболее затратным. Настольные долбежные станки, перекрывающие практически все ваши потребности по выборке гнезд, стоят примерно S225-500, стоимость напольных моделей начинается от $900. (Имейте в виду, что некоторые специализированные станки не укомплектованы резцами и сверлами, стоимость которых составляет $ 1 0-30 за штуку, а цена набора из четырех штук — от $40.)
Сверло имеет глубокие канавки, быстро отводящие стружку, а внешний квадратный резец-долото формирует чистые стенки гнезда.
Длинный рычаг долбежного станка создает усилие, необходимое для погружения резца в заготовку.
Настроив долбежный станок, вы сумеете выбрать такое гнездо меньше чем за минуту.
Вот как работает долбежный станок. Вначале установите в станок резец-долото со сверлом. Отрегулируйте ограничитель глубины в соответствии с глубиной гнезда. Выровняйте упор параллельно резцу так, чтобы последний находился точно между линиями разметки. Сформируйте сначала концы гнезда, а затем удалите материал между ними, проделывая перекрывающиеся отверстия. Если вам нравится этот способ, но вы не готовы к покупке специализированного станка, подумайте о приобретении долбежного приспособления-насадки для вашего сверлильного станка. Подобные приспособления относительно недороги ($65-125). Насадка устанавливается на пиноль станка (фото внизу) и работает точно так же, как и долбежный станок. Недостаток ее заключается в том, что вы не сможете использовать станок для обычного сверления, пока не снимете приспособление.
Всего за 20 минут можно превратить сверлильный станок в долбежный, установив на пиноль приспособление-насадку.
Теперь сделайте шипы и подгоните их к гнездам
Вставные шипы удобно использовать с фрезерованными гнездами. Отпилите шипы от длинной заготовки, обработанной до требуемого сечения.
В зависимости от выбранного способа выборки гнезд и имеющихся в наличии инструментов можно сделать шипы на концах деталей, либо вставные (отдельные) шипы, которые соединяют две детали с гнездами.
Использование вставных шипов предполагает выборку в обеих соединяемых деталях гнезд, в которые вставляется выпиленный шип, подходящий к обоим гнездам (фото справа). Вы можете не покупать заготовки для вставных шипов, а делать их сами из обрезков твердой древесины (для безопасности обрабатывайте обрезки длиной не менее 305 мм). Просто острогайте заготовку до толщины, обеспечивающей плотную посадку шипа в гнезде. Если концы гнезда полукруглые, отфрезеруйте на заготовках для шипов соответствующие скругления. После этого отпилите от заготовки шипы необходимой длины.
Способ № 1. Пазовый диск поможет быстро справиться с шипами
Наборный пазовый диск позволяет выпиливать шипы с высокой точностью и минимальными затратами времени. Точная настройка толщины диска не требуется, так как лишний материал удаляется за несколько проходов. Чтобы выпилить шипы этим способом, используйте два внешних диска, между которыми установите три промежуточных диска-чиппера толщиной 3,2 мм. Для предотвращения сколов на выходе диска из заготовки прикрепите к поперечному (угловому) упору пильного станка накладку из фанеры или МДФ.
Установив пазовый диск в станок, настройте его вылет так, чтобы он едва касался линии разметки шипа на заготовке. Используя обрезок материала той же толщины, что и у заготовки, сделайте с обеих сторон по одному проходу и проверьте посадку полученного шипа. Отрегулируйте вылет диска и снова выполните пробные проходы. Результатом должна стать плотная посадка шипа в гнезде.
ПАЗОВЫЙ ДИСК ОДНОВРЕМЕННО ФОРМИРУЕТ ПЛЕЧИКИ И ЩЕЧКИ ШИПА
Наборный пазовый диск работает быстро и прост в использовании, но часто оставляет характерные следы в виде царапин, требующие дополнительной зачистки.
Сначала выпилите пазовым диском лицевые щечки шипа, а затем боковые. Высокая накладка поперечного упора обеспечит поддержку заготовки при выпиливании боковых щечек.
Теперь установите продольный (параллельный) упор станка так, чтобы он ограничивал длину шипа. Измерьте расстояние между упором и зубьями внешнего диска, дальнего от упора, — это расстояние определяет линию заплечиков шипа. При условии, что продольный упор расположен параллельно пильному диску и пазам для поперечного упора, выполнение прохода не приведет к защемлению диска или отбросу заготовки назад. Выпилите с этими настройками станка обе лицевые щечки шипа на всех заготовках. После этого, не меняя положения продольного упора, сформируйте боковые щечки шипов, отрегулировав соответственно вылет диска, чтобы получить нужную ширину шипа. Закончив выпиливание шипов, удалите с их щечек шероховатости при помощи зензубеля или шлифовальной колодки.
Способ № 2. С шипорезной кареткой шипы будут более гладкими
Шипорезная каретка, подобная показанной на правом фото внизу, стоит примерно столько же, что и хороший пазовый диск ($ 100-150), но она обеспечивает более чистую поверхность щечек шипа. Установите вылет пильного диска в соответствии с шириной плечиков. Затем, продвигая заготовку с помощью поперечного упора, сформируйте все четыре плечика шипа, как показано на левом фото внизу. Если необходимо, при выпиливании кромочных (боковых) плечиков отрегулируйте вылет диска. Предварительное формирование плечиков гарантирует, что они будут чистыми и четкими.
Сначала сделайте пропилы, формирующие плечики шипа. Подавайте заготовку при помощи углового (поперечного) упора, используя продольный упор как ограничитель длины шипа.
Настройте шипорезную каретку так, чтобы после выпиливания щечки шипа обрезок свободно падал в сторону, а не был зажат между диском и кареткой.
Чтобы выпилить щечки, просто закрепите стоящую на торце заготовку в каретке, отрегулируйте каретку, совместив линию разметки с краем пильного диска, настройте вылет диска и сделайте пропил. Переверните заготовку и опилите противоположную щечку шипа. Выпиленный таким способом шип будет расположен точно по центру (если шип должен быть смещен к одной из сторон заготовки, его следует выпиливать при двух разных установках). Шипорезные каретки позволяют формировать шипы не только под прямым углом, их задний упор можно наклонить. Желая сэкономить, изготовьте шипорезную каретку самостоятельно.
Способ № 3. Шипы на ленточной пиле — грубо и быстро
Настроить ленточную пилу для выпиливания шипов так же просто, как и для обычного продольного пиления. Предварительно сформируйте плечики шипа на круглопильном станке, как описано в «Способе № 2». После этого установите продольный упор ленточной пилы так, чтобы толщина выпиливаемого шипа была примерно на 0,8 мм больше требуемой, и сделайте пропил (фото внизу).
Формируя щечки шипа, подавайте доску медленно, чтобы пильное полотно не изгибалось и в результате не получились искривленные шипы. Будьте осторожны и прекратите подачу заготовки после того, как обрезок отпадет в сторону, чтобы случайно не пропилить плечики шипа. Выпиленные на ленточной пиле щечки будут слегка шероховатыми. Для лучшей адгезии клея сделайте их гладкими при помощи шлифовальной колодки или зензубеля.
Способ № 4. Зачем пилить, если есть фрезерный стол?
Вы можете фрезеровать гладкие и аккуратные шипы на фрезерном столе при помощи всего одной фрезы, поперечного и продольного упоров. Вначале вставьте в цангу фрезера прямую фрезу самого большого имеющегося диаметра и отрегулируйте ее вылет по линиям разметки шипа. Установите продольный упор фрезерного стола так, чтобы он ограничивал длину шипа. При этом он должен быть установлен параллельно пазу для поперечного (углового) упора — это гарантирует, что плечики шипа будут перпендикулярны кромкам заготовки.
Просвет между накладками продольного упора позволяет удалять стружку пылесосом.
Закончив настройку, приступайте к фрезерованию, выполнив сначала проход вдоль торца. Последовательно выполняйте один проход за другим, пока торец заготовки не будет скользить вдоль продольного упора. (Если сначала сформировать плечико шипа, есть риск, что при последующих проходах заготовку может вырвать из рук.)
Возможно, Вас заинтересует:
stroyboks.ru